1
(21)4674287/12 (22)05.04.89 (46)30.04.91. Бюл. № 16
(71)Ленинградский институт текстильной и легкой промышленности им. С.М.Кирова
(72)Г.Д.Лузгин, В.К.Поляков, A.M.Бочков, Н.А.Гренишинэ и В.А.Лебедев
(53)677.053.2 (088.8)
(56)Авторское свидетельство СССР № 67960, кл. В 65 Н 54/80, 1945.
(54)СПОСОБ УКЛАДКИ ЛЕНТЫ НА ТЕКСТИЛЬНОЙ МАШИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к текстильной промышленности, может быть использовано на ленточных, кардочесальных и гребне- чесэльных машинах, снабженных лентоукладчиками, и позволяет повысить
производительность и качество укладки. Устройство для укладки ленты содержит таз, установленный на вращающейся нижней тарелке, сквозь центральные отверстия таза и тарелки пропущен гибкий шток, на верхний конец которого свободно установлено подвижное дно. Верхняя тарелка связана с нижней тарелкой и приводом машины кинематической цепью, в которую включен счетчик длины ленты, электрически подсоединенный к электродвигатепю привода штока, который включает в себя гибкую передачу, к ветви которой шарнирно подсоединен гибкий шток. Периодически при достижении заданной длины ленты гибкий шток перемещается вверх, сжимая слои ленты до достижения заданной плотности паковки в каждом цикле. 2 с.п. ф-лы, 8 ил.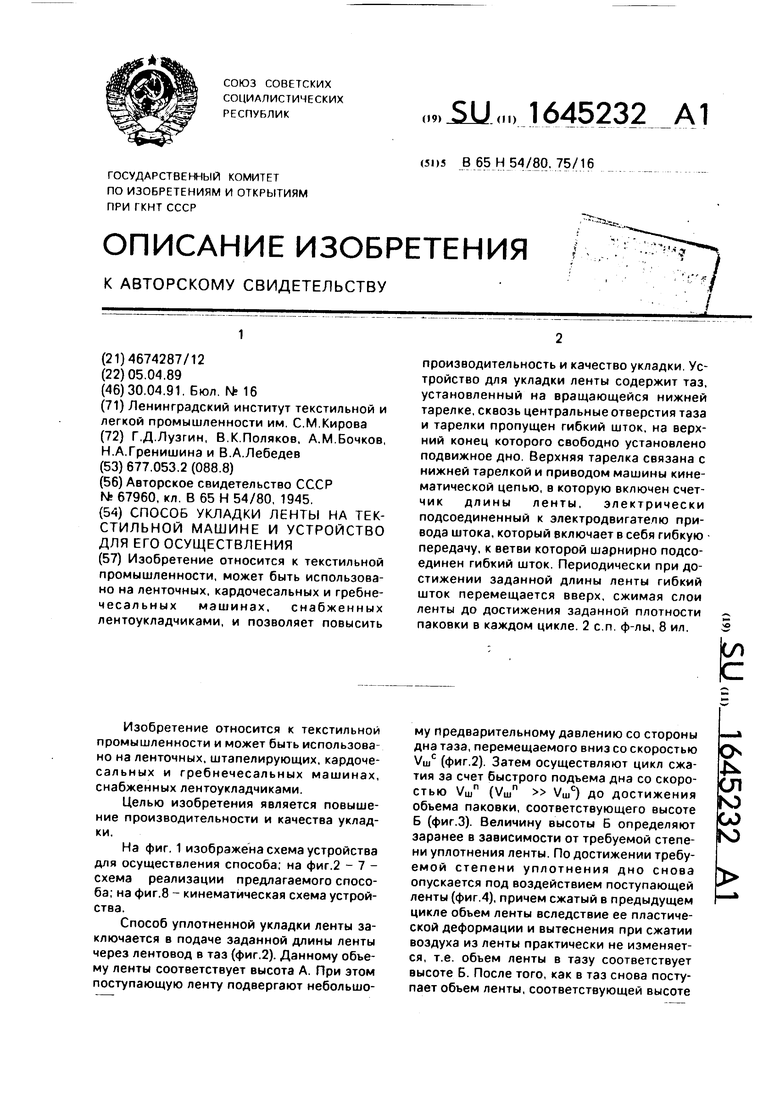
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод дна таза текстильной машины | 1984 |
|
SU1216115A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ЛЕНТЫ В ТАЗ ТЕКСТИЛЬНОЙ МАШИНЫ | 2000 |
|
RU2167801C1 |
| Текстильный таз для укладки волокнистой ленты | 1986 |
|
SU1362700A1 |
| Способ уплотненной укладки ленты на текстильных машинах | 1981 |
|
SU996309A1 |
| Верхний лентоукладчик текстильных машин | 1985 |
|
SU1301755A2 |
| Верхний лентоукладчик текстильных машин | 1983 |
|
SU1117270A1 |
| Лентоукладчик с неподвижным тазом | 1990 |
|
SU1784032A3 |
| Устройство для укладки текстильных волокнистых материалов | 1987 |
|
SU1418243A1 |
| Способ уплотнения укладки ленты на ленточных и подобных машинах | 1975 |
|
SU582162A1 |
| Таз для укладки волокнистой ленты на текстильной машине | 1982 |
|
SU1066928A1 |


Изобретение относится к текстильной промышленности и может быть использовано на ленточных, штапелирующих, кардочесальных и гребнечесальных машинах, снабженных лентоукладчиками.
Целью изобретения является повышение производительности и качества укладки.
На фиг. 1 изображена схема устройства для осуществления способа; на фиг.2 - 7 - схема реализации предлагаемого способа; на фиг.8 - кинематическая схема устройства.
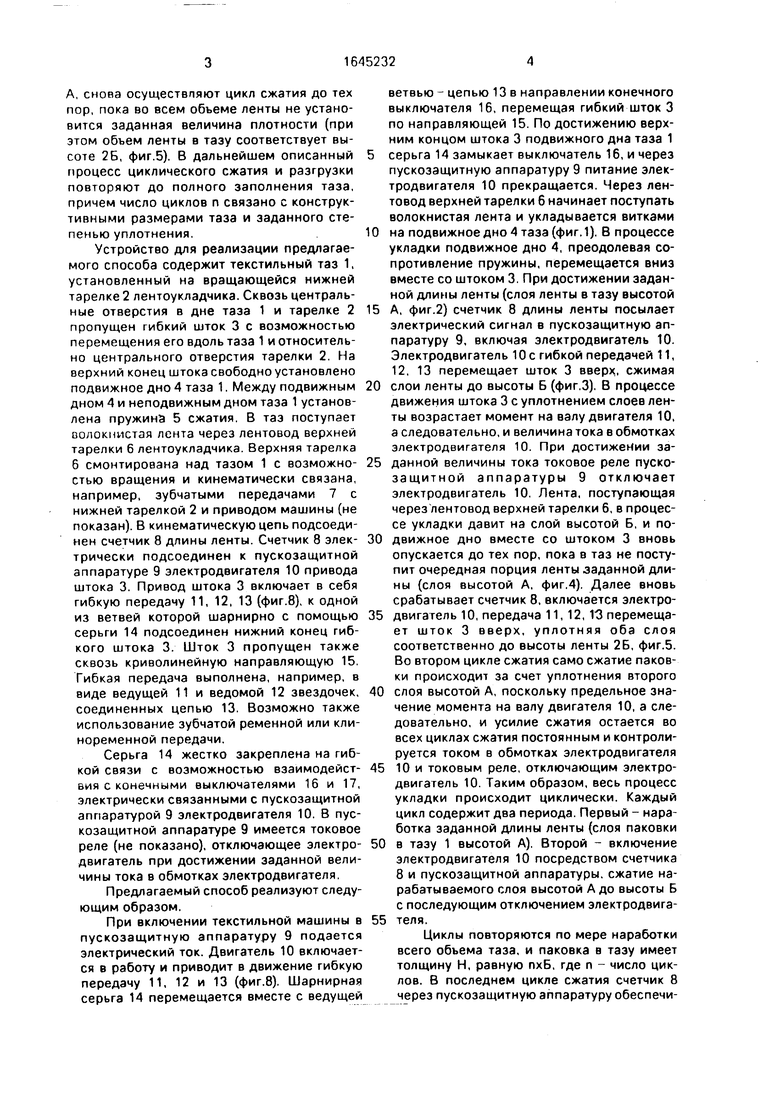
Способ уплотненной укладки ленты заключается в подаче заданной длины ленты через лентовод в таз (фиг.2). Данному объему ленты соответствует высота А. При этом поступающую ленту подвергают небольшосл
с
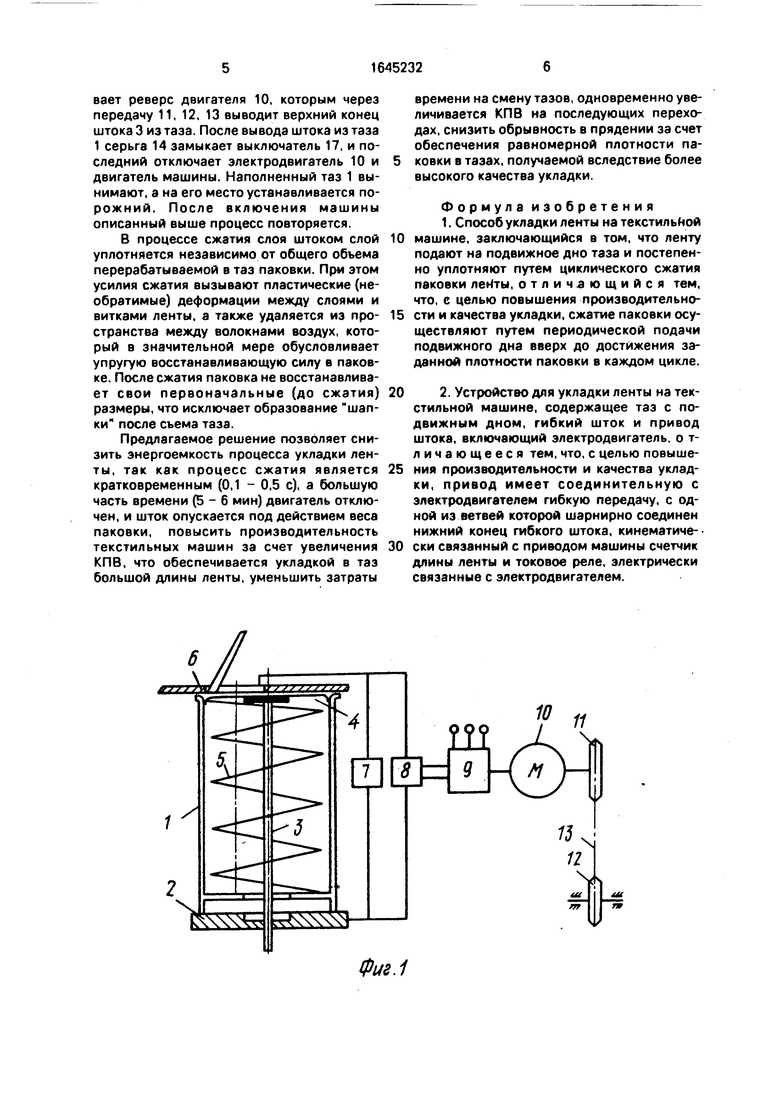
му предварительному давлению со стороны дна таза, перемещаемого вниз со скоростью Ушс (фиг.2). Затем осуществляют цикл сжатия за счет быстрого подьема дна со скоростью Ушп (Viun /шс) до достижения объема паковки, соответствующего высоте Б (фиг.З). Величину высоты Б определяют заранее в зависимости от требуемой степени уплотнения ленты. По достижении требуемой степени уплотнения дно снова опускается под воздействием поступающей ленты (фиг.4), причем сжатый в предыдущем цикле объем ленты вследствие ее пластической деформации и вытеснения при сжатии воздуха из ленты практически не изменяется, т.е. объем ленты в тазу соответствует высоте Б. После того, как в таз снова поступает объем ленты, соответствующей высоте
О
А, снова осуществпяют цикл сжатия до тех пор, пока во всем объеме ленты не установится заданная величина плотности (при этом объем ленты в тазу соответствует высоте 2Б, фиг.5). В дальнейшем описанный процесс циклического сжатия и разгрузки повторяют до полного заполнения таза, причем число циклов п связано с конструктивными размерами таза и заданного степенью уплотнения.
Устройство для реализации предлагаемого способа содержит текстильный таз 1, установленный на вращающейся нижней тарелке 2 лентоукладчика. Сквозь центральные отверстия в дне таза 1 и тарелке 2 пропущен гибкий шток 3 с возможностью перемещения его вдоль таза 1 и относительно центрального отверстия тарелки 2. На верхний конец штока свободно установлено подвижное дно 4 таза 1. Между подвижным дном 4 и неподвижным дном таза 1 установлена пружина 5 сжатия. В таз поступает волокнистая лента через лентовод верхней тарелки 6 лентоукладчика. Верхняя тарелка б смонтирована над тазом 1 с возможностью вращения и кинематически связана, например, зубчатыми передачами 7 с нижней тарелкой 2 и приводом машины (не показан). В кинематическую цепь подсоединен счетчик 8 длины ленты. Счетчик 8 электрически подсоединен к пускозащитной аппаратуре 9 электродвигателя 10 привода штока 3. Привод штока 3 включает в себя гибкую передачу 11, 12, 13 (фиг.8), к одной из ветвей которой шарнирно с помощью серьги 14 подсоединен нижний конец гибкого штока 3. Шток 3 пропущен также сквозь криволинейную направляющую 15. Гибкая передача выполнена, например, в виде ведущей 11 и ведомой 12 звездочек, соединенных цепью 13. Возможно также использование зубчатой ременной или кли- ноременной передачи.
Серьга 14 жестко закреплена на гибкой связи с возможностью взаимодействия с конечными выключателями 16 и 17, электрически связанными с пускозащитной аппаратурой 9 электродвигателя 10. В пускозащитной аппаратуре 9 имеется токовое реле (не показано), отключающее электродвигатель при достижении заданной величины тока в обмотках электродвигателя.
Предлагаемый способ реализуют следующим образом.
При включении текстильной машины в пускозащитную аппаратуру 9 подается электрический ток. Двигатель 10 включается в работу и приводит в движение гибкую передачу 11, 12 и 13 (фиг.8). Шарнирная серьга 14 перемещается вместе с ведущей
ветвью - цепью 13 в направлении конечного выключателя 16, перемещая гибкий шток 3 по направляющей 15. По достижению верхним концом штока 3 подвижного дна таза 1
серьга 14 замыкает выключатель 16, и через пускозащитную аппаратуру 9 питание электродвигателя 10 прекращается. Через лентовод верхней тарелки 6 начинает поступать волокнистая лента и укладывается витками
0 на подвижное дно 4 таза (фиг. 1). В процессе укладки подвижное дно 4, преодолевая сопротивление пружины, перемещается вниз вместе со штоком 3. При достижении заданной длины ленты (слоя ленты в тазу высотой
5 А, фиг.2) счетчик 8 длины ленты посылает электрический сигнал в пускозащитную аппаратуру 9, включая электродвигатель 10. Электродвигатель 10с гибкой передачей 11, 12, 13 перемещает шток 3 вверх, сжимая
0 слои ленты до высоты Б (фиг.З). В процессе движения штока 3 с уплотнением слоев ленты возрастает момент на валу двигателя 10, а следовательно, и величина тока в обмотках электродвигателя 10. При достижении за5 данной величины тока токовое реле пускозащитной аппаратуры 9 отключает электродвигатель 10. Лента, поступающая через лентовод верхней тарелки 6, в процессе укладки давит на слой высотой Б, и по0 движное дно вместе со штоком 3 вновь опускается до тех пор, пока в таз не поступит очередная порция ленты заданной длины (слоя высотой А, фиг.4). Далее вновь срабатывает счетчик 8, включается электро5 двигатель 10, передача 11, 12, 13 перемещает шток 3 вверх, уплотняя оба слоя соответственно до высоты ленты 2Б, фиг.5. Во втором цикле сжатия само сжатие паковки происходит за счет уплотнения второго
0 слоя высотой А, поскольку предельное значение момента на валу двигателя 10, а следовательно, и усилие сжатия остается во всех циклах сжатия постоянным и контролируется током в обмотках электродвигателя
5 10 и токовым реле, отключающим электродвигатель 10. Таким образом, весь процесс укладки происходит циклически. Каждый цикл содержит два периода. Первый - наработка заданной длины ленты (слоя паковки
0 в тазу 1 высотой А). Второй - включение электродвигателя 10 посредством счетчика 8 и пускозащитной аппаратуры, сжатие нарабатываемого слоя высотой А до высоты Б с последующим отключением электродвига5 теля.
Циклы повторяются по мере наработки всего объема таза, и паковка в тазу имеет толщину Н, равную пхБ, где п - число циклов. В последнем цикле сжатия счетчик 8 через пускозащитную аппаратуру обеспечивает реверс двигателя 10, которым через передачу 11, 12, 13 выводит верхний конец штока 3 из таза. После вывода штока из таза 1 серьга 14 замыкает выключатель 17, и последний отключает электродвигатель 10 и двигатель машины. Наполненный таз 1 вынимают, а на его место устанавливается по- рожний. После включения машины описанный выше процесс повторяется.
В процессе сжатия слоя штоком слой уплотняется независимо от общего объема перерабатываемой в таз паковки. При этом усилия сжатия вызывают пластические (необратимые) деформации между слоями и витками ленты, а также удаляется из про- странства между волокнами воздух, который в значительной мере обусловливает упругую восстанавливающую силу в паковке. После сжатия паковка не восстанавливает свои первоначальные (до сжатия) размеры, что исключает образование шапки после съема таза.
Предлагаемое решение позволяет снизить энергоемкость процесса укладки ленты, так как процесс сжатия является кратковременным (0,1 - 0,5 с), а большую часть времени (5-6 мин) двигатель отключен, и шток опускается под действием веса паковки, повысить производительность текстильных машин за счет увеличения КПВ, что обеспечивается укладкой в таз большой длины ленты, уменьшить затраты
времени на смену тазов, одновременно увеличивается КПВ на последующих переходах, снизить обрывность в прядении за счет обеспечения равномерной плотности паковки в тазах, получаемой вследствие более высокого качества укладки.
Формула изобретения 1. Способ укладки ленты на текстильной машине, заключающийся в том, что ленту подают на подвижное дно таза и постепенно уплотняют путем циклического сжатия паковки леНты, отличающийся тем, что, с целью повышения производительности и качества укладки, сжатие паковки осуществляют путем периодической подачи подвижного дна вверх до достижения заданной плотности паковки в каждом цикле.
Фие.1
CM
cr
CM ID
4to
I
V|
А
Фиг
ШУ/М-г
7777777
16
тртм
Фиг 8
