Изобретение относится к области сварочного производства, в частности к способам сварки высоколегированных сталей и сплавов с перлитными сталями, а также теплоустойчивых закаливающихся сталей аустенитным швом, к сварным соединениям которых предъявляются жесткие требования по обеспечению стойкости против хрупкого разрушения по зоне сплавления.
Целью изобретения является повышение качества сварных соединений разнородных сталей путем снижения уровня развития структурной и механической неоднородности в зоне сплавления аустенитного металла шва с неаустенитной сталью в конструкциях, работающих при высоких температурах, вплоть до 600°С.
Аустенитный металл шва, легированный никелем в зависимом от температуры эксплуатации количестве, при сварке дополнительно легируют азотом одним из известных способов, например через газовую среду при механизированной сварке в смесях, содержащих азот, вплоть до 100%. или через покрытие электрода при ручной дуговой сварке. Введение в наплавленный
о 1 о
талл азота обеспечивает связывание карби- дообразующих элементов, понижающих термодинамическую активность углерода в аустените, в нитриды и (или) карбонитриды, тем самым сближая значения термодинамической активности углерода в низколегиро- ванной стали и высоколегированном аустенитном металле шва, ограничивает диффузию углерода в зоне их сплавления при высоких температурах нагрева, Это способствует снижению уровня структурной и механической неоднородности в зоне сплавления и повышению качества сварного соединения.
Установлено, что положительное влияние азота на снижение структурной и механической неоднородности проявляется при его содержании в металле шва в пределах 0,10-0,23% при выполнении условия, учитывающего состав металла шва и основного металла: 0,.о.м Ј N ,.м.ш. где Ок.о.м и Ок.м ш - приведенное количество карбидообразующих элементов соответственно в основном металле и металле шва, %, определяемое из соотношения: QKhO,,4{Mn}+1..2tW}M, ,5 Ti}+3lZr где N - содержание азота в металле шва, %.
Легирование азотом в количестве, превышающем 0,23%, приводит к значительному снижению значений относительного удлинения и сужения металла шве, а также ухудшению качества сварных соединений за счет нарушения плотности металла шва. В то же время содержание азота в металле шва в количестве меньше 0,10% оказывается недостаточным для снижения уровня развития структурной и механической неоднородности в зоне сплавления,
Образование структурной и механической неоднородности в зоне сплавления вы- соколегированного аустенитного шва с низколегированной сталью происходит при высоких температурах нагрева в условиях эксплуатации или термообработки. Более высокая растворимость углерода в аустените, чем в феррите, определяет и более низкую термодинамическую активность его а аустените, что обусловливает диффузию углерода из феррита в аустенит при данной температуре. Кроме того, значительное понижение активности углерода вызвано присутствием в высоколегированном металле шва карбидообразующих элементов.
Повышение в металле шва содержания никеля позволяет несколько повысить термодинамическую активность в нем углерода. Дополнительное введение в шов азота
за счет связывания карбидообразующих элементов в нитриды (карбонитриды) позволяет еще больше повысить термодинамическую активность углерода в аустенитном
шве и тем самым уменьшить различие в активности углерода между швом и основным металлом. За счет этого уменьшается диффузия углерода из низколегированного металла в аустенитный шов и устраняются
условия, обусловливающие развитие структурной и механической неоднородности в зоне сплавления,
Пример. Выполняют многослойную наплавку в V-образную канавку глубиной 20
мм на пластинах из нелегированной стали Ст.Зсп в среде защитных газов.
Нелегированная сталь Ст.Зсп в качестве основного металла выбрана для ужесточения условия экспериментальной
проверки предлагаемого способа сварки за счет создания большего различия в уровне легирования и активности углерода в основном металле и металле шва.
Сварку производят с помощью автомэта АДГ-502 проволокой типа 08Х25Н40М7 диаметром 2 мм. Необходимое количество азота в металле шва определяют из условия O.OOSCCU.o. S N S.OOetQK.M.ui} QK.O.M.- 0.2 Fe I - 20
CWui Cr}+1.1 Mo3+0,,2 0.1 S N ,23.
Содержание азота в металле шва регулируют при использовании в качестве защитной среды смеси аргон + азот за счет
изменения содержания азота в смеси 0- 100%.
После сварки из сварных соединений механическим способом вырезают образцы для микрошлифов, часть которых термообрабатывают в печи при 550°С в течение 100 ч. Оценку наличия структурной и механической неоднородности в зоне сплавления сварных соединений проводят металлографически при увеличении х 500 замером
микротвердости в зоне сплавления в состоянии после сварки и после термической обработки.
Результаты испытаний свидетельствуют о том, что дополнительное легирование
металла шва азотом обеспечивает снижение уровня структурной и .механической неоднородности в зоне сплавления разнородных сталей при длительной выдержке в области высоких температур.
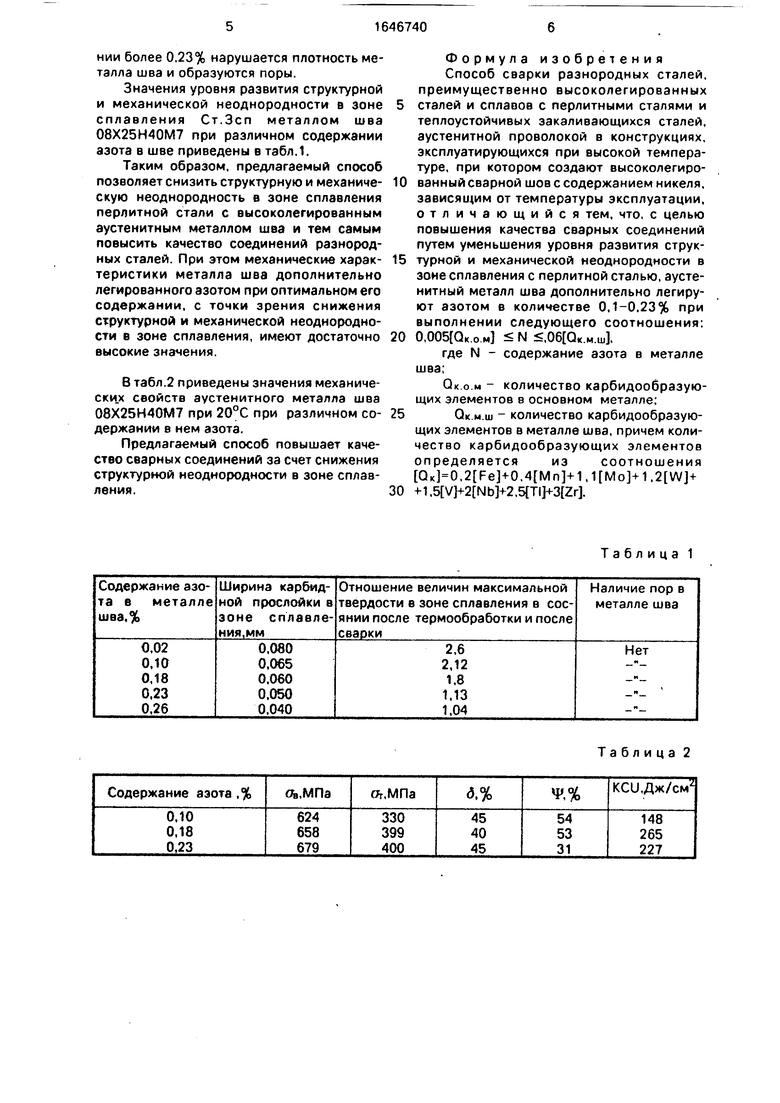
Как видно из табл.1, цель изобретения достигается при содержании азота в шве в пределах 0.10-0.23%. При содержании азота менее 0,10% уровень неоднородности снижается незначительно, а при содержании более 0,23% нарушается плотность металла шва и образуются поры.
Значения уровня развития структурной и механической неоднородности в зоне сплавления Ст.Зсп металлом шва 08Х25Н40М7 при различном содержании азота в шве приведены в тэбл.1.
Таким образом, предлагаемый способ позволяет снизить структурную и механическую неоднородность в зоне сплавления перлитной стали с высоколегированным аустенитным металлом шва и тем самым повысить качество соединений разнородных сталей. При этом механические характеристики металла шва дополнительно легированного азотом при оптимальном его содержании, с точки зрения снижения структурной и механической неоднородности в зоне сплавления, имеют достаточно высокие значения.
В табл.2 приведены значения механических свойств аустенитного металла шва 08Х25Н40М7 при 20°С при различном содержании в нем азота.
Предлагаемый способ повышает качество сварных соединений за счет снижения структурной неоднородности в зоне сплавления.
Формула изобретения Способ сварки разнородных сталей, преимущественно высоколегированных
сталей и сплавов с перлитными сталями и теплоустойчивых закаливающихся сталей, аустенитной проволокой в конструкциях, эксплуатирующихся при высокой температуре, при котором создают высоколегированныйсварной шов с содержанием никеля, зависящим от температуры эксплуатации, отличающийся тем, что, с целью повышения качества сварных соединений путем уменьшения уровня развития структурной и механической неоднородности в зоне сплавления с перлитной сталью, аусте- нитный металл шва дополнительно легируют азотом в количестве 0,1-0.23% при выполнении следующего соотношения:
0,005(а,.о.м N .м.ш.
где N - содержание азота в металле шва;
QK.O.M - количество карбидообразую- щих элементов в основном металле;
Ок.м.ш - количество карбидообразующих элементов в металле шва, причем количество карбидообразующих элементов определяется из соотношения Q,,.4 Mn1+1,.
4-l.,.

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродной проволоки для сварки стали | 1978 |
|
SU770703A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ КОРРОЗИОННОСТОЙКИХ АУСТЕНИТНО-ФЕРРИТНЫХ СТАЛЕЙ | 1992 |
|
RU2014192C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2440876C1 |
| Проволока для сварки среднеуглеродистых среднелегированных броневых сталей | 2017 |
|
RU2692145C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2451588C2 |
| СПОСОБ СВАРКИ И НАПЛАВКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СЕЙСМОСТОЙКИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400336C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2194602C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2443529C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595305C1 |
| Коррозионно-стойкая аустенитно-ферритная сталь для сварки | 1989 |
|
SU1659522A1 |
Изобретение относится к способам сварки высоколегированных сталей и сплавов с перлитными сталями, а также теплоустойчивых закаливающихся сталей аустенитным швом в конструкциях, эксплуатирующихся при высоких температурах, и может быть использовано в различных областях машиностроения. Цель изобретения - повышение качества сварных соединений путем уменьшения уровня развития структурной и механической неоднородности в зоне сплавления аустенитного металла шва с перлитной сталью. Используют высоколегированный аустенитный металл шва с разным, в зависимости от температуры эксплуатации, содержанием никеля вплоть до сплава на никелевой основе. Аустенитный металл шва дополнительно легируют азотом в количестве от 0,1 до 0,23% при выполнении условия 0. о м N .к.м ш, где Q 0 м и Ок м ш - приведенное количество карбидо- образующих элементов соответственно в основном металле и металле шва (%), определяемое из соотношения , + 0,4 МпМСф 1.,. +2,5 TI +3{Zr ; N - содержание азота в металле шва, %. При указанных условиях снижается уровень развития структурной и механической неоднородности в зоне сплавления разнородных сталей. 2 табл. (Л С
Таблица 1
Таблица 2
| Готальский Ю.Н | |||
| и Снисарь В.В | |||
| О содержании никеля в металле шва сварных соединений аустенитных сталей с неэусте- нитными | |||
| -Автоматическая сварка, 1968 | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
