Изобретение относится к технике контроля формы и размеров сечения паропроводов, а именно к устройствам для измерения овальности гибов трубопроводов, и может быть использовано в теплоэнергетике, на предприятиях металлургической, химической и нефтегазовой промышленности.
Цель изобретения - повышение производительности и удобства измерения.
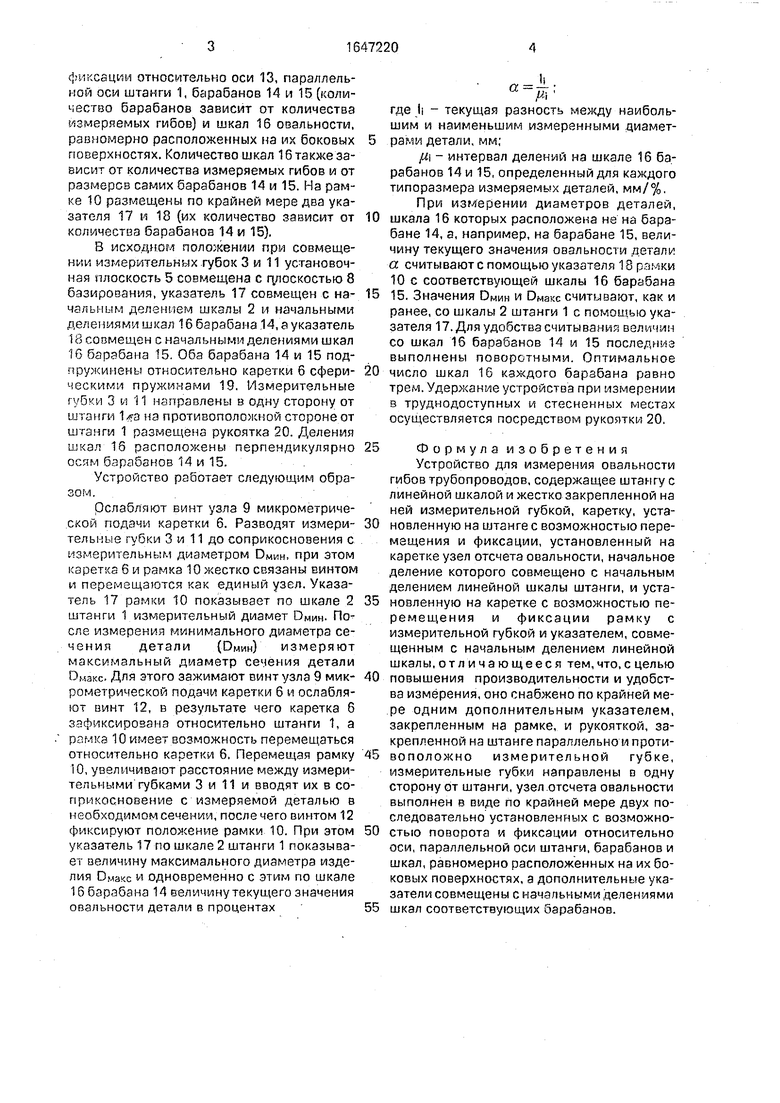
На фиг. 1 - изображено устройство, общий вид; на фиг. 2 и 3 - положение деталей устройства при измерении овальности гибов.
Устройство для измерения овальности гибов трубопроводов содержит штангу 1 с линейной шкалой 2 и жестко закрепленной
на ней измерительной губкой 3. На штанге 1 закреплена накладка 4 с установочной плоскостью 5, совмещенной с плоскостью губки 3, и установлена с возможностью перемещения относительно штанги 1 и фиксации каретка 6 с торцевым выступом 7 с плоскостью 8 базирования. Перемещение и фиксация каретки 6 осуществляются посредством узла 9 микрометрической подачи каретки 6. На каретке б установлены узел отсчёта овальности и рамка 10 с измерительной губкой 11. Фиксация рамки 10 относительно каретки 6 осуществляется винтом 12. Узел отсчета овальности выполнен в виде по крайней мере двух последовательно установленных с возможностью поворота и
CN 4 VI ГО ГО
о
фиксации относительно оси 13, параллельной оси штанги 1, барабанов 14 и 15 (количество барабанов зависит от количества измеряемых гибов) и шкал 16 овальности, равномерно расположенных на их боковых поверхностях. Количество шкал 16 также зависит от количества измеряемых гибов и от размеров самих барабанов 14 и 15. На рамке 10 размещены по крайней мере два указателя 17 и 18 (их количество зависит от количества барабанов 14 и 15).
В исходном положении при совмещении измерительных губок 3 и 11 установочная плоскость 5 совмещена с плоскостью 8 базирования, указатель 17 совмещен с на- чэльным делением шкалы 2 и начальными делениями шкал 16 барабана 14, а указатель 18 совмещен с начальными делениями шкал 16 барабана 15. Оба барабана 14 и 15 подпружинены относительно каретки 6 сфери- ческими пружинами 19. Измерительные 3 и 11 направлены в одну сторону от штанги Va на противоположной стороне от штанги 1 размещена рукоятка 20. Деления шкал 16 расположены перпендикулярно осям барабанов 14 и 15.
Устройство работает следующим образом.
рслабляют винт узла 9 микрометрической подачи каретки 6. Разводят измери- тельные губки 3 и 11 до соприкосновения с измерительным диаметром Омин, при этом каретка 6 и рамка 10 жестко связаны винтом и перемещаются как единый узел. Указатель 17 рамки 10 показывает по шкале 2 штанги 1 измерительный диамет Омин. После измерения минимального диаметра сечения детали (Омин) измеряют максимальный диаметр сечения детали ОМакс. Для этого зажимают винт узла 9 мик- рометрической подачи каретки 6 и ослабляют винт 12, в результате чего каретка 6 зафиксирована относительно штанги 1, а рамка 10 имеет возможность перемещаться относительно каретки 6. Перемещая рамку 10, увеличивают расстояние между измерительными губками 3 и 11 и вводят их в соприкосновение с измеряемой деталью в необходимом сечении, после чего винтом 12 фиксируют положение рамки 10. При этом указатель 17 по шкале 2 штанги 1 показывает величину максимального диаметра изделия Омакс и одновременно с этим по шкале 16 барабана 14 величину текущего значения овальности детали в процентах
G, -
&
где li - текущая разность между наибольшим и наименьшим измеренными диаметрами детали, мм;
ft - интервал делений на шкале 16 барабанов 14 и 15, определенный для каждого типоразмера измеряемых деталей, мм/%.
При измерении диаметров деталей, шкала 16 которых расположена не на барабане 14, а, например, на барабане 15, величину текущего значения овальности детали а считывают с помощью указателя 18 рамки 10 с соответствующей шкалы 16 барабана 15. Значения Омин и Омакс считывают, как и ранее, со шкалы 2 штанги 1 с помощью указателя 17. Для удобства считывания величин со шкал 16 барабанов 14 и 15 последние выполнены поворотными. Оптимальное число шкал 16 каждого барабана равно трем. Удержание устройства при измерении в труднодоступных и стесненных местах осуществляется посредством рукоятки 20.
Формула изобретения Устройство для измерения овальности гибов трубопроводов, содержащее штангу с линейной шкалой и жестко закрепленной на ней измерительной губкой, каретку, установленную на штанге с возможностью перемещения и фиксации, установленный на каретке узел отсчета овальности, начальное деление которого совмещено с начальным делением линейной шкалы штанги, и установленную на каретке с возможностью перемещения и фиксации рамку с измерительной губкой и указателем, совмещенным с начальным делением линейной шкалы, отличающееся тем, что, с целью повышения производительности и удобства измерения, оно снабжено по крайней мере одним дополнительным указателем, закрепленным на рамке, и рукояткой, закрепленной на штанге параллельно и проти- воположно измерительной губке, измерительные губки направлены в одну сторону от штанги, узел отсчета овальности выполнен в виде по крайней мере двух последовательно установленных с возможностью поворота и фиксации относительно оси, параллельной оси штанги, барабанов и шкал, равномерно расположенных на их боковых поверхностях, а дополнительные указатели совмещены с начальными делениями шкал соответствующих барабанов.
L
НПЫ(Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров изделий | 1990 |
|
SU1772587A1 |
| Устройство для измерения овальности гибов трубопроводов | 1987 |
|
SU1434234A1 |
| Устройство для измерения размеров | 1989 |
|
SU1670323A1 |
| Устройство для измерения параметров конических деталей | 1989 |
|
SU1670342A1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| Устройство для измерения размеров канавок роторов турбин | 1988 |
|
SU1527469A1 |
| Устройство для измерения линейных размеров | 1988 |
|
SU1649235A1 |
| Устройство для измерения размеров изделий цилиндрической формы | 1988 |
|
SU1583724A1 |
| СПОСОБ КОНТРОЛЯ ПОЛЗУЧЕСТИ МАТЕРИАЛА ТРУБ ПАРОПЕРЕГРЕВАТЕЛЕЙ КОТЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2029224C1 |
| Устройство для измерения линейных размеров | 1978 |
|
SU765639A1 |


Изобретение относится к измерительной технике. Целью изобретения является повышение производительности и удобства -измерения. Устройство содержит штангу с линейной шкалой и измерительной губкой, каретку, установленную на штанге с возможностью перемещения и фиксации, рамку с измерительной губкой и указателем, установленную на каретке с возможностью перемещения и фиксации, узел отсчета овальности, установленный на каретке и выполненный в аиде по крайней мере двух последовательно установленных с возможностью поворота и фиксации относительно оси, параллельной оси штанги, барабанов и шкал, равномерно расположенных на их боковых поверхностях, и дополнительные указатели, совмещенные с начальными делениями шкал соответствующих барабанов. При измерении овальности гибов трубопроводов величины минимального и максимального диаметров считывают с линейной шкалы штамги посредством указателя рамки, величину же текущего значения овальности детали считывают с соответствующей шкалы соответствующего барабана посредством указателя рамки или дополнительных указателей. 3 ил.
0
II
mn
ГТТП
Ы Si 9
Щг
тптт
in
гТПП
lllJj
f
/Г
r
U
j/
нпы(Ј
l W0
-5
b
ошш
- bMdtic
| Устройство для измерения овальности гибов трубопроводов | 1987 |
|
SU1434234A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
