Изобретение относится к машиностроению и предназначено для высокочастотной сварки изделий.
Цель изобретения - расширение технологических возможностей путем увеличения сортамента свариваемых изделий и материалов.
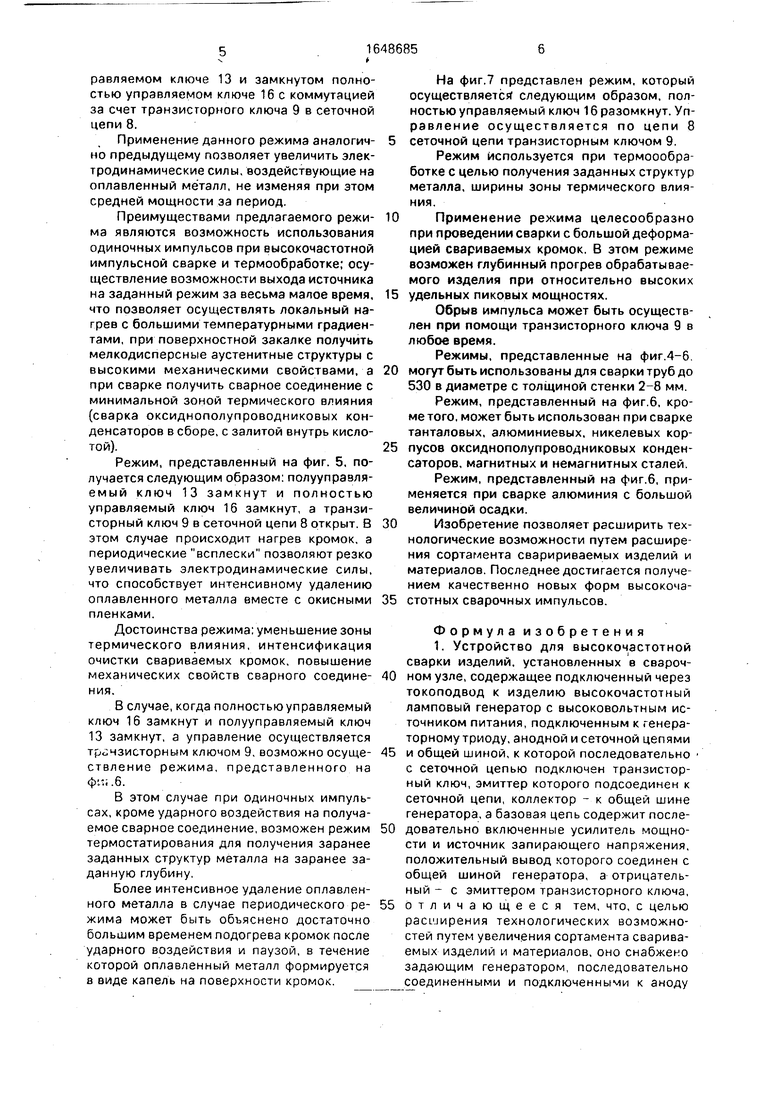
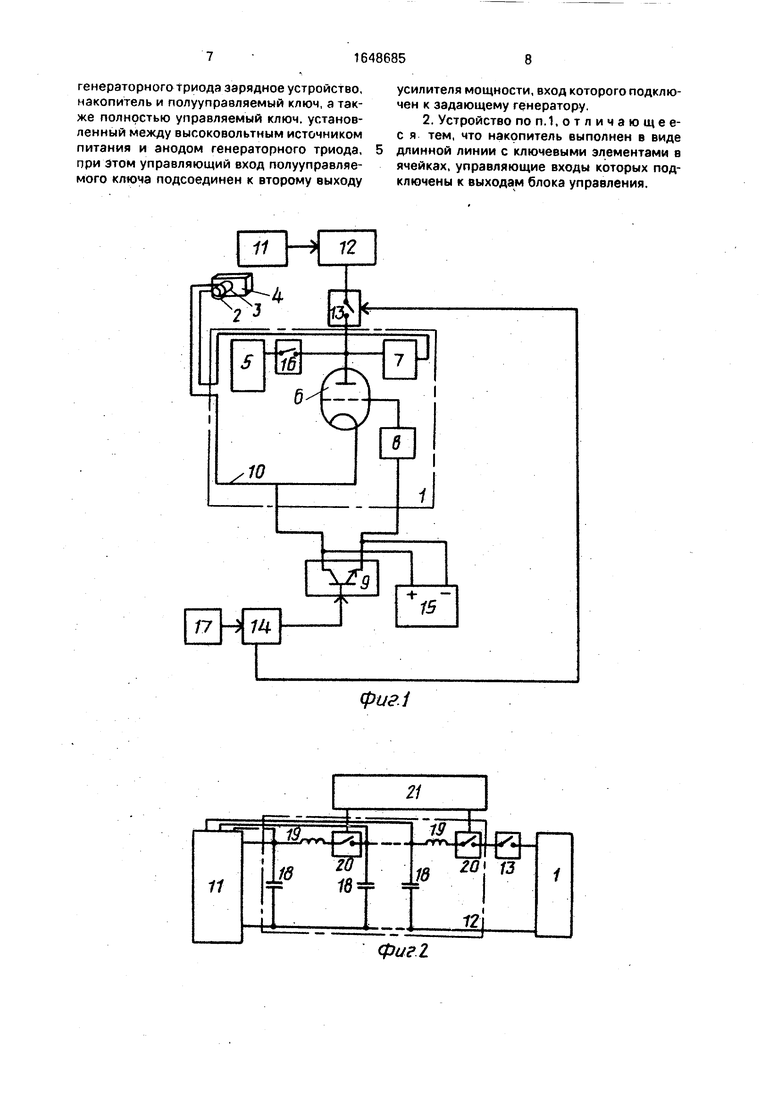
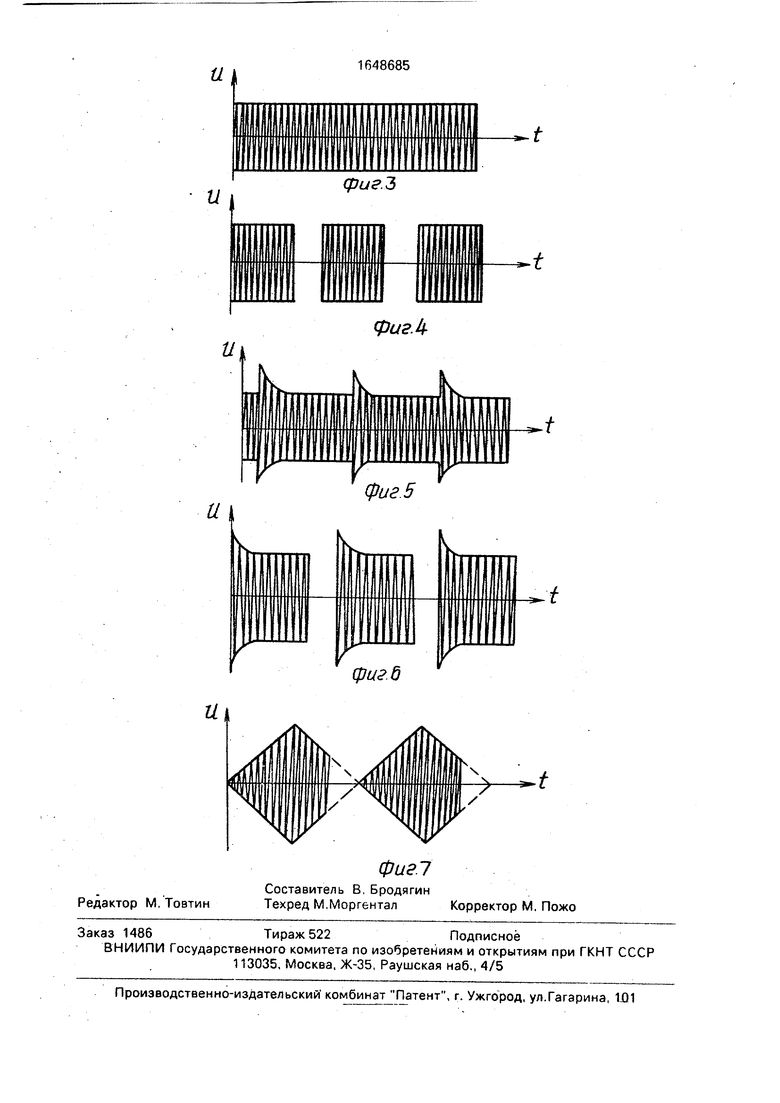
На фиг. 1 представлена принципиальная схема предлагаемого устройства; на фиг.2 - схема накопителя в виде искусственной длинной линии; на фиг .3-7 - принципиально возможные формы сварочных импульсов.
Устройство состоит из высокочастотного лампового генератора 1, который подключен через токоподвод 2 к изделию 3, расположенному в сварочном узле 4. Высокочастотный ламповый генератор 1 содержит высоковольтный источник 5 питания, подключенный к генераторному триоду 6, анодную 7 и сеточную 8 цепи. Сеточная цепь 8 через транзисторный ключ 9 подключена
к общей шине 10. Зарядное устройство 11 подключено к накопителю 12 и через полууправляемый ключ 13 к аноду генераторного триода 6. Устройство содержит усилитель 14 мощности, соединенный с полууправляемым ключом 13 и источник 15 запирающего напряжения, положительный вывод которого соединен с общей шиной 10 генератора 1, а отрицательный - с эмиттером транзисторного ключа 9. Высоковольтный источник 5 питания подключен к аноду генераторного триода через полностью управляемый ключ 16. На входе усилителя 14 мощности установлен задающий генератор 17.
В качестве накопителя 12 используют искусственную длинную линию, состоящую из п ячеек, каждая из которых содержит конденсатор 18 (фиг,2), индуктивность 19 и ключевой элемент 20 (тиристор, тиратрон и т.п.). Управление ключевыми элементами
О
00 О 00
ел
осуществляется блоком 21 управления. Задающий генератор 17 предназначен для изменения частоты, скважности и длительности импульса в зависимости от требований технологии.
Устройство работает следующим образом.
Высоковольтный источник 5 питания преобразует переменное напряжение промышленной частоты в напряжение постоян- ного тока, которое через полностью управляемый ключ 16 подается на электроды генераторного триода б, анодную 7 и сеточную 8 цепи, что позволяет получить на выходе высокочастотного лампового гене- ратора 1 ток высокой частоты. Для прекра- щения протекания сеточного тока последовательно с сеточной цепью подключен транзисторный ключ 9, коллектор которого соединен с общей шиной 10 высокочастотного лампового генератора 1.
Сигнал с задающего генератора 17 поступает на вход усилителя 14 мощности, усиливается и подается на базу транзисторного ключа 9, и, при необходимости, через коммутатор (не показан) усилителя 14 мощности - на полууправляемый ключ 13 для подключения накопителя 12, который после заряда автоматически отключается от зарядного устройства 11с помощью введен- ного в зарядное устройство 11 ключа (не показан). Управление коммутатором усилителя 14 мощности и ключом зарядного устройства 11 осуществляется по заданной программе в зависимости от требований технологии, предъявляемых к форме сварочного импульса.
От эмиттера транзисторного ключа 9 сигнал поступает в сеточную цепь 8, а с коллектора - на общую шину лампового вы- сокочастотного генератора 1 и через токо- подвод 2 - к изделию 3, находящемуся в сварочном узле 4. Изделие 3 при необходимости обжимается в сварочном узле 4. Последний может быть выполнен в виде элемента роторной сварочной установки или роторно-конвейерной линии.
Через сеточную цепь 8 сигнал поступает на сетку генераторного триода 6 для осуществления запуска высокочастотного лампового генератора 1.
Для прекращения генерации, т.е. запирания генераторного триода 6 высокочастотного лампового генератора 1. параллельно транзисторному ключу 9 под- ключей источник 15 запирающего напряжения, причем его положительный вывод соединен с общей шиной лампового высокочастотного генератора 1, а отрицательный - с эмиттером транзисторного ключа 9.
При открытии транзисторного ключа 9 источник 15 запирающего напряжения оказывается закороченным и запирающее напряжение снимается с сетки генераторного триода 6 лампового высокочастотного генератора 1, В противном случае к сетке генераторного триода 6 прикладывается полное напряжение источника 15 запирающего напряжения. Отключение высоковольтного источника 5 питания осуществляется размыканием полностью управляемого ключа 16.
Зарядное устройство 11 служит для заряда накопителя 12, который может быть выполнен в виде единичного конденсатора.
Лучшим с точки зрения поставленной цели является выполнение накопителя в виде искусственной длинной линии (фиг.2), содержащей п симметричных ячеек, состоящих из конденсаторов 18, индуктив- ностей 19 и ключевых элементов 20, в качестве которых могут быть использованы тиристоры, тиратроны и т.п. полупроводниковые или электровакуумные приборы, управление которыми осуществляется блоком 21 управления. Данная система коммутации (20, 21) позволяет реализовать требуемую по технологическим соображениям форму высокочастотного импульса путем обеспечения возможности разряда на нагрузку (изделие) любого числа конденсаторов 18 через индуктивности 19 (т.е. любого числа ячеек). Управление осуществляется по программе путем коммутации ключевыми элементами 20 соответствующих ячеек.
Замыканием полностью управляемого ключа 9 (с помощью источника 15 запирающего напряжения) при разомкнутом полууправляемом ключе 13 можно осуществить непрерывный режим сварки, график которого представлен на фиг.З.
Используется данный режим при высокочастотной сварке кромок труб и незамкну- тых профилей. Нагрев кромок осуществляется протеканием по ним тока. Благодаря ярко выраженному поверхностному эффекту и эффекту близости ток вытесняется на свариваемые поверхности, где достигается его максимальная плотность, Наличие тока, протекающего по кромкам, приводит к возникновению электродинамических сил, вытесняющих оплавленный металл из области с максимальной напряженностью магнитного поля. После нагрева кромок происходит их обжатие в сварочном узле, где одновременно с оплавленным металлом удаляются окисные пленки во внешний и внутренний грат.
Режим сварки, представленный на ,4, достигается при разомкнутом полууправляемом ключе 13 и замкнутом полностью управляемом ключе 16 с коммутацией за счет транзисторного ключа 9 в сеточной цепи 8.
Применение данного режима аналогично предыдущему позволяет увеличить электродинамические силы, воздействующие на оплавленный металл, не изменяя при этом средней мощности за период.
Преимуществами предлагаемого режима являются возможность использования одиночных импульсов при высокочастотной импульсной сварке и термообработке; осуществление возможности выхода источника на заданный режим за весьма малое время, что позволяет осуществлять локальный нагрев с большими температурными градиентами, при поверхностной закалке получить мелкодисперсные аустенитные структуры с высокими механическими свойствами, а при сварке получить сварное соединение с минимальной зоной термического влияния (сварка оксиднополупроводниковых конденсаторов в сборе, с залитой внутрь кислотой).
Режим, представленный на фиг. 5. получается следующим образом: полуупразля- емый ключ 13 замкнут и полностью управляемый ключ 16 замкнут, а транзисторный ключ 9 в сеточной цепи 8 открыт. В этом случае происходит нагрев кромок, а периодические всплески позволяют резко увеличивать электродинамические силы, что способствует интенсивному удалению оплавленного металла вместе с окисными пленками.
Достоинства режима: уменьшение зоны термического влияния, интенсификация очистки свариваемых кромок, повышение механических свойств сварного соединения.
В случае, когда полностью управляемый ключ 16 замкнут и полууправляемый ключ 13 замкнут, а управление осуществляется транзисторным ключом 9, возможно осуществление режима, представленного на фп;.б.
В этом случае при одиночных импульсах, кроме ударного воздействия на получаемое сварное соединение, возможен режим термостатирования для получения заранее заданных структур металла на заранее заданную глубину.
Более интенсивное удаление оплавленного металла в случае периодического режима может быть объяснено достаточно большим временем подогрева кромок после ударного воздействия и паузой, в течение которой оплавленный металл формируется в виде капель на поверхности кромок.
На фиг.7 представлен режим, который осуществляется1 следующим образом, полностью управляемый ключ 16 разомкнут. Уп- равление осуществляется по цепи 8 сеточной цепи транзисторным ключом 9.
Режим используется при термоообра- ботке с целью получения заданных структур металла, ширины зоны термического влияния.
Применение режима целесообразно при проведении сварки с большой деформацией свариваемых кромок. В этом режиме возможен глубинный прогрев обрабатываемого изделия при относительно высоких удельных пиковых мощностях.
Обрыв импульса может быть осуществлен при помощи транзисторного ключа 9 в любое время.
Режимы, представленные на фиг.4-6. могут быть использованы для сварки труб до 530 в диаметре с толщиной стенки 2-8 мм.
Режим, представленный на фиг.6, кроме того, может быть использован при сварке танталовых, алюминиевых, никелевых кор- пусов оксиднополупроводниковых конденсаторов, магнитных и немагнитных сталей.
Режим, представленный на фиг.6, применяется при сварке алюминия с большой величиной осадки.
Изобретение позволяет расширить технологические возможности путем расширения сортамента сваририваемых изделий и материалов. Последнее достигается получением качественно новых форм высокоча- стотных сварочных импульсов.
Формула изобретения 1. Устройство для высокочастотной сварки изделий, установленных в сварочном узле, содержащее подключенный через токоподвод к изделию высокочастотный ламповый генератор с высоковольтным источником питания, подключенным к генераторному триоду, анодной и сеточной цепями
и общей шиной, к которой последовательно с сеточной цепью подключен транзисторный ключ, эмиттер которого подсоединен к сеточной цепи, коллектор - к общей шине генератора, а базовая цепь содержит последовательно включенные усилитель мощности и источник запирающего напряжения, положительный вывод которого соединен с общей шиной генератора, а отрицательный - с эмиттером транзисторного ключа,
отличающееся тем, что, с целью расширения технологических возможностей путем увеличения сортамента свариваемых изделий и материалов, оно снабжено задающим генератором, последовательно соединенными и подключенными к аноду
генераторного триода зарядное устройство, накопитель и полууправляемый ключ, а также полностью управляемый ключ, установленный между высоковольтным источником питания и анодом генераторного триода, при этом управляющий вход полууправляемого ключа подсоединен к второму выходу
усилителя мощности, вход которого подключен к задающему генератору.
2. Устройство поп.1,отличающее- с я тем, что накопитель выполнен в виде длинной линии с ключевыми элементами в ячейках, управляющие входы которых подключены к выходам блока управления.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки труб и устройство для его осуществления | 1985 |
|
SU1320035A1 |
| Программный регулятор для управления циклической работой станков | 1961 |
|
SU145809A1 |
| Ламповый генератор | 1988 |
|
SU1646038A1 |
| Ламповый генератор | 1988 |
|
SU1646039A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОЙ СВАРКИ ШВОВ ОПЛАВЛЕНИЕМ КРОМОК ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1966 |
|
SU179858A1 |
| ЛАМПОВЫЙ ГЕНЕРАТОР | 2004 |
|
RU2254668C1 |
| Ламповый генератор | 1988 |
|
SU1653124A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| Генератор импульсов возбуждения для лазеров на самоограниченных переходах атомов металлов | 2017 |
|
RU2672180C1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
Изобретение относится к машиностроению и предназначено для высокочастотной сварки. Цель изобретения - расширение технологических возможностей путем увеличения сортамента свариваемых изделий и материалов. Устройство содержит высокочастотный ламповый генератор/управляемый транзисторным ключом от задающего генератора. К аноду генераторного триода через полууправляемый ключ подсоединяется накопитель с зарядным устройством. Устройство формирует импульсы различной формы, модулированные высокой частотой от высокочастотного лампового генератора. Устройство позволяет оптимизировать технологический процесс сварки различных материалов путем подбора требуемой формы импульса. 1 з.п. ф-лы, 7 ил.
фиг1
Фиг
а
1648685
фигЛ
+t
фие.5
фиг. 6
- t
| Способ высокочастотной сварки труб и устройство для его осуществления | 1985 |
|
SU1320035A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
