Известны программные регуляторы для управления циклической работой станков, включающие рылейную схему, управляющую в установленной последовательности включением и выключением их исполнительных электромагнитных механизмов.
В предлагаемом регуляторе, с целью управления автоматической работой, например, пресса для сварки ленточного пластиката токами высокой частоты и увеличения его производительности, он снабжен включаемым кнопкой пусковым реле, подключаемым им исполнительным реле, установленным в цепи исполнительного электромагнита пневмопривода для опускания сварочных электродов обслуживаемого пресса и подачи свариваемого пластиката; четырьмя реле на триодах, управляющими совместно с двумя реле времени на тиратронах включением и выключением посредством магнитных пускателей генераторов токов высокой частоты этого пресса соответственно заданному времени для опускания сварочных электродов пресса, сварки путем присоединения к этим электродам генераторов токов высокой частоты, выстоя электродов и последующего их подъема и выключением исполнительного реле для запуска очередного цикла сварки.
Реле на триодах могут быть снабжены присоединенными к их угфавляющим сеткам запирающими их зарядными конденсаторами, заряжаемыми через регулировочные переменные сопротивления для заряда этих конденсаторов с заданной выдержкой времен и и отпирания этих реле ;при замыкании контактов в их анодной цепи.
В анодной цепи первото из четырех реле на триодах, управляющего последовательностью и .временем опускания электродов пресса, могут быть включены нормально открытые контакты исполнительного реле, а в анодных цепях трех остальных реле-контакты этих же реле
№ 145809- 2 и реле времени, обеспечивающие последовательное циклическое их включение и выключение для управления последовательностью и временем сварки, выстоя электродов, их подъема и запуска следующего цикла сварки.
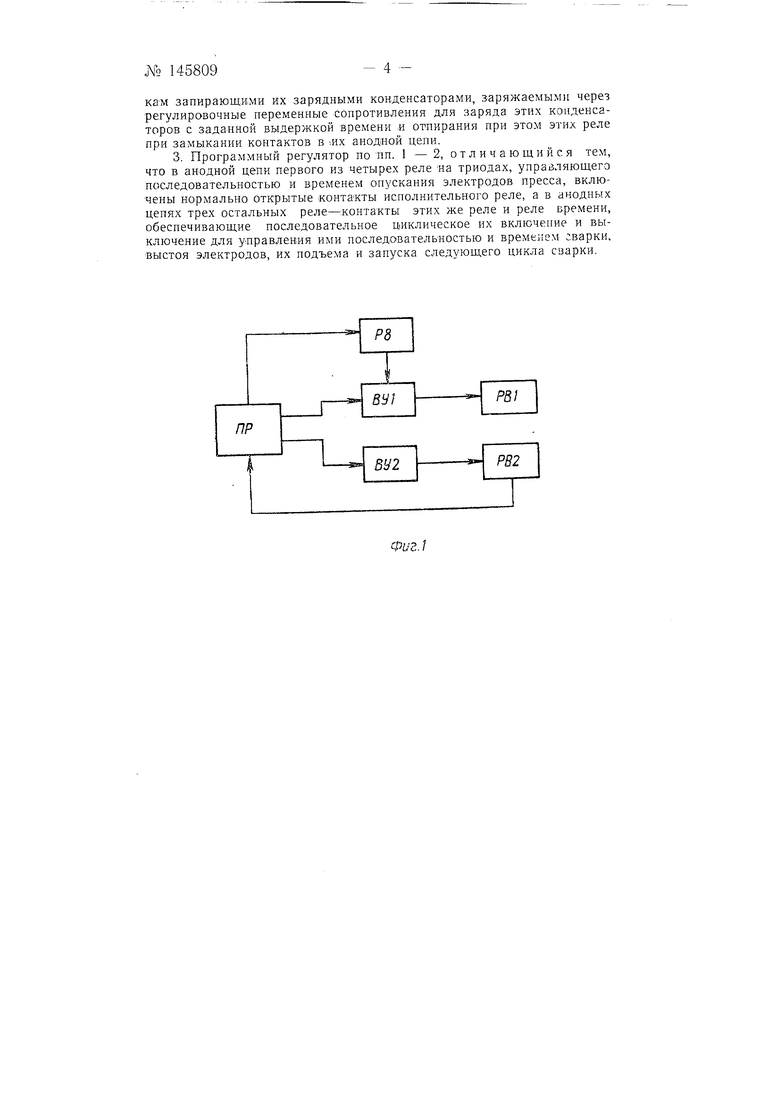
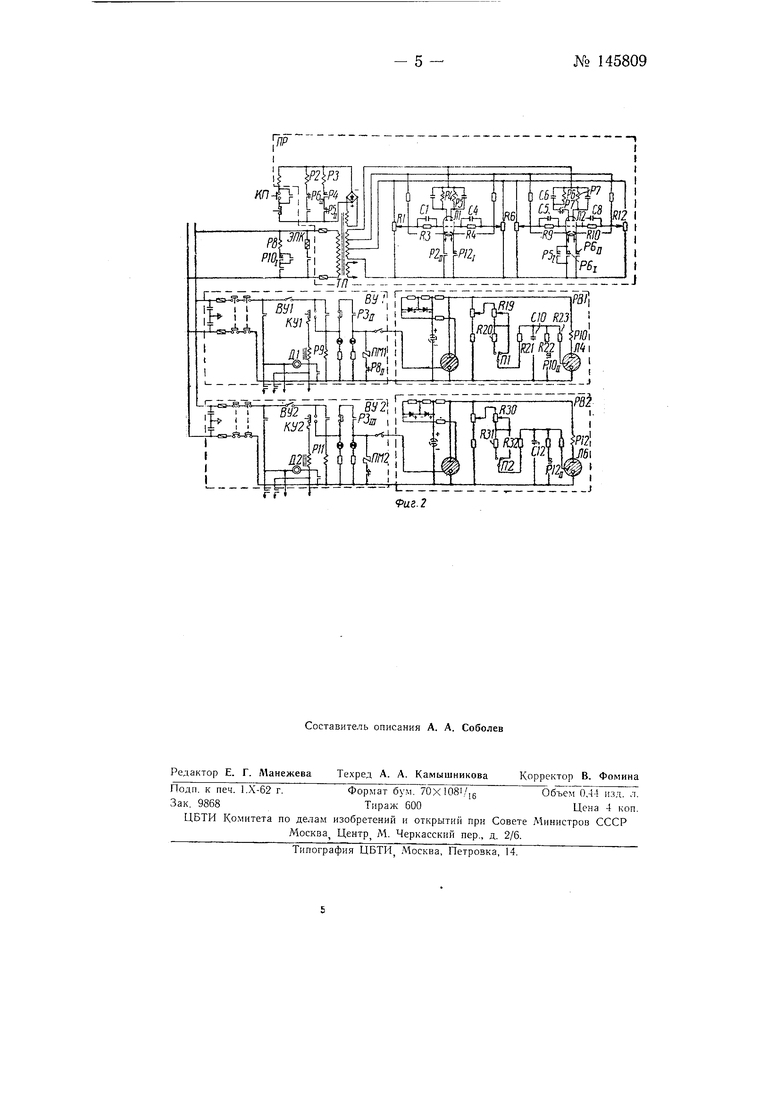
На фиг. 1 изображена блок-схема установки; на фиг. 2- электрическая схема установки.
Схема установки включает программный регулятор ЯР, который управляет работой всей установки, две высокочастотные установки типа ЛГЦ (по схеме ВУ1 и ВУ2), два тиратронных реле времени типа ВЛ-} (на схеме РВ1 и РВ2) и дежурное реле Р8.
После включения питания программного регулятора и прогрева лам1п зарядятся сеточные конденсаторы С1, С4, С5 и С6 тиратронов Л1 и Л2. Одновременно выключателями ВУ1 и ВУ2 включаются цепи управления первой и второй высокочастотной установок. При нажатии кнопок КУ1 и КУ2 замыкаются цепи реле Р9 и Р11, которые включают накальные трансформаторы и двигатели Д1 и Д2 вентиляторов, охлаждающих колбы генераторных ламп высокочастотных установок. При нажатии на пусковую кнопку КП замыкается цепь питания реле Р2 через контакт реле Р6.
Реле Р2 срабатывает и своим контактом замыкает цепь питания сдвоенного электропне-влштического клапана ЭПК, который дает команду на опускание электродов сварочного пресса. Одновременно реле Р2 своим контактом P2ii замкнет анодную цепь левой половины двойното триода и конденсатор СУ иачнет разряжаться на сопротивление jR3. По мере разряда конденсатора С1 будет уменьшаться величина отрицательного запирающего напряжения на сетке левой половины триода, что приведет к увеличению его анодного тока, величина которого достигнет величины срабатывания реле Р4, которое своим контактом включит реле РЗ. Реле РЗ подготовляет к включению дежурное реле Р8, а своими контактами РЗщ и РЗ// замыкает цепи магнитных пускателей ПМ1 и ПМ2, включающих анодные трансфор.маторы высокочастотных установок.
При включении анодных трансформаторов возникают высокочастотные колебания, нагревающие материал между электродами сварочного пресса. Происходит процесс сварки изделия.
Обеспечение заданной выдержки времени сварки достигается двумя тиратронными реле РВ1 и РВ2 времени типа ВЛ-} и программным регулятором ЯР. Принцип действия выдержек времени в тиратронах реле PBI и РВ2 основан на -процессе заряда конденсатора через сонротивление. При работе реле выпрямленное и стабилизированное напряжение поступает на аноды тиратронов Л4 и Л6, имеющих холодные катоды, и на цепн заряда конденсаторов СЮ и . Через определенный промежуток времен1И, который равен постоянной времени зарядной цепи Т (RJ9 + R20 + R2J) СЮ для реле РВ1 и Т (R30 + R31 4- R32 012 для реле РВ2, напряжение на конденсаторах СЮ и С/2 достигнет потенциала зажигания тиратронов Л4 и Л6, которые :при этом заставят сработать реле Р10 и Р/2. Своими контактами РЮц и Р/2// эти реле соответственно включат цепи разряда конденсаторов СЮ и С/2 на сопротивления R22 и R23. Кроме того, реле Р10 своим контактом РУО/ включит дежурное реле Р8, которое в свою очередь своим контактом РЗц разорвут цепь магнитного пускателя ЯМ/. В результате этого прекратятся высокочастотные колебания от установки ВУ1 и процесс сварки первым электродом закончится.
Одновременно реле Р12 своим контактом P12i включит дополнительно цепь выдержки времени «сварка программного регулятора ЯР, что обеспечит большее время сварки второго электрода. При замыкании контакта P12i конденсатор С4 начнет разряжаться на сопротивление R4. По истечении заданной выдержки времени «сварка сра ботает реле Р5, включенное в анодную цень правой половины триода Л1. Реле Р5 контактом P5i замкнет анодную цень левой половины двойного триода Л2, а контактом РЗц выключит цепь питания реле РЗ, которое разорвет цепи питания магнитных пускателей ПМ1 и ПМ2. При замыкании анодной цепи левой половины двойного триода Л2 приводится в действие цепь выдержки времени «выстой. Конденсатор С5 в это время разряжается на сопротивление R9. По окончании времени разряда конденсатора С5 сработает реле Р6 и своим контактом P6i заблокирует контакт P5i и Рбц замкнет анодную цепь правой половины двойного триода Л2. При этом конденсатор С8 будет разряжаться на сопротивление RW. Происходит процесс выдержки времени «подъем электродов. Затем срабатывает реле Р7 и своим контактом разорвет анодную цепь левой половины двойного триода Л2. При отпускании реле Р2 отпускается реле Р1 и сеточный конденсатор С1 снова переключается на заряд. Это подготовит цепь зыдерлски времени «опускание электродов к следующему циклу работы программного регулятора. При срабатывании реле Р7, при размыкании его контакта реле Р6 своим контактом Рбщ, подготов-ит цепь питания реле Р2 к последующему циклу работы. Если регулятор не включен стоповой кнопкой, то цикл повторится в том же порядке, который был описан выше. Величина всех четырех выдержек времени программного регулятора изменяется соответственно пере.менными сопротивлениями R1, R6, R7 и R12 в пределах 0,003-1,35 сек.
В реле времени РВ1 и РВ2 изменение выдержек времени производится переменными сопротивлениями R19 и R30 от 1 до 200 сел:, причем в реле имеются два диапазона выдержек времени: от О до 100 сек и от 100 до 200 сек. Выбор нужного диапазона осуществляется переключателями П1 и П2.
Предмет изобретения
1.Програм1 ный регулятор для управления циклической работой станков, включающий релейную , управляющую в установленной последовательности включением и выключением их исполнительных электромагнитных механизмов, отличающийся тем, что, с целью управлевия автоматической работой, например, пресса для сварки ленточного пласти ката токами высокой частоты и увеличения его производительности, он снабжен включаемым кнопкой пусковым реле, подключаемым им исполнительным реле, установленным в цепи исполнительного электромагнита пневмопривода для опускания сварочных электродов обслуживаемого пресса и подачи свариваемого пластиката, четырьмя реле на триодах, управляющими совместно с дву.мя реле времени на тиратронах включением .и выключением посредством магнитных Пускателей генераторов токов высокой частоты этого пресса соотве1ственно заданному времени для опускания сварочных электродов пресса, сварки путем присоединения к этим электродам генераторов токов высокой частоты, выстоя электродов и последующего их подъема и выключением исполнительного реле для за-пуска очередного цикла сварки.
2.Программный регулятор по п. 1, отличающийся тем. что реле на триодах снабжены присоединенными к их управляющим сет- 3 -Л 145809
кам запирающими их зарядными конденсаторами, заряжаемыми через регулировочные иеременные сопротивления для заряда этих конденсаторов с заданной выдержкой времени и отиирания при этом этих реле при замыкании контактов в .их анодной цепи.
3. Программный регулятор по пп. 1 - 2, отличающийся тем, что в анодной цепи первого из четырех реле на триодах, управляющего последовательностью и временем опускания электродов пресса, включены нормально открытые контакты исполнительного реле, а в анодных цепях трех остальных реле-контакты этих же реле и реле времени, обеспечивающие последовательное циклическое их включепие и выключение для управления ими последовательностью и временем гварки, выстоя электродов, их подъема и запуска следующего цикла сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластичных пленок | 1960 |
|
SU139816A1 |
| Устройство для автоматического управления рабочим процессом сварочных машин по четырехпозиционному циклу | 1952 |
|
SU94264A1 |
| Устройство для автоматического управления электросварочным аппаратом | 1950 |
|
SU92785A1 |
| Регулятор времени протекания сварочного тока | 1960 |
|
SU133143A1 |
| Двухпозиционный автоматический регулятор к электроэрозионным шлифовальным станкам | 1962 |
|
SU468747A1 |
| Устройство для автоматического регулирования | 1960 |
|
SU148832A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| Программное реле времени | 1978 |
|
SU790311A1 |
| УСТРОЙСТВО для СИНХРОНИЗАЦИИ ИГНИТРОННОГОКОНТАКТОРА | 1965 |
|
SU172929A1 |
| Устройство для дистанционного управления магнитными пускателями электросверл | 1953 |
|
SU99090A1 |
гг
.2
