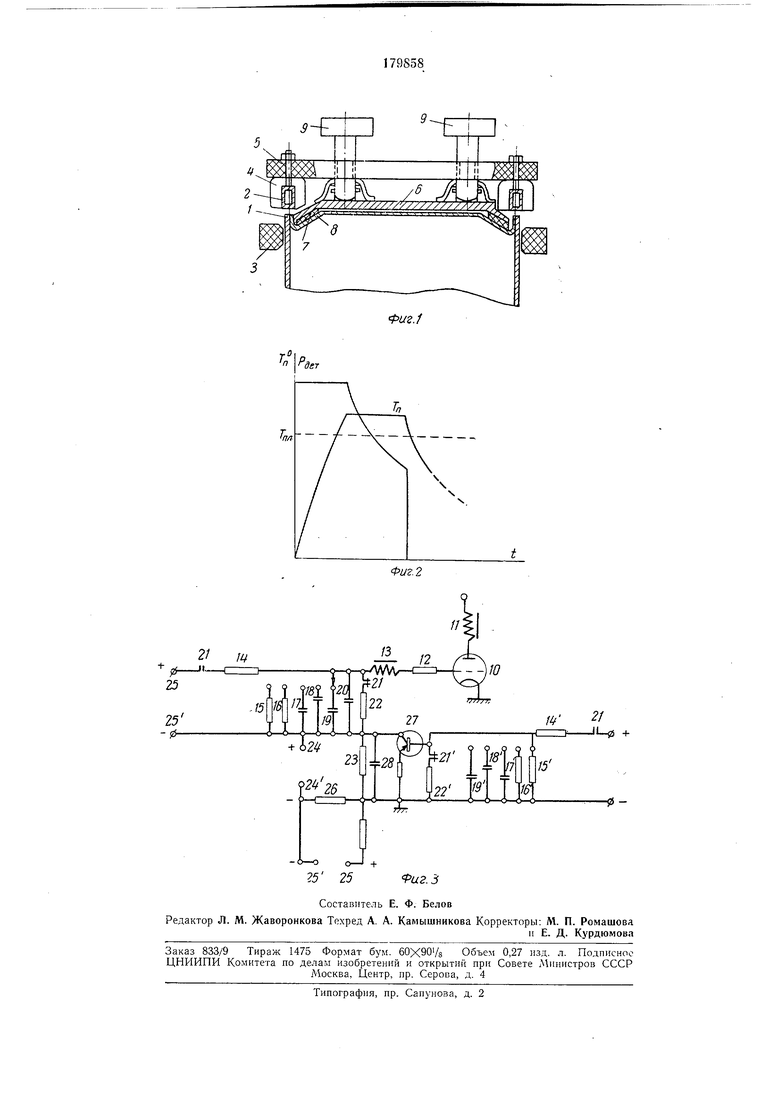
Известны устройства для сварки деталей развитого сечения путем разогрева выше температуры плавления и снлавлення торцов отбортованных кромок деталей с помощью высокочастотного индуктора, выполненного в виде витка, охватывающего часть периметра отбортованных кромок. Предложенное устройство для одновремен-, ной сварки швов оплавлением кромок токами высокой частоты отличается от известных тем, что индуктор выполнен в виде витка, имеющего конфигурацию периметра свариваемых деталей, охватываемого ферритовым сердечником, при этом в местах, ре подлежащих сварке, установлены электромагнитные экраны, уменьшающие перегрев мест, не подлежащих сварке. Блок питания высокочастотного генератора снабжен схемой программного управления величиной выпрямленного напрял ;ения и схемой бесконтактной корректировки разбаланса сетевого и опорного напряжений. Это устройство обеспечивает качественную сварку кромок с малой отбортовкой. На фиг. 1 изображена конструкция сварочного приспособления описываемого устройства; на фиг. 2 - график ввода мощности в свариваемые кромки; на фиг. 3 - электрическая схема программного регулирования углов зажигания одного из управляемых вентилей блока питания. Сварочное приспособление содержит: свариваемые кромки 1; индукторы 2; непроводящие термостойкие планки 3, служащие для свариваемой детали; ферритовый магнитопровод (сердечник) 4; планку 5; электромагнитный экран - медную нластину 6; крышки 7 свариваемой детали; ферриты 8, регулировочные винты 9, служащие для изменения и фиксации зазора меладу кромками и индуктором. График ввода мощности в свариваемые кромки позволяет получить при максимальной мощности генератора форсированный нагрев, и оплавленне кромок на небольщую глубину, при которой силы поверхностного натяжения г. состоянин препятствовать отрыву капель электродинамическими усилиями. По мере роста высоты раснлавленной зоны мощность генератора Рдет и электродинамические усилия снижаются, а темнература на поверхности () остается неизменной. /Мощность генератора зависит от напряжения питающего его выпрямителя. Величина выпрямленного напряжения выпрямителя блока пиания зависит от угла регз-лирования управтляемых вентилей.
цепь лампы включены сопротивление 12 и вторичная обмотка трансформатора 13, па которую подается синусоидальное иаиряжеппе с частотой питающей сети.
Программное устройство состоит из сопротивлений 14-16 и конденсаторов 17-19. Программа угла зажигания управляемого вентиля, питающего высокочастотный генератор, задается напряжением на конденсаторе 20, определяемым программным устройством. Включается программа замыканием нормаль но открытых контактов 21, а выключается замыканием нормально закрытых контактов 21 на разрядные сопротивления 22 и 22.
Стабилизируется напряжение, питающее высокочастотный генератор, введением в цень сетки лампы разности нестабилизированного Бынрямленного напряжения сети и стабилизированного опорного напряжения. Величина напряжения, пропорциональная разности выпрямленного сетевого и опорного напряжений, прикладывается к сопротивлению 23, включенному в цепь сетки лампы. Нестабилизнрованное напрял ение прикладывается к точкам 24 и 24, а стабилизированное - к точкам 25 и 25.
Соотношение между сопротивлениями 23 и 26 определяет степень изменения угла при колебаниях сетевого напряжения. При увеличении угла регулирования для сохранения стабилизации управляемого выпрямителя требуется меньшее абсолютное изменение угла регулирования. Корректировка стабилизации
производится триодом 27, включеииым параллельно сопротивлению 23. Конденсатор 28 служит для сниження нульсаци) нанряжения от сеточных токов.
Напряжение эмиттер-база триода 27 снимается с дополнительных программных сопротивлений 14-16 и конденсаторов 17- 19, определяющих стабилизацию в заданиом диапазоне регулирования.
Напряжение с сопротивлений 22 и 23 может быть подключено к любому числу аналогичных датчиков пиковых напряжений многофазной системы.
Предмет изобретения
Устройство для одновременной сварки швов онлавлением кромок токами высокой частоты, содерл ащее индуктор, располагаемый над
торцами отбортованных кромок, и блок питания высокочастотного генератора, отличающееся тем, что, с целью обеспечения качественной сварки кромок с малой отбортовкой, индуктор выполнен в виде витка, имеющего конфигурацию периметра свариваемых деталей, охватываемого ферритовым сердечником, при1 этом в местах, не подлежащих сварке, устаповлены электромагнитные экраны, а блок питания высокочастотного генератора снабжен схемой программного унравления величиной выпрямленного напряжения и схемой бесконтактной корректировки разбаланса сетевого и опорного напряжений.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Ламповый генератор | 1939 |
|
SU71323A3 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| СПОСОБ УСИЛЕНИЯ СИГНАЛА И КАСКАД УСИЛЕНИЯ | 2004 |
|
RU2291555C2 |
| Способ стабилизации напряжения выпрямителя | 1961 |
|
SU146385A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1967 |
|
SU200683A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |