Изобретение относится к промышленности строительных материалов и может быть использовано в производстве строительных изделий из модифицированных ас- бестоцементных и т.п. смесей на основе гидравлических вяжущих.
Цель изобретения - улучшение качества и расширение номенклатуры изделий.
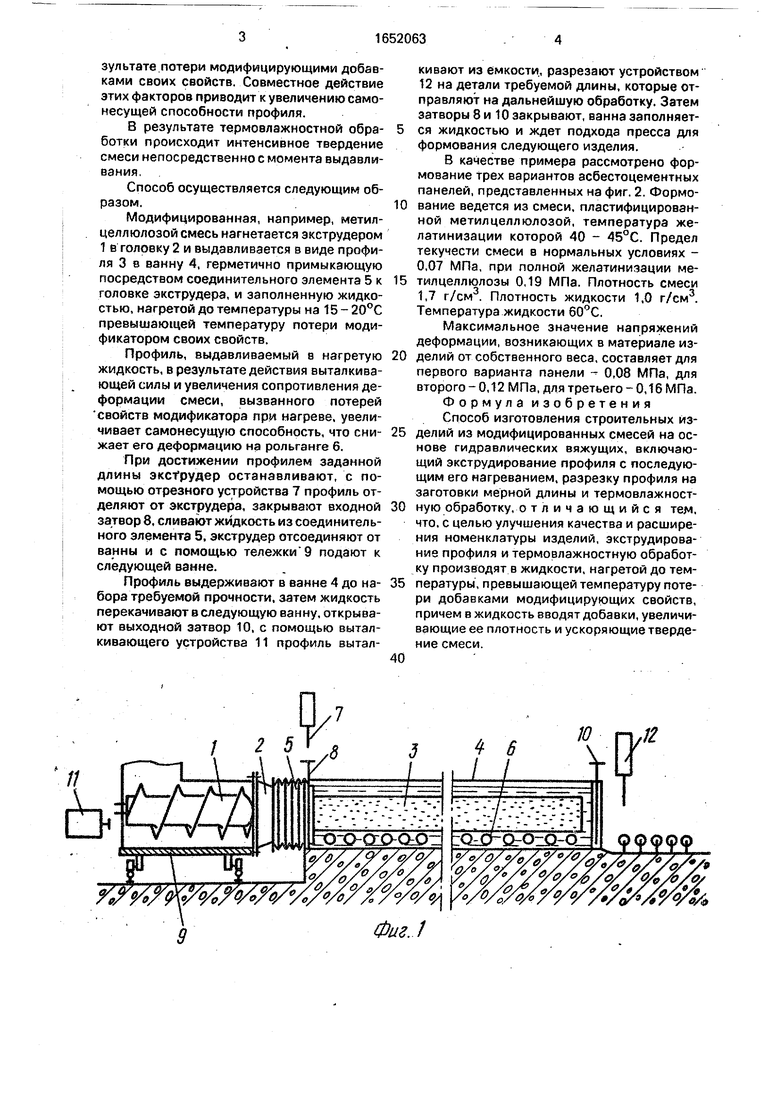
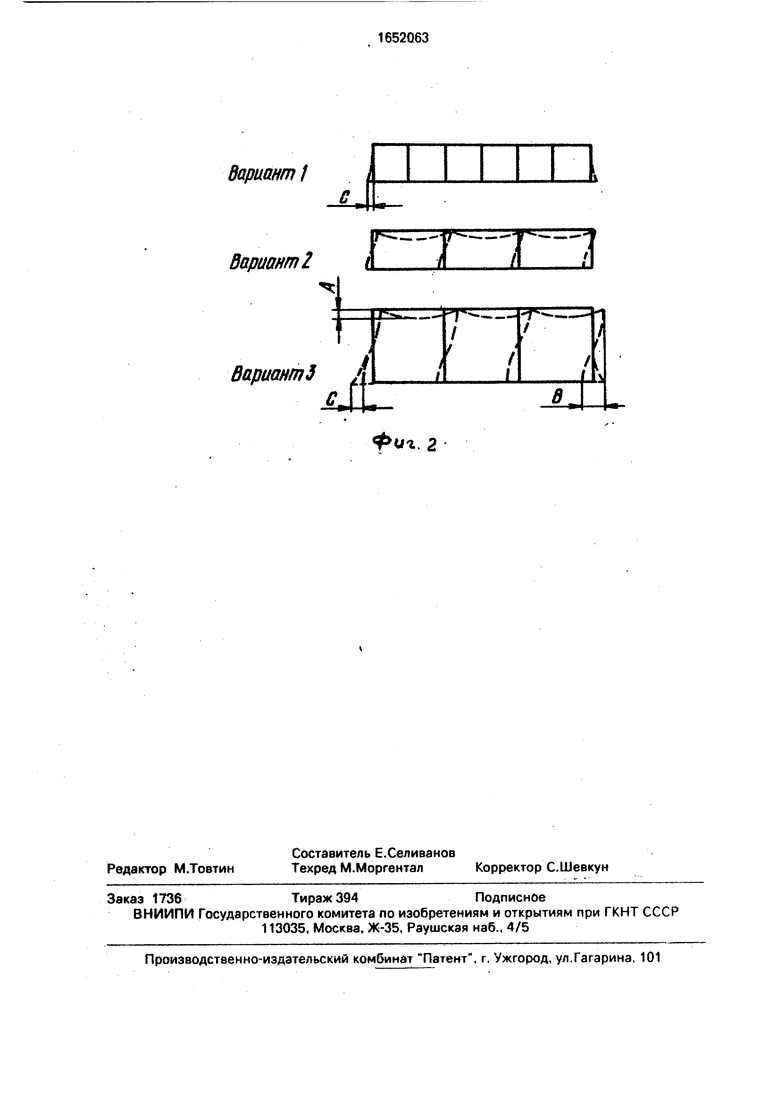
На фиг. 1 схематично изображено устройство для осуществления способа; на фиг. 2 - варианты профилей экструдируе- мых изделий.
Способ изготовления строительных изделий из модифицированных смесей на основе гидравлических вяжущих включает экструдирование профиля с последующим его нагреванием, причем экструдирование профиля и его термовлажностную обработку производят в жидкости, нагретой до температуры, превышающей температуру поге- ри добавками своих модифицирующих свойств, при этом в жидкость вводят добавки, увеличивающие ее плотность и ускоряющие твердения смеси. После набора профилем требуемой прочности его разрезают на изделия мерной длины.
Погружение профиля в жидкое гь приводит к снижена о напряжений деформации, возникающих в нем под действием веса, что обусловлено действием на профиль выталкивающей силы, равной весу втесненной им жидкости. Хорошие условия теплопередачи от нагретой жидкости обеспечивают Эффективный прогрев профиля любой конфигурации и увеличение модуля упругости и сопротивление деформации смеси в реО
ел ьз
о о
GO
эультате потери модифицирующими добавками своих свойств. Совместное действие этих факторов приводит к увеличению самонесущей способности профиля.
В результате термовлажностной обработки происходит интенсивное твердение смеси непосредственно с момента выдавливания.
Способ осуществляется следующим образом.
Модифицированная, например, метил- целлюлозой смесь нагнетается экструдером 1 в головку 2 и выдавливается в виде профиля 3 в ванну 4, герметично примыкающую посредством соединительного элемента 5 к головке экструдера, и заполненную жидкостью, нагретой до температуры на 15 - 20°С превышающей температуру потери модификатором своих свойств.
Профиль, выдавливаемый в нагретую жидкость, в результате действия выталкивающей силы и увеличения сопротивления деформации смеси, вызванного потерей свойств модификатора при нагреве, увеличивает самонесущую способность, что снижает его деформацию на рольганге 6.
При достижении профилем заданной длины останавливают, с помощью отрезного устройства 7 профиль отделяют от экструдера, закрывают входной затвор 8, сливают жидкость из соединительного элемента 5, экструдер отсоединяют от ванны и с помощью тележки 9 подают к следующей ванне.
Профиль выдерживают в ванне 4 до набора требуемой прочности, затем жидкость перекачивают в следующую ванну, открывают выходной затвор 10, с помощью выталкивающего устройства 11 профиль вытал0
5
0
5
0
5
кивают из емкости, разрезают устройством 12 на детали требуемой длины, которые отправляют на дальнейшую обработку. Затем затворы 8 и 10 закрывают, ванна заполняется жидкостью и ждет подхода пресса для формования следующего изделия.
В качестве примера рассмотрено формование трех вариантов асбестоцементных панелей, представленных на фиг. 2. Формование ведется из смеси, пластифицированной метил целлюлозой, температура же- латинизации которой 40 - 45°С. Предел текучести смеси в нормальных условиях - 0,07 МПа, при полной желатинизации ме- тилцеллюлозы 0,19 МПа. Плотность смеси 1,7 г/см3. Плотность жидкости 1,0 г/см3. Температура жидкости 60°С.
Максимальное значение напряжений деформации, возникающих в материале изделий от собственного веса, составляет для первого варианта панели - 0,08 МПа, для второго - 0,12 МПа, для третьего - 0,16 МПа.
Формула изобретения
Способ изготовления строительных изделий из модифицированных смесей на основе гидравлических вяжущих, включающий экструдирование профиля с последующим его нагреванием, разрезку профиля на заготовки мерной длины и термовлажност- ную обработку, отличающийся тем, что, с целью улучшения качества и расширения номенклатуры изделий, экструдирование профиля и термовлажностную обработку производят в жидкости, нагретой до температуры, превышающей температуру потери добавками модифицирующих свойств, причем в жидкость вводят добавки, увеличивающие ее плотность и ускоряющие твердение смеси.
40
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИЦИРОВАННЫЙ КОМПОНЕНТ МАГНЕЗИАЛЬНОГО ЦЕМЕНТА | 2005 |
|
RU2351556C2 |
| Комплексный наномодификатор для газобетонов неавтоклавного твердения и содержащая указанную добавку газобетонная смесь | 2024 |
|
RU2831586C1 |
| Модифицированная гипсоцементно-пуццолановая строительная смесь для 3D-печати | 2023 |
|
RU2820763C1 |
| Модифицированная гипсоцементно-пуццолановая бетонная смесь для строительной 3D-печати | 2023 |
|
RU2820762C1 |
| Огнестойкая теплоизоляционная композиция | 2021 |
|
RU2777311C1 |
| Способ получения огнестойкой теплоизоляционной композиции | 2021 |
|
RU2777310C1 |
| Гипсоцементно-пуццолановая строительная смесь для 3D-принтера | 2023 |
|
RU2820806C1 |
| Гипсоцементно-пуццолановая сырьевая смесь для аддитивного строительного производства | 2023 |
|
RU2820798C1 |
| Гипсоцементно-пуццолановая модифицированная строительная смесь для 3D-принтера | 2023 |
|
RU2820800C1 |
| Гипсоцементно-пуццолановая строительная смесь для 3D-печати | 2023 |
|
RU2820797C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве экстру- зионных изделий из модифицированных смесей на основе гидравлических вяжущих: Целью изобретения является улучшение качества и расширение номенклатуры изделий. Способ, включающий экструдирование профиля с последующим его нагреванием, разрезание профиля на заготовки мерной длины и их термовлажностную обработку, заключается в том. что зкструдирование профиля и его термиь жностную обработку производят в жидкости, нагретой до температуры, превышающей температуру потери добавками модифицирующих свойств. При этом в жидкость ввод г добавки, увеличивающие ее плотность и ускоряющие твердение смеси 2 ил
I
7
и
. 1л
ЈСПО-Ш СЬО3 S
- Ы ДЬзд
.. : -- - - - --./- -- ----: :Фиг. 1
Вариант I
Вариант
Вариантд
1ГЗ
Фиг. 2
| Устройство для экструзионного формования панелей | 1985 |
|
SU1237443A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
