Изобретение относится к производству железобетонных изделий и может быть использовано для декоративной отделки поверхностей железобетонных и бетонных изделий в заводских условиях в процессе их формования по технологии лицом вниз.
Цель изобретения - снижение трудозатрат при повышении равнопрочности сцепления декоративного заполнителя с изделием.
Способ изготовления декоративного слоя железобетонных изделий, например стеновых панелей, осуществляют следующим образом.
Смесь декоративного заполнителя с песком, цементом и замедлителем твердения приготавливают в смесителе, предварительно определив в лабораторных условиях удельный расход песка и цемента от применяемой фракции заполнителя и процентное содержание замедлителя твердения от массы цемента, которое препятствует схватыванию и твердению цемента в течение 4-10 ч после пропаривания панелей.
В смеситель последовательно загружают однофракционный декоративный заполнитель, песок, цемент и замедлитель твердения в сухом виде и перемешивают в течение 2 мин. После предварительного перемешивания в смеситель вводят воду (или водный раствор замедлителя твердения, если он предварительно не вводился в смесь в сухом виде) и всю смесь тщательно перемешивают в течение 3 мин.
Подготовленную смесь равномерно в один слой заполнителя укладывают в форму, установленную на вибростоле. Включают вибратор на 30-40 с. В результате вибрации происходит равномерное распределение смеси по всей поверхности поддона и одновременное уплотнение цементно песчаного подстилающего слоя между зернами заполнителя. При этом высота подстилающего слоя должна быть равна глубине обнажения заполнителя
С/
С
о сг о: :
N
О
После подсыхания подстилающего слоя через 20-40 мин аккуратно укладывают равномерным слоем фактурный раствор и вибрируют. Дальнейшие технологические операции производят в соответствии с при- пятыми режимами. Очистку фасадной поверхности панелей осуществляют щетками и смывают струей воды.
Пример. Предварительно определяют удельный расход компонентов смеси от применяемой фракции декоративного заполнителя (эрклеза) и процентное содержание замедлителя твердения цемента (буры). В смеситель последовательно загружают эрклез фракции 15-20 мм, песок фракции менее 2,5 мм, цемент и буру в порошке в соотношении (в частях по массе) соответственно 8:2,4:1:0,022 и перемешивают в течение 2 мин. Затем в смеситель вводят воду в количестве 75% от массы цемента и всю смесь перемешивают в течение 3 мин.
Полученную смесь из расчета 27 кг на 1м2 поверхности поддона укладывают в форму, установленную на вибростоле и вибрируют в течение 40 с. В результате вибра- циипроисходит равномерное
распределение смеси по поверхности формы и уплотнение цементно-песчаного pat- твора в слое заполнителя. При этом высота подстилающего цементно-песчаного слоя равна в среднем 7 мм.
Через 30 мин после подсыхания смеси дальнейшие технологические операции производят в соответствии с принятыми режимами. Очистку поверхности от несхватив- шегося раствора осуществляют щетками и смывают струей воды.
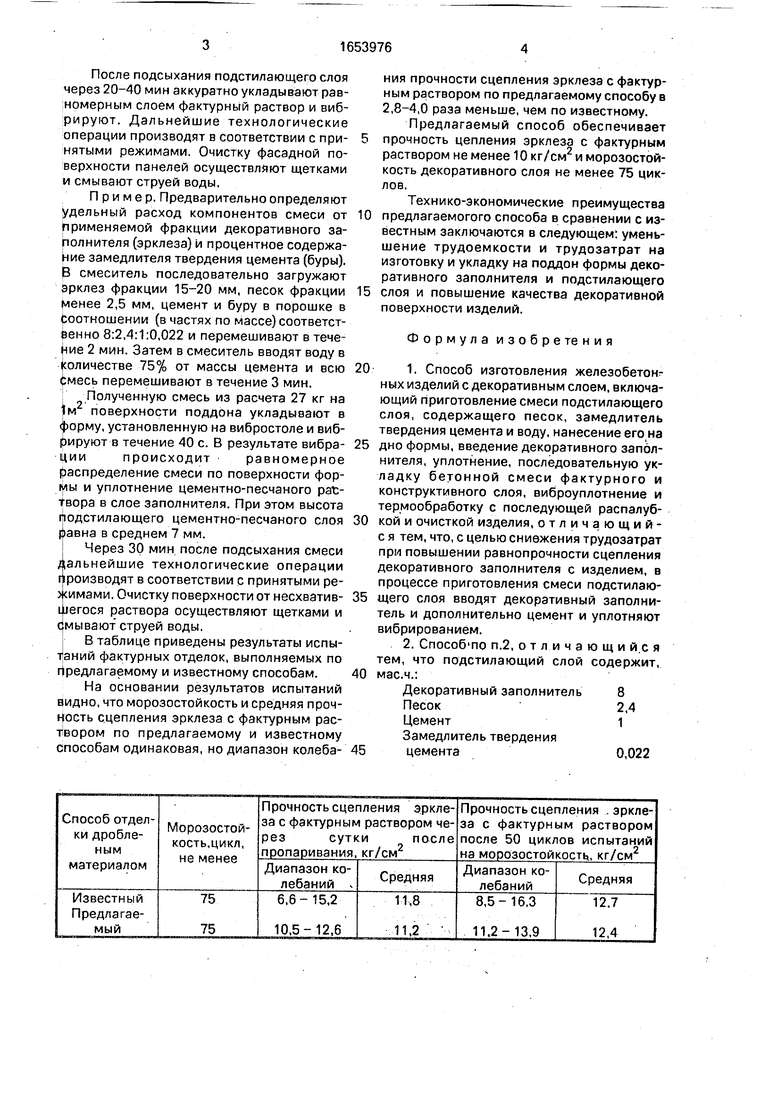
В таблице приведены результаты испытаний фактурных отделок, выполняемых по предлагаемому и известному способам.
На основании результатов испытаний видно, что морозостойкость и средняя прочность сцепления эрклеза с фактурным раствором по предлагаемому и известному способам одинаковая, но диапазон колеба-
ния прочности сцепления эрклеэа с фактурным раствором по предлагаемому способу в 2,8-4,0 раза меньше, чем по известному.
Предлагаемый способ обеспечивает прочность цепления эрклеза с фактурным раствором не менее 10 кг/см2 и морозостойкость декоративного слоя не менее 75 циклов.
Технико-экономические преимущества предлагаемогого способа в сравнении с известным заключаются в следующем: уменьшение трудоемкости и трудозатрат на изготовку и укладку на поддон формы декоративного заполнителя и подстилающего слоя и повышение качества декоративной поверхности изделий.
Формула изобретения
1.Способ изготовления железобетонных изделий с декоративным слоем, включающий приготовление смеси подстилающего слоя, содержащего песок, замедлитель твердения цемента и воду, нанесение его на дно формы, введение декоративного заполнителя, уплотнение, последовательную укладку бетонной смеси фактурного и конструктивного слоя, виброуплотнение и термообработку с последующей распалубкой и очисткой изделия, отличающий- с я тем, что, с целью сниежения трудозатрат при повышении равнопрочности сцепления декоративного заполнителя с изделием, в процессе приготовления смеси подстилающего слоя вводят декоративный заполнитель и дополнительно цемент и уплотняют вибрированием.
2.Способ по п.2, отличающий.с я тем, что подстилающий слой содержит, мае.ч.:
Декоративный заполнитель8
Песок2,4
Цемент1 Замедлитель твердения
цемента0,022
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУСЛОЙНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И БЕТОНЫ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2017908C1 |
| Способ изготовления бетонных изделий | 1981 |
|
SU1051050A1 |
| Способ получения бумажного полотна для нанесения рисунка на бетонную поверхность (варианты) и способ нанесения рисунка на бетонную поверхность | 2017 |
|
RU2698923C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2311298C2 |
| Способ изготовления наружных стеновых панелей | 1990 |
|
SU1781083A1 |
| Смазка-вскрыватель | 1981 |
|
SU969531A1 |
| Способ изготовления железобетонных изделий | 1980 |
|
SU975412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ВСПЕНЕННОГО ПОЛИСТИРОЛА | 2002 |
|
RU2267473C2 |
| Способ изготовления декоративных железобетонных изделий | 1987 |
|
SU1414652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ ИЗ ЛЕГКИХ БЕТОНОВ С ЛИЦЕВЫМ ФАКТУРНЫМ СЛОЕМ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2288838C1 |
Изобретение относится к производству сборных железобетонных изделий с декоративной поверхностью. Цель изобретения - снижение трудозатрат при повышении рав- нопрочности сцепления декоративного заполнителя с изделием. Сначала готовят смесь подстилающего слоя, содержащего, мае.ч.: декоративный заполнитель 8; песок 2,4; цемент 1; замедлитель твердения цемента 0,022, наносят его на дно формы, уплотняют вибрацией, после чего последовательно укладывают бетонную смесь фактурного и конструктивного слоев, производят виброуплотнение и термообработку с последующей распалубкой и очисткой изделия. 1 э.п. ф-лы. 1 табл
| Техническая информация: Современные способы декоративной отделки стеновых панелей в заводских условиях.- Обзор ВНИИЭСМ, М., 1972, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
