1
Изобретение относится к строительной индустрии и может быть использовано при изготовлении железобетонных изделий с поверхностями повышенного качества.
Известен cnc-ico6 изготовления железобетонных изделий с поверхностями повышенного качества при отделке железобетонных изделий коллоидным цементным клеем в процессе формования в горизонтальных стендовых формах путем нанесения.клея на подготовленную поверхность формы равномерным слоем 1,5-5 мм специальным пистолетом-распылителем 1 .
Однако этот способ имеет следующие недостатки: он трудоемок, включает приготовление сухой тонкомолотой цементной или цементно-песчаной смеси на специальных помольных .установках, затем приготовление коллоидного цементного клея в специальных вибросмесителях, обеспечивающих двухчастотную виброобработку массы с одновременным перемешиванием лопастями.в течение 5 мин, нанесение клея на поверхность формы специальным пистолетомраспылителем, обеспечивающим распыление клея сжатым воздухом, что в результате образования аэрозоля вредно действует на обслуживающий персонал.
После нанесения фактурный слой перед формованием изделий выдерживают в течение 10-15 мин. Выдержка необхо-. дима для предотвращения проникания конструктивного бетона в фактурный слой. После выдержки наносят или второй отделбчный слой, или укладывают конструктивную бетонную смесь с осадкой стандартного конуса не более 5 см.
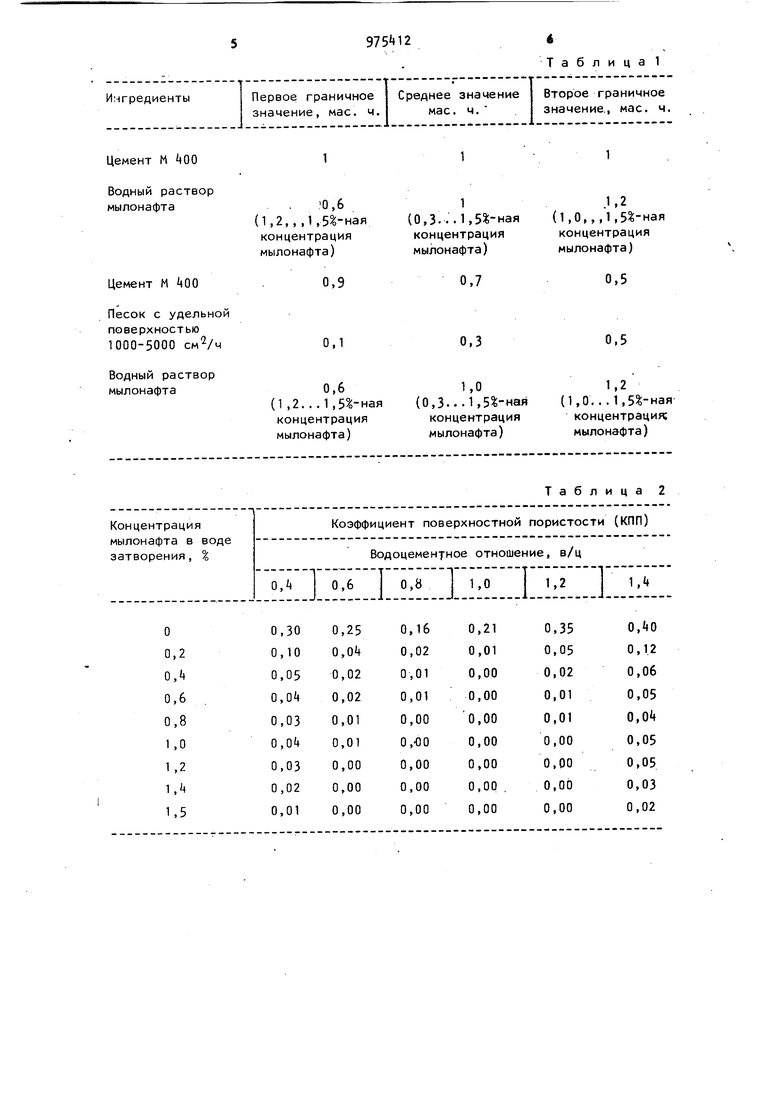
Наиболее близким по технической сущности к .изобретению является способ изготовления железобетонных изделий с лицевой поверхностью под окраску, включающий нанесение фактурного слоя цементсодержащей суспензии на 3Э7 смазанную форму, установку арматуры, укладку бетонной смеси, формование изделия и термообработку 23. Причем фактурный слой наносят разливом цементоглиняного раствора, содержащего глиняную суспензию с объемным весом 1,08-1,85 г/см и цемент в соотношении 1:(0,) по объему. Однако известный способ имеет такmie недостаток, заключающийся в том, что при разливе цементоглиняного раст вора на поддон формы раствор, содержащий глину, попадает на арматуру и понижает качество сцепления конструк ционного бетона с арматурой, что недопустимо, особенно при изготовлении изделий с предварительно напряженной арматурой. В этом случае условия пере дачи предварительного напряжения арматуры бетону ухудшаются за счет yx-Yfi шения сцепления бетона с арматурой. Кроме того, приготовление цементно-глиняного раствора очень трудоемкая операция, при которой сначала при готавливают глиняную суспензию, а затем раствор на этой суспензии. При этом применяется сложное энергоемкое оборудование, например глиномялки и диспергаторы. Цель изобретения - повышение качества изделия и упрощение технологии производства. Поставленная цель достигается тем, что согласно способу изготовления железобетонных изделий с лицевой поверх ностью под окраску, включающему нанесение фактурного слоя цементсодержащей суспензии на смазанную форму, установку арматуры, укладку бетонной смеси, формование изделия и термообработку, на смазанную форму наносят путем орошения поверхностно-активную суспензию следующего состава, мае. ч Цемент1 ,0 0,3-1,5%-ный водный растарр мылонафта0,6-1,2 Способ осуществляют следующим образом. Формуют многопустотные настилы из бетона М 200 на щебне фракции 5-1 О мм при осадке конуса 2-3 см. Уплотнение осуществляют вибрированием. . Состав суспензии, мае. ч: цемент М 00 1,0, 0,3-1, водный раствор мылонафта 0,6-1,2; С целью экономии цемента применяют следующий состав суспензии, мае. ч цемент М kOO 0,9-0,5, молотый песок, 4 удельной поверхностью 1000-5000 0,1-0,5. 0,3-1, водный раствор мылонафта 0,6-1,2. Суспензию наносят равномерным орошением поверхности формы толщиной 1-2 мм. Смазанную и заармированную форму устанавливают на вибростол установки для формования многопустотных настилов, устанавливают пустотообразователи в проектное положение, заправляют бункер бетоноукладчика бетонной смесью, раздатчик суспензии, навешенный например, на передней стенке по ходу движения портала бетоноукладчика, заправляют поверхностно-активной суспензией . Перемещают бетоноукладчик над формой. Раздатчик суспензии включают в работу, когда он достигает торцового борта формы. Выдача суспензии на дно формы происходит непрерывно во время движения бетоноукладчика над формой. При достижении бункером выдачи бетона торцового борта формы начинают заполнение формы бетоном. Формование изделия производят как обычно. В результате при одном проходе бетоноукладчика над формой производят нанесение суспензии на дно формы и укладку бетона . Затем извлекают пуансоны-пустотообразователи и отформированиое изделие передают на термообработку. Для получения декоративных поверхностей изделий в состав суспензии можно вводить щелочестойкие пигменты или готовить суспензию на цветных цементах. В случае производства работ при отрицательных температурах суспензию необходимо наносить в разогретом до 30-60°С состоянии или подогревать до этой же температуры форму. В табл. 1 приведены данные испытаний составов предлагаемой суспензии, при которых коэффициент поверхностной пористости равен нулю, в табл. 2 данные испытаний при различных концентрациях мылонафта в водоцементных от,ношениях. Как видно из таблиц, предлагаемая водно-цементная суспензия обеспечивает беспористую лицевую поверхность изделия и позволяет упростить технологию производства, а также повысить качество изделий за счет устранения вредного влияния глинистых составляющих на сцепление арматуры с бетоном.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления железобетонных изделий | 1974 |
|
SU633730A1 |
| Смазка-вскрыватель | 1979 |
|
SU823138A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Смазка-вскрыватель | 1979 |
|
SU772864A1 |
| Смазка-вскрыватель | 1977 |
|
SU651956A1 |
| Установка для вытягивания стеклянных трубок | 1977 |
|
SU647262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2063335C1 |
| Способ изготовления утепленных строительных плит | 1988 |
|
SU1682213A1 |
| Способ изготовления железобетонных изделий с декоративным слоем | 1988 |
|
SU1653976A1 |
| Способ изготовления бетонных изделий | 1981 |
|
SU1051050A1 |
0,6
(1,2,, ,1,51-ная концентрация мылонафта)
0,9
й
0,1
0,6
(1,2..,1, концентрация мылонафта)
.1,2
(1,0,,,1,5%-ная
я концентрация мылонафта)
0,5
0,3
0,5
1,2
(1,0...1,5%-ная концентрация; мылонафта) 7975 12 Формула изобретения Способ изготовления железобетонных изделий с лицевой поверхностью под окраску, включающий нанесение фактурного слоя цементсодержащей суспензии на 5 смазанную форму, установку арматуры, укладку бетонной смеси, формование изделия и термообработку, отличающийся тем, что, с целью повышения качества изделий и упрощения тех-О нологии производства, на смазанную форму наносят путем орошения поверхностно-активную суспензию следующего состава, мае. ч: при но Цемент1,0 0,3 1|5%-ный водный раствор мылонафта 0,6-1,2 Источники информации, нятые во внимание при экспертизе V. Современные способы декоративотделки стеновых панелей в завод ских условиях. Обзор ВНИИЭСМ, М., 1972, А1-42. 2. Авторское свидетельство СССР № 6337306, кл. В 28 В 11/00, (прототип)
