Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении сборных бетонных и железобетонных конструкций жилых и гражданских зданий.
Цель изобретения - получение поверхности изделий, готовой под окраску, при улучшении физико-технических свойств изделий.
Сущность способа заключается в том, что на смазочную форму наносят торкретированием отделочный раствор на основе гипсового вяжущего подвижностью 10-25 см по конусу, при этом ось факела распила направлена под углом 75-90° к поверхности формы. Затем производят выдержку в течение 4-120 мин и увлажняют водой в количестве 20-30% от массы воды затворения.
После этого укладывают бетонную смесь конструктивного слоя, уплотняют вибрацией и производят тепловую обработку.
В воду для увлажнения предварительно вводят акриловую сополимерную эмульсию в количестве 5-10 мас.%.
С целью обеспечения совместной работы лицевого слоя и бетона и повышения долговечности, в отделочный раствор вводят тонкомолотые минеральные добавки.
Способ осуществл я ют следующим образом.
Раствор лицевсго слоя готовят из быстрот ве рдеющих смесей на основе гипса, соа
01 СА Ю х4 Ю
держащих тонкомолотую минеральную добавку с размером частиц 3000-4500 см2/г и наполнитель с фракцией не выше 1,25 мм. Консистенция готового раствора 10-25 см. Смешивание сухих компонентов с водой осуществляют либо в процессе нанесения раствора на смазанную поверхность формы (в случае использования форсунки, позволяющей смачивать сухую смесь компонентов раствора в факеле распыленной воды непосредственно при нанесении), либо в емкости турбулентного смесителя пневмоустановки-распылителя.
В обоих случаях нанесение отделочного раствора на поверхность формы производят методом торкретирования при оптимальном давлении сжатого воздуха 3-4 атм. Толщина лицевого слоя 3-5 мм. Направление факела при торкретировании составляет 75-90° по отношению к поверхности формы. Количество жидкой составляющей быстротвердеющего раствора определяют исходя из требований получения начальной прочности материала лицевого слоя (перед укладкой бетона в форму) и конструкции сопла пневмоустановки.
После нанесения отделочного раствора на поверхности смазанной формы слой выдерживают в течение 4-120 мин, а затем увлажняют 20-30 мас.%-от воды затворе- ния. Целесообразно при этом в воду для увлажнения добавлять 5-10 мас.% акриловой сополимерной эмульсии. В форму, в случае необходимости, укладывают арматуру и производят укладку бетона с вибрацией. Слой отделочного раствора, зафиксированный на поверхности формы, является естественной преградой для выхода пузырьков воздуха из толщи бетона к поверхности формы во время вибрации уложенного бетона, в результате чего и достигается бездефектная поверхность конструкции. После
укладки бетона в форму изделия направляют на тепловую обработку.
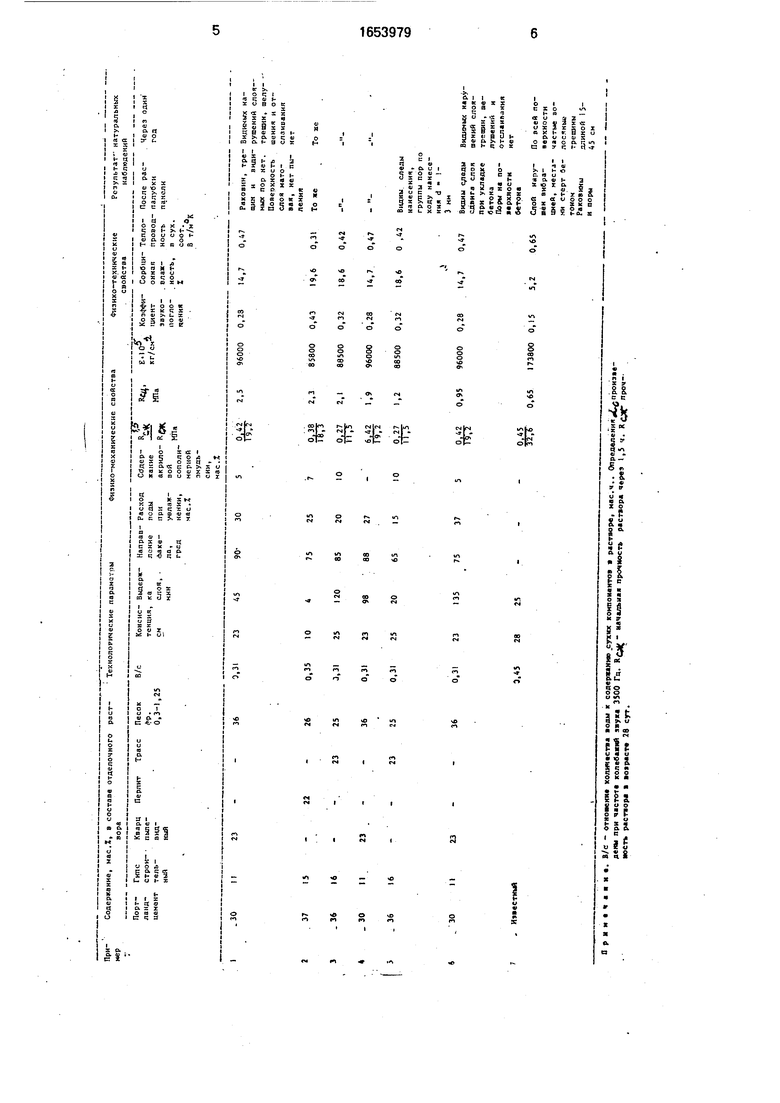
По описанной технологии изготовлены изделия, результаты физико-механических испытаний которых приведены в таблице.
Использование предлагаемого способа
позволяет получить изделия с бездефектной
поверхностью, улучшенной паропроницаемостью и обладающими повышенными физико-техническими свойствами.
Формула изобретения
1.Способ изготовления бетонных и же- лезобетонных изделий с лицевым слоем,
включающий приготовление отделочного раствора на основе гипсового вяжущего подвижностью 10-25 см по конусу Стройцнила нанесение его на смазанную форму, выдержку в течение 4-120 мин, укладку бетонной смеси конструктивного слоя, уплотнение и тепловую обработку, отличающийся тем, что, с целью получения поверхности изделий, готовой под окраску при улучшении физико-технических свойств изделий, нанесение отделочного раствора производят торкретированием, при этом ось факела распыла направлена под углом 75-90° к поверхности формы, а после выдержки слой
отделочного раствора увлажняют водой в количестве 20-30% от массы воды затворе- ния.
2.Способ по п.1,отличающийся тем, что в воду для увлажнения предварительно вводят акриловую сополимерную эмульсию в количестве 5-10 мас.%.
3.Способ по пп.1 и2,отличающий- с я тем, что, с целью обеспечения совместной работы лицевого слоя и бетона и повышения долговечности, в отделочный раствор вводят тонкомолотые минеральные добавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНЫЙ РАСТВОР | 1972 |
|
SU431131A1 |
| Способ изготовления бетонных изделий с облицовочным слоем | 1989 |
|
SU1673477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2145948C1 |
| Композиция для покрытия стен и полов | 1988 |
|
SU1625848A1 |
| ДВУСЛОЙНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И БЕТОНЫ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2017908C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОТДЕЛОЧНЫХ ПЛИТ | 1995 |
|
RU2097353C1 |
| ВОДНО-ДИСПЕРСИОННАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2400508C1 |
| АКРИЛОВАЯ КОМПОЗИЦИЯ ДЛЯ ОТДЕЛОЧНЫХ РАБОТ | 2005 |
|
RU2287506C1 |
| ДЕКОРАТИВНОЕ ИЗДЕЛИЕ, СОСТАВ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕКОРАТИВНОЕ ИЗДЕЛИЕ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2111321C1 |
| СОСТАВ ДЛЯ ОТДЕЛКИ НАТУРАЛЬНЫХ КОЖ НА ВАЛИЧНЫХ МАШИНАХ | 1991 |
|
RU2010030C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении сборных бетонных и железобетонных конструкций жилых и гражданских зданий. Цель изобретения - получение поверхности изделий, готовой под окраску при улучшении физико-технических свойств изделий. Способ включает приготовление отделочного раствора из быстротвердеющих смесей на основе гипса с консистенцией 10-25 см, нанесение его на смазанную поверхность формы торкретированием, при котором ось факела распылэ направлена под углом 75- 90° к поверхности формы, выдержку слоя в течение 4-120 мин, увлажнение его 20-30 мас.% от воды затворения, укладку бетона, вибрацию и отверждение. В воду для увлажнения вводят5-10 мас.% акриловойсополи- мерной эмульсии, а при приготовлении раствора лицевого слоя вводят тонкомолотые минеральные добавки. Полученный отделочный слой имеет прочность сцепления 2,1-2,5 МПа. модуль упругости (Е- 105) 85800-96000 кг/см , коэффициент звукопоглощения 0,28-0,43, сорбционную влажность 14,7-19,6%. теплопроводность 0,31-0.47 Вт/мК. На поверхности отсутствуют поры, раковины и трещины, поверхность матовая, пы- яение отсутствует. 2 з.п. ф-лы, 1 табл. i У Ј
| Способ изготовления железобетонных изделий | 1974 |
|
SU633730A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Патент США № 3995086, кл | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
