Изобретение относится к машиностроению и может быть использовано при восстановлении изношенных деталей машин.
Целью изобретения является повышение эффективности процесса и кач тва покрытия.
Процесс получения покрытия осуществляется следующим образом.
Присадочный материал перед напека- нием пропитывают растворами соединений, разлагающихся при напекании с выделением упрочняющих элементов. Задают требуемую глубину насыщения х, являющуюся половиной размера частиц наибольшей фракции используемого для напекания металлического порошка. Находят по литературным данным коээфициент диффузии упрочняющего элемента в материал порошка, характеризующий скорость диффузии Известно, что увеличение скорости электронагрева на один порядок интенсифицирует протекание диффузионных процессов на 2-3 порядка Экспериментально установлено, что при электроконтактном напекании коэффициент диффузии углерода возрастает на 2 порядка.
Длина дуги спекания L определяется экспериментально или может быть подсчитана по формуле
L- 1/2 d9 оз где - диаметр ролика-электрода,м;
оз - угол захвата порошка, рад.
Значения x,D и L подставляют в формуО
ел ел VJ
Ь
VJ
лу
VH 2D
7
где /н - линейная скорость напекания, м/с; D - коэффициент диффузии, м2/с;
L - длина участка слоя, находящегося под электродом при температуре спекания, м;
х - необходимая глубина насыщения частиц присадочного материала, численно равная половине размера частиц наибольшей фракции, м.
По формуле определяют линейную скорость напекания.
Процесс электроконтактного напекания, совмещенного с насыщением напекаемого слоя упрочняющими элементами, наиболее эффективно проводить при скорости, меньшей или равной расчетной.
В качестве присадочного материала используют железные порошки губчатой формы с развитой площадью поверхности.
В качестве пропитывающего раствора используют 66%-ный раствдр мочевино- формальдегидной смолы в воде.
Пример. Производилось электроконтактное напекание железного порошка марки ПЖ2МЗ с частицами губчатой формы, максимальный размер которых 160 мкм, с одновременным насыщением слоя углеродом из мочевиноформальдегидной смолы. Подача упрочняющих элементов в зону спекания осуществлялась путем предварительного пропитывания железного порошка 66%-ным раствором мочевиноформальдегидной смолы в воде. Температура спекаемого слоя составляла 920-950°С.
Определяют требуемую глубину насыщения:
х 0,16 10
гЗ
0,08-103 м.
Находим коэффициент диффузии углерода в железе D 1,4 -10 м/с при печном нагреве. Пои электронагреве D - - 1. м2/с.
Для диаметра ролика-электрода мм и диаметра образца d m 100 мм длина дуги спекания, определенная опытным путем, равна L м.
Подставляя значения параметров в формулу, определяем скорость спекания
VH 2,62-10 3м/с.
Напекание осуществлялось со скоростью, меньшей равной и большей расчетной. Пример поясняется графиками.
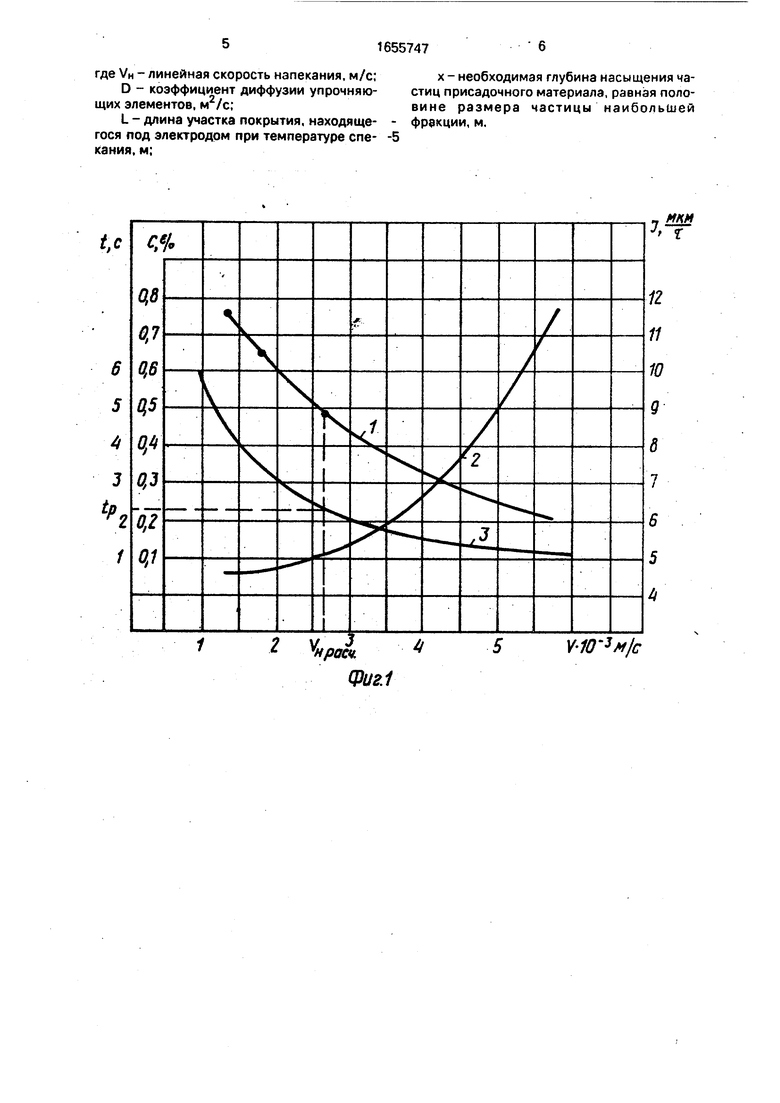
На фиг.1 представлена зависимость содержания углерода С и интенсивности изнашивания I напеченного слоя. Штриховой линией отмечена расчетная скорость напекания.
Так как зависимость времени выдержки слоя при заданной температуре от скорости напекания нелинейна, то на фиг.1 (линия 3) представлена зависимость t от VH, которая
может быть использована для определения времени спекания при различных скоростях.
На фиг.2 представлена теоретическая
зависимость глубины диффузии I и экспериментальная зависимость содержания углерода в слое (кривая 2) от времени спекания участка длиной L. Приведенные зависимости наглядно иллюстрируют влияние глубины насыщения частиц на интенсивность диффузии. При увеличении времени до Трасч, соответствующей , теоретическя зависимость глубины диффузии и экспериментальная (содержание углерода в слое)
практически совпадают. При дальнейшем увеличении времени напекания глубина диффузии (теоретическая) возрастает более интенсивно, чем содержание углерода в слое. Это говорит о насыщении частицы по
всему обьему и снижении скорости диффу- зии.
Зависимости 1, 2 подтверждают правомерность увеличения коэффициента диффузии на 2 порядка по сравнению с печным
нагревом.
Проведенные износные испытания показали, что увеличение скорости напекания выше расчетной ведет к резкому возрастанию интенсивности изнашивания I. С
уменьшением линейной скорости напекание снижение интенсивности износа менее существенно.
Применение предлагаемого способа восстановления по сравнению с известными позволяет производить насыщение слоя углеродом до высоких концентраций непосредственно в процессе напекания; повысить износостойкость восстановления деталей в 2...2,5 раза по сравнению с закаленной сталью 45 (НРС55...58); снизить себестоимость восстановления за счет использования дешевых присадочных материалов и упрочняющих элементов.
Формула изобретения
Способ получения армированного покрытия, включающий электроконтактное напекание присадочного материала с упрочняющими элементами при определенной скорости, отличающийся тем, что, с целью повышения эффективности процесса и качества покрытия, присадочный материал перед напеканием пропитывают 66%-ным раствором мочевиноформальдегидной смолы в воде, а напекание производят со скоростью, определяемой по формуле
L
VH :S 2D
7
где VH - линейная скорость напекания, м/с: D - коэффициент диффузии упрочняющих элементов, м/с;
L - длина участка покрытия, находяще- гося под электродом при температуре спе- кания, м;
х - необходимая глубина насыщения частиц присадочного материала, равная половине размера частицы наибольшей фракции, м.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАПЕКАНИЯ | 2002 |
|
RU2208661C1 |
| Шихта для электроконтактного нанесения покрытий | 1990 |
|
SU1788066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2306197C2 |
| Способ нанесения покрытия | 1988 |
|
SU1625645A1 |
| Порошковая лента | 1981 |
|
SU959962A1 |
| Способ нанесения покрытий из металлического порошка | 1983 |
|
SU1135554A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ФЕРРОМАГНИТНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037383C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ НАПЛАВКИ ДЛЯ УПРОЧНЕНИЯ РЕЖУЩЕЙ КРОМКИ ИЗДЕЛИЯ | 1997 |
|
RU2112634C1 |
| СМАЗЫВАЮЩЕЕ ВЕЩЕСТВО ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1998 |
|
RU2216432C2 |

Изобретение относится к машиностроению и может быть использовано при восстановлении изношенных деталей Цель изобретения - повышение эфективности процесса и качества покрытия Производится пропитывание присадочного материала растворами соединений, разлагающихся при напекании с выделением упрочняющих элементов. При определении скорости на- пекания (СН) учитывают скорость диффузии упрочняющих элементов и необходимую глубину насыщения частиц присадочного материала. СН определяют по формуле VH 1DLl х где VH - линейная скорость напекания, м/с; D - коэффициент диффузии, м2/с; L - длина участка слоя, находяще- гося под элетродом при температуре спекания, м; х - необходимая глубина насыщения частиц присадочного материала, равная половине размера частиц наибольшей фракции, м. В качестве присадочного материала используют железный порошок с час- тицами губчатой формы, имеющими развитую площадь поверхности. В качестве пропитывающего раствора используют 66%-ныи раствор мочевиноформальдегид- ной смолы в воде СН должна быть равной или меньше расчетной 2 ил (Л
/л
LPп
МКМ
Фиг.1
V
| Порошковая лента | 1981 |
|
SU959962A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
