со ел сд ел
lu
1
Изобретение относится к порошково металлургии, в частности к нанесению покрытий из металлического порошка на поверхность изделий, и может быть использовано при восстановлении поверхности изношенных конструкционных деталей типа шестерни.
Известен способ нанесения покрытий из металлического порошка, включающий электродуговое напыление покрытия с последующей его механической и термической Обработкой О
Недостатками данного способа являются низкая производительность и низкое качество покрытий, обусловленное снижением механических свойст изделия в процессе напыления покрытия.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ нанесения покрытий из металлического порошка, включающий напрессовку слоя из пог рошка на поверхность изделия и последующее электроконтактное изменение напрессованного слоя к поверхности изделия.
При этом приварку осуществляют птем импульсного пропускания тока, а в качестве металлического порошка используют порошки износостойких композиций 2 ,:
Недостатками известного способа .являются;низкое качество покрытия и высокий расход злектроэнергии, что обусловлено высоким электрическим сопротивлением порошковой шихты, вызывакмцим образование локальных зон нагрева, увеличение продолжительности процесса приварки и увеличение потре,бляемой мощности.
Цель изобретения - повьшение качества покрытия и снижение расхода электроэнергии.
Указанная цель достигается тем, что согласно способу нанесения покрытий из металлического порошка, включающему напрессовку порошкового слоя из порошка на поверхность изделия и последующую электроконтактную приварку напрессованного слоя к поверхности изделия, перед напрессовкой в порошок вводят раствор солей никеля, при этом отношение объемов раствора солей и металлического порошка составляет 0,4-0,8.
Кроме того, в качестве солей никеля используют хлористый и борфтористый никель.
55542
Способ осуществляют следукяцим образом.
Производят восстановление шестерен гидронасоса марки НШ-32 методом электроконтактной приварки металлического порошка. Материал шестерни сталь 18ХГТ. Напекание порошка производят на электроконтактной машине МТ 1613.
0 В качестве напекаемого материала используют порошок ФБХ-6-2 (гост 11546-75) зернистостью от 1000 до 40 мкм. В порошок добавляется раствор солей NlCl. и Ni (BF. )у2 в
J концентрациях насыщения NiCl,j 250 г/л, Ni(BF4)2 200 г/л.
При этом соотношение объемов раствора молей и порошков составляет 0,3-0,,9.
Q Напекание производится на вершины изношенных по высоте зубьев шестерен. После напекания производят шлифование зубьев шестерни по наружному диаметру и по боковой поверхности под
5 номинальный размер. Для сравнения производят восстановление шестерен известным методом электроконтактной приварки порошка бездобавлени/. жидкости. После напекания производится механическая обработка до номинальных размеров. О качестве восстановления зубьев шестерни при помощи предлагаемого и известного способов судят по следующим параметрам: твердость
5 вершины восстановленных зубьев; глубина зоны термического влияния; высота напеченного слоя порошка; прочность сцепления покрытия с поверхностью изделия.
п V
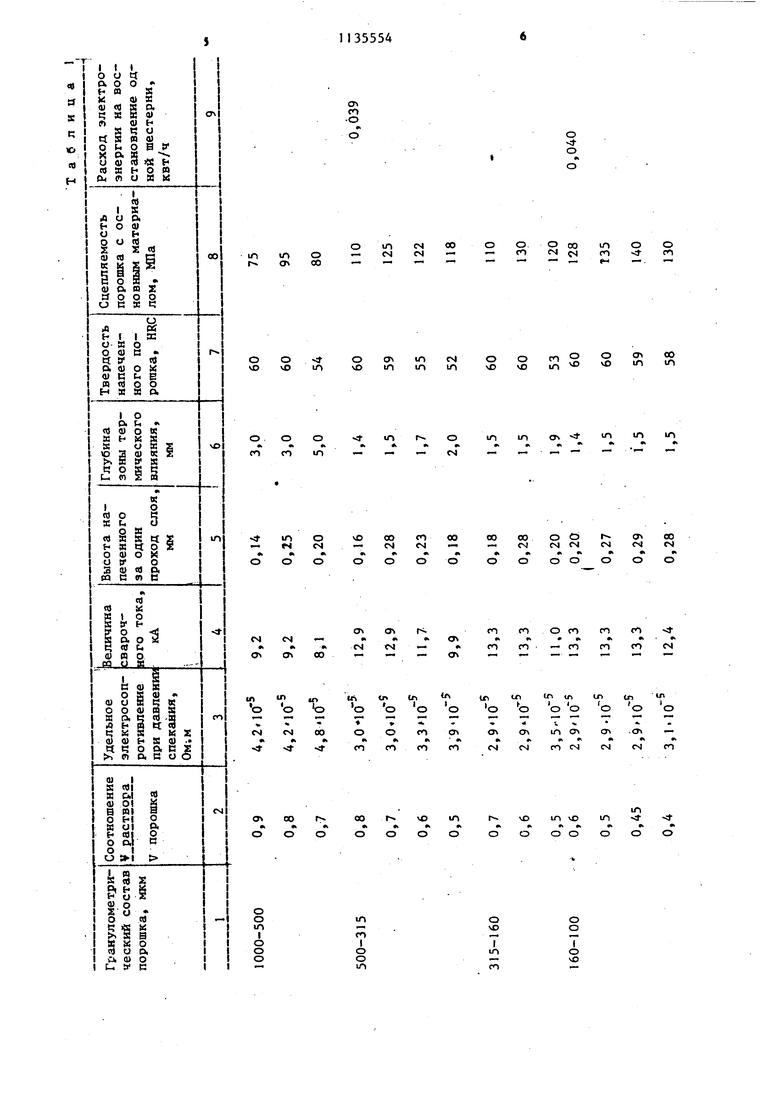
в табл. приведены эксперименталь ные данные по напеканию порошка ФБХ-6-2 различного гранулометрического состава .
Как видно из таблицы, качество восстановления предлагаемым способом вьш1е, чем известным при меньшем расходе электроэнергии.
Введение в напекаемый порошок раствора солей с низким удельным электросопротивлением (например, удельное электросопротивление раствора соли NiCl при концентрации 250 г/л равно 1,11/10 ом.м) снижает сопротивление порошка и выравнивает его по всему сечению прессовки, что способствует улучшению стабильности процесса припекания порошка. Электрический ток распространяется не через
случайные контакты между частицами порошка, а через всю массу припекаемого порошка. Процесс электроконтактного припекания порошка проводится при более низком напряжении и меньшем времени импулЬса тока. Все это приводит к снижению расхода электроэнергии и повьш1ению производительности процесса приварки порошка на изношенную поверхность.
Наличие галогенов (хлора и фтора) в зоне спекания порошка способствует переносу атомов спекаемого порошка через газовую среду путем образовани и диссоциации галогенйдов металлов спекаемого порошка, а это ведет к образованию межчастичных контактов.
Улучшению спекания и припекания порошка способствуют и такие вещества, как никель и бор, которые как активирующие элементы оказывают непосредственное воздействие на увеличение коэффициентов диффузии в поверхностных слоях частиц порошка. ,
Быстрое охлаждение восстановленной поверхности жидкостью, присутствукщей в порошке, уменьшает зону термического влияния на основной металл шестерни.
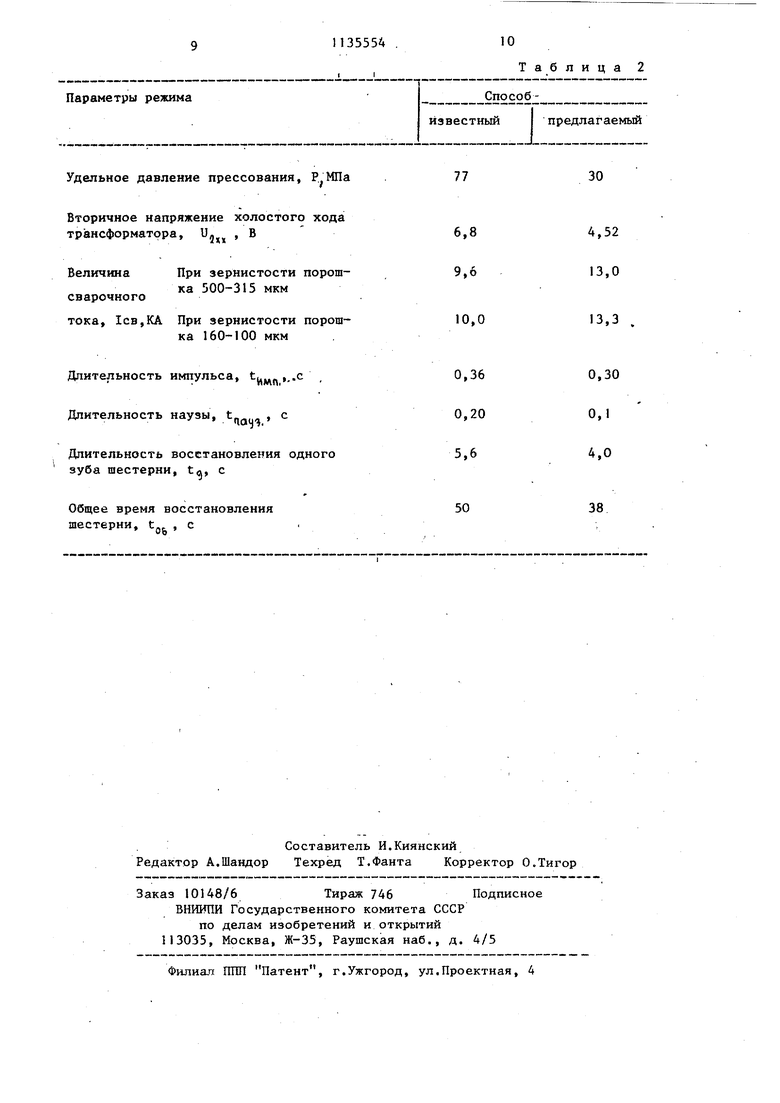
Увеличение производительности технологического процесса достигаем ся в предлагаемом способе за счет сокращения длительности электрических импульсов и пауз между ними. Экспериментальные результаты, подтверждающие увеличение производителности, приведены в табл. 2.
При этом оптимальным соотношение объемов раствора и порошка является 0,4-0,8, поскольку при увеличении соотношения до 0,9 (для крупных порошков наблюдается резкое снижение качества покрытия (снижение сцвпляемости с основным материалом), а при уменьшении этого соотношения до 0,3 (для мелкого порошка) отмечается снижение твердости покрытия и его сцепляемости с основным материалом (данные представлены в табл.1).
Таким образом, при использовании предлагаемого способа в 1,3 раза увеличивается производительность технологического процесса, возрастает качество нанесенного покрытия (твердость возрастает в среднем на 13%, прочнос ь сцепления покрытия с поверхностью изделия - на 25%), а также в 1,35 раза снижается расход электроэнергии.
Параметры режима
Удельное давление прессования,
Вторичное напряжение холостого хода трансформатора, U , В
Величина
При зернистости порошка 500-315 мкм сварочного
тока, 1св,КА При зернистости порошка 160-100 мкм
Длительность импульса, ,,.c Длительность наузы, t , с
Длительность восстановления одного зуба шестерни, ta, с
Общее время восстановления шестерни, t , с
Таблица 2
Способ-
1
известный предлагаемый
30
4,52 13,0
13,3
0,30
0,1
4,0
38


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ нанесения покрытий из металлического порошка на поверхность деталей цилиндрической формы | 1986 |
|
SU1445857A1 |
| Шихта для электроконтактного нанесения покрытий | 1990 |
|
SU1788066A1 |
| ШИХТА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАПЕКАНИЯ | 2002 |
|
RU2208661C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2440223C1 |
| Способ получения армированного покрытия | 1989 |
|
SU1655747A1 |
| Способ получения износостойких покрытий | 1988 |
|
SU1577931A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361706C1 |
| Устройство для нанесения покрытий из порошков | 1983 |
|
SU1088886A2 |
I.СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА, включающий напрессовку слоя из пороопса на поверхность изделия н последующее электроконтактное припекание напрессованного слоя к поверхности изделия, отличающийся тем, что, с целью повьшения качества покрытия н снижения расхода злектрознергии, перед напрессовкой в порошок вводят раствор солей никеля, при зтом отношение объемов раствора солей и металлического порошка составляет 0,4-0,8, 2. Способ по п.1, о т л и ч a ющ и и с я тем, что в качестве солей г никеля используют хлористый и борфтористый никель.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология ремонта машин н оборудования, М., Колос, 1975, с.342-346 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бабаев И.А | |||
| Уплотнение порошкового материала клином | |||
| - Механизация и злектрификация сельского хозяйства, 1981, № 8, с.47-48 | |||
| . | |||
