Изобретение относится к области порошковой металлургии, в частности к способам получения деталей из порошковых материалов, и может применяться при изготовлении втулок подшипников скольжения.
Существуют технологии, использующие для изготовления подшипников скольжения методы порошковой металлургии. Так, изготавливают антифрикционные материалы на основе железного порошка с добавлением различных присадочных материалов [Ермаков С.С., Вязников Н.Ф. Порошковые стали и изделия. - 4-е изд., перераб. и доп. - Л.: Машиностроение. Лениград. отд-ние, 1990. 319 с.: ил.]. При использовании данной технологии можно изготавливать подшипники скольжения с заданными физико-механическими и антифрикционными свойствами, этого можно достичь, используя возможность задавать свойства спеченного изделия путем изменения состава порошковой композиции. Недостатком методов порошковой металлургии является многооперационная, длительная по времени и трудоемкая сложная технология изготовления втулок подшипников скольжения, поэтому изготавливать подшипники таким способом целесообразно только при массовом производстве на крупных заводах. Технологии порошковой металлургии не нашли широкого применения в мелкосерийном производстве из-за необходимости приобретения дорогостоящего технологического оборудования и трудоемкости изготовления деталей. Но существуют методы, не требующие сложного и дорогостоящего оборудования и менее трудоемкие, это методы электроконтактного спекания порошковых композиций.
Наиболее близким по свой технической сущности является способ получения спеченной ленты из металлических порошковых композиций [Ермаков С.С., Вязников Н.Ф. Порошковые стали и изделия. - 4-е изд., перераб. и доп. - Л.: Машиностроение. Лениград. отд-ние, 1990. 319 с: ил.], включающий электроконтактное спекание между двумя роликами порошковой композиций на основе железного порошка и получение ленты из металлического порошка.
Этот способ позволяет получать микропористые антифрикционные материалы в виде ленты с высокими антифрикционными свойствами и износостойкостью. Но для получения втулок подшипников скольжения из спеченной ленты необходимо в дальнейшем придать ленте форму кольца, что увеличивает трудоемкость и стоимость изготовления втулок подшипников скольжения из спеченных порошковых композиций, кроме того, придать форму кольца спеченной ленте не всегда возможно из-за повышенной хрупкости ленты.
В технологиях порошковой металлургии при изготовлении деталей используются прессы для формования изделий и печи для спекания спрессованных деталей. Но это оборудование металло- и энергоемкое и может использоваться только на крупных заводах при массовом производстве.
Изготовление спеченной ленты из металлических порошков осуществляют прокаткой между двумя медными вальцами, к которым подведен электрический ток. При использование такой схемы электроконтактного спекания порошковых композиций спеченной ленте невозможно придать форму кольца непосредственно при спекании, что обусловлено особенностью технологии и конструкцией установки.
Известно устройство для нанесения микропористых износостойких покрытий электроконтактным напеканием порошковых композиций на основе металлического порошка на внутреннюю поверхность цилиндрических деталей [В.Н.Чижов, Д.П.Шубин. К выбору процесса и схемы восстановления внутренних поверхностей деталей // Актуальные вопросы эксплуатации и ремонта машинно-тракторного парка. - Сб. науч. тр. / Алт. с.-х. ин-т. - Новосибирск, 1984]. У данного устройства напекание производится двумя медными роликами на внутреннюю поверхность стальной детали. Использовать это устройство для изготовления втулок подшипников скольжения также невозможно, так как спекаемый слой припекается к поверхности стальной детали и отделить его от поверхности не представляется возможным. Необходима замена стальной детали на медную или другую высоко электро- и теплопроводную. Учитывая то, что размеры втулок подшипников скольжения при мелкосерийном производстве часто будут меняться, это требует от устройства легкой смены роликов, а у данного устройства замена роликов трудоемкая и сложная операция. Кроме того, спекаемая лента не будет формироваться во втулку на роликах, а будет выходить из-под роликов в виде фрагментов спеченной ленты.
Наиболее близким по своей технической сущности является устройство для восстановления и упрочнения поверхностей отверстий в корпусах коробок передач зерноуборочных комбайнов "Нива" и "Колос", изготовленных из чугуна Сч 18-36 [Амелин Д.В., Рымов Е.В. Новые способы восстановления и упрочнения деталей машин электроконтактной наваркой. - М.: ВО "Агропромиздат", 1987. - 151 с.], включающее восстанавливаемую деталь, в которой установлен контактирующий с ней при помощи прижимного устройства ролик-электрод, и контактно-сварочный трансформатор.
Данное устройство позволяет наносить износостойкие покрытия в отверстия чугунных коробок передач, при этом используется один ролик-электрод, а в качестве второго контакта используется сама восстанавливаемая деталь. Использование этого устройства для изготовления втулок подшипников скольжения электроконтактным спеканием металлического порошка невозможно, как и у предыдущего устройства, так как слой припекается к чугунной детали и отделить его не представляется возможным. Как и у предыдущего устройства, для получения спеченной ленты необходимо вместо чугунной детали установить деталь из высоко электро- и теплопроводного материала, сложная и трудоемкая замена ролика-электрода и спеченная лента не будет формироваться во втулку на ролике.
У разработанного способа изготовления втулок подшипников скольжения и устройства для его осуществления отсутствуют недостатки, присущие аналогу и прототипу, и возможно получение втулки подшипника скольжения непосредственно при спекании порошковой композиции.
Задачей настоящего изобретения является изготовление втулок подшипников скольжения из относительно недорогих материалов на основе железного порошка, которые способны заменить изготавливаемые в настоящее время втулки подшипников скольжения из дорогостоящих цветных металлов и сплавов, а также возможность изготовления втулок подшипников скольжения непосредственно на ремонтных предприятиях при ремонте техники. Технической задачей настоящего изобретения является осуществление одновременного спекания порошковой композиции на основе железного порошка и формирование ее во втулку.
Настоящая задача решается тем, что способ изготовления втулок подшипников скольжения заключается в электроконтактном спекании между роликом-электродом и матрицей порошковых композиций на основе железного порошка с получением ленты, воздействие на выходящую из-под ролика электрода спеченную ленту магнитным полем напряженностью (346,4-580,6)×10-3 Тл, отделение ее от поверхности матрицы, направление по поверхности ролика-электрода и замыкание во втулку.
Устройство для изготовления втулок подшипников скольжения по данному способу из порошковых композиций содержит матрицу, выполненную из высоко электро- и теплопроводного материала, ролик-электрод, закрепленный на приводном валу, установленный в матрице и контактирующий с ней посредством прижимного устройства, контактно-сварочный трансформатор и электромагнитный направитель спеченной ленты для формирования ее во втулку, выполненный из магнитомягкой стали, установленный со свободной стороны ролика-электрода, при этом величина зазора между направителем и спекаемой втулкой составляет 0,9-1,2 толщины спекаемой ленты.
На фиг.1 показана схема установки для электроконтактного спекания. На фиг.2 показана схема процесса электроконтактного спекания втулки.
Разработанный способ осуществляется на установке, которая состоит из матрицы 1, к которой с внутренней стороны при помощи прижимного устройства 2 прижат ролик-электрод 3, со свободной стороны ролика-электрода установлен с зазором электромагнитный направитель спеченной ленты 4, выполненный из магнитомягкого материала (например, из меди), матрица 1 и ролик-электрод 3 через токопроводы 5 соединены с контактно-сварочным трансформатором 6. Вращение матрицы и ролика электрода осуществляется посредством совмещенного привода 7. Все узлы установлены на раме 8, на которой также установлен блок управления 9. Величина зазора между направителем и спекаемой втулкой составляет 0,9-1,2 толщины спекаемой ленты.
Данная установка позволяет получать втулки подшипников скольжения электроконтактным спеканием порошковых композиций на основе железного порошка различного диаметра за счет замены быстросъемного ролика-электрода. Также возможно базирование данной установки на токарно-винторезном станке, при этом на токарно-винторезный станок устанавливается ходоуменьшитель и трансформатор 6, на переднюю бабку устанавливается матрица 1, а на суппорте вместо резцедержателя устанавливается ролик-электрод 3 и механизм поджатия ролика-электрода 2.
Работа установки осуществляется следующим образом. Ролик-электрод 3 вводится внутрь матрицы и прижимается к внутренней поверхности посредством механизма прижатия ролика электрода. В зазор между роликом-электродом 3 и матрицей 1 подается порошковая композиция. Над свободной стороной ролика-электрода 3 устанавливается электромагнитный направитель спеченной ленты 4 (фиг.2). Включается привод матрицы и ролика-электрода и одновременно включается подача электрического тока. После осуществления процесса спекания втулки подшипника скольжения операции выполняются в обратной последовательности, втулка снимается с ролика-электрода.
Пример 1. Диаметр ролика-электрода 45 мм, ширина рабочей поверхности ролика-электрода 30 мм, внутренний диаметр матрицы 110 мм. Рабочее напряжение Up=1,7 В. При таком значении рабочего напряжения напряженность электромагнитного поля составляет 346,4×10-3 Тл, спекаемая лента отделяется от поверхности матрицы и замыкается во втулку.
При меньшем значении рабочего напряжения наблюдается неполное спекание ленты по ширине, и спекаемая лента получается с "рыхлыми" неспеченными краями, а также не происходит отделения ленты от внутренней поверхности матрицы.
Пример 2. Диаметр ролика-электрода 45 мм, ширина рабочей поверхности ролика-электрода 30 мм, внутренний диаметр матрицы 110 мм. Рабочее напряжение Up=2,9 В. При таком значении рабочего напряжения напряженность электромагнитного поля составляет 580,6×10-3 Тл, спекаемая лента отделяется от поверхности матрицы и замыкается во втулку.
При большем значении рабочего напряжения наблюдается плавление отдельных участков спекаемой ленты, а также не происходит отделения ленты от внутренней поверхности матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| Антифрикционный композиционный материал на основе железа | 2023 |
|
RU2811315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ БЕСПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2000 |
|
RU2199601C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗУБКОВ ВООРУЖЕНИЯ КАЛИБРАТОРА СТВОЛОВ СКВАЖИН | 2015 |
|
RU2592589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| ШИХТА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАПЕКАНИЯ | 2002 |
|
RU2208661C1 |
| ШИХТА ДЛЯ АНТИФРИКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЯ И СПЕЧЕННЫЙ АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ, ПОЛУЧЕННЫЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2359051C2 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2013 |
|
RU2543121C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2035278C1 |
| Шихта для электроконтактного нанесения покрытий | 1990 |
|
SU1788066A1 |

Изобретение относится к области порошковой металлургии, в частности к способам получения деталей из порошковых материалов, и может применяться при изготовлении втулок подшипников скольжения. Порошковые композиции на основе железного порошка спекают между матрицей 1, выполненной из высоко электро- и теплопроводного материала, и роликом-электродом 3. На выходящую из-под ролика-электрода 3 спеченную ленту воздействуют магнитным полем напряженностью (346,4-580,6)×10-3 Тл. Затем ленту отделяют от поверхности матрицы 1, направляют по поверхности ролика-электрода 3 посредством электромагнитного направителя 4 и замыкают ее во втулку. Направитель 4 выполнен из магнитомягкой стали и установлен со свободной стороны ролика-электрода 3. Величина зазора между направителем 4 и спекаемой втулкой составляет 0,9-1,2 толщины спекаемой ленты. Изобретение позволяет осуществлять одновременное спекание порошковой композиции и формирование ее во втулку непосредственно на ремонтных предприятиях при ремонте техники. 2 н.п. ф-лы, 2 ил.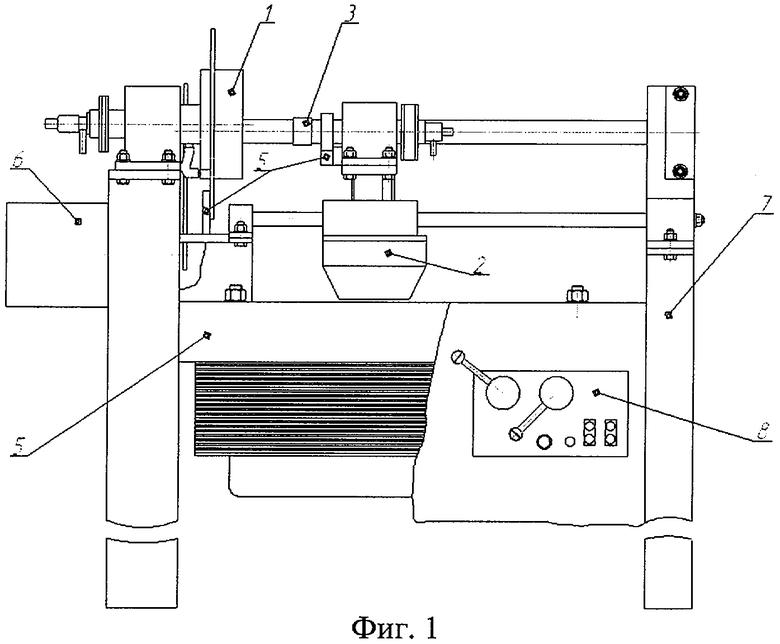
| Устройство для формования колец из порошковых материалов | 1982 |
|
SU1072998A1 |
| Линия изготовления изделий из металлического порошка | 1991 |
|
SU1813586A1 |
| Способ электроконтактной наварки порошковых материалов на поверхность отверстия в детали | 1990 |
|
SU1818184A1 |
| Способ получения покрытий из металлических порошков | 1988 |
|
SU1694353A1 |
| US 6086257 А, 11.07.2000. | |||

