сл
с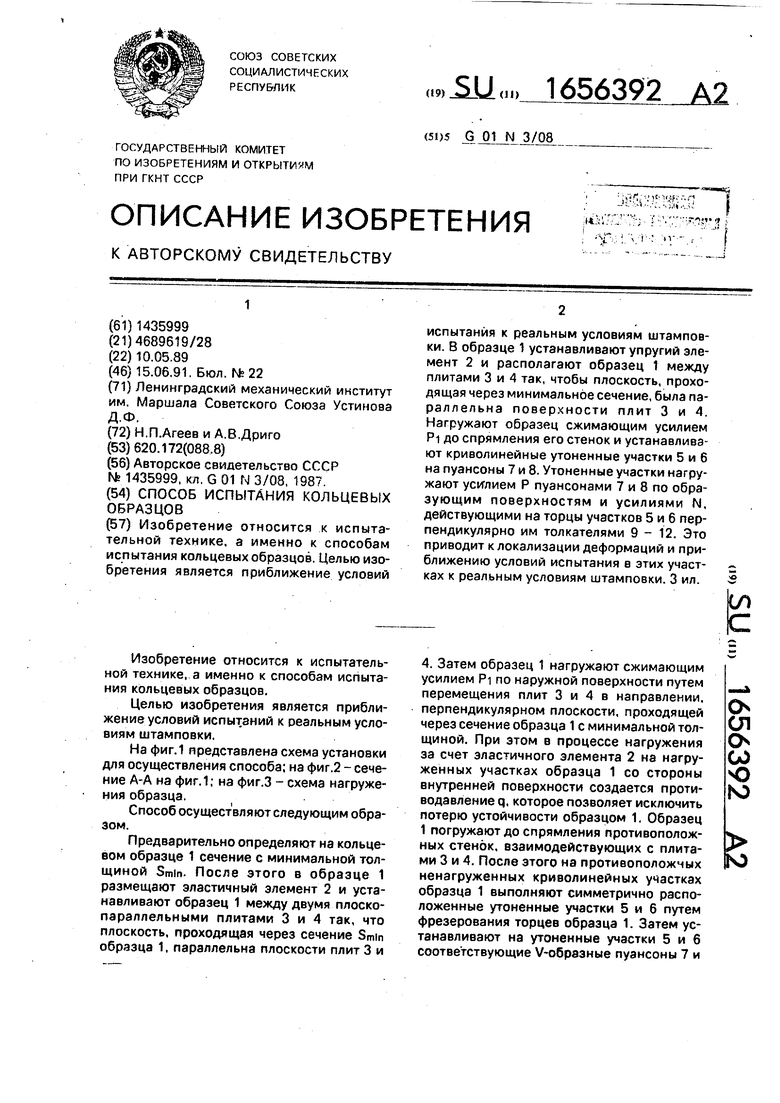
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания кольцевых образцов | 1987 |
|
SU1435999A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
| Способ оценки штампуемости листового металла при обтяжке | 1990 |
|
SU1796317A1 |
| Способ испытания материалов на пластичность | 1989 |
|
SU1719965A1 |
| Способ определения удельной энергии механического разрушения льда | 2016 |
|
RU2640452C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2134872C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПУАССОНА ГОРНЫХ ПОРОД | 2010 |
|
RU2447284C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ упрочнения металлических изделий поверхностным пластическим деформированием | 2024 |
|
RU2832500C1 |
Изобретение относится к испытательной технике, а именно к способам испытания кольцевых образцов. Целью изобретения является приближение условий испытания к реальным условиям штамповки. В образце 1 устанавливают упругий элемент 2 и располагают образец 1 между плитами 3 и 4 так, чтобы плоскость, проходящая через минимальное сечение, была па- раллельна поверхности плит 3 и 4. Нагружают образец сжимающим усилием PI до спрямления его стенок и устанавливают криволинейные утоненные участки 5 и 6 на пуансоны 7 и 8. Утоненные участки нагружают усилием Р пуансонами 7 и 8 по образующим поверхностям и усилиями N, действующими на торцы участков 5 и 6 перпендикулярно им толкателями 9-12. Это приводит к локализации деформаций и приближению условий испытания в этих участках к реальным условиям штамповки. 3 ил.
Изобретение относится к испытательной технике, а именно к способам испытания кольцевых образцов.
Целью изобретения является приближение условий испытаний к реальным условиям штамповки.
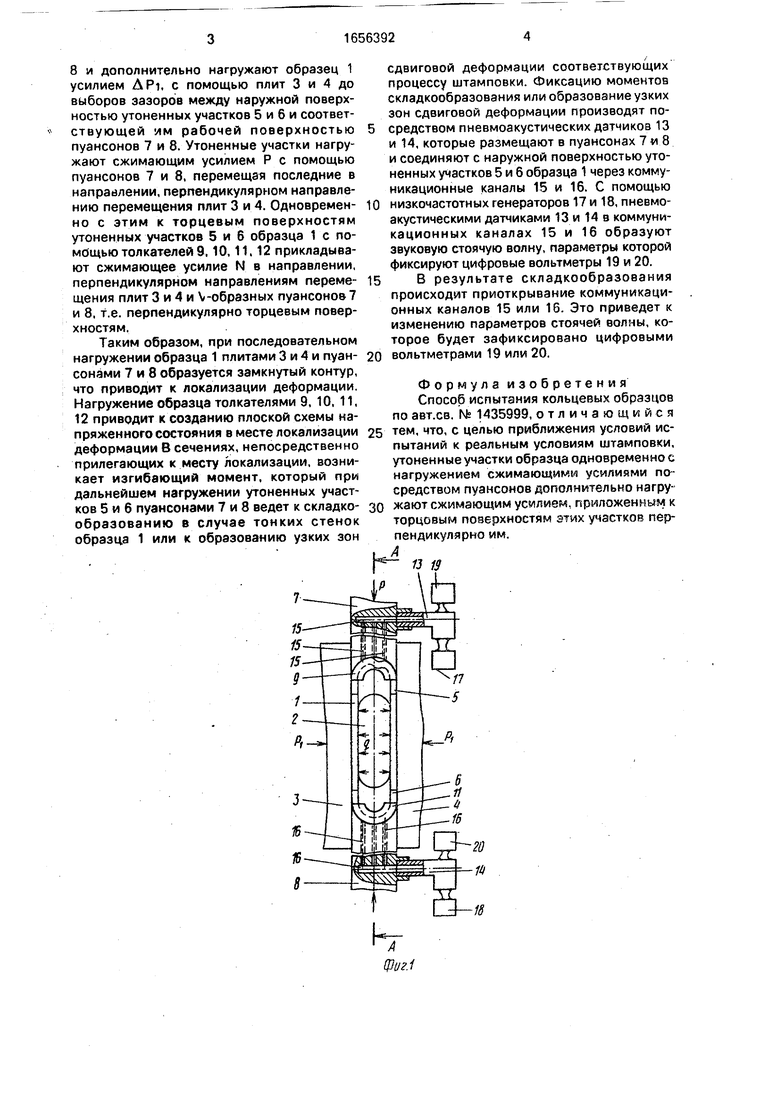
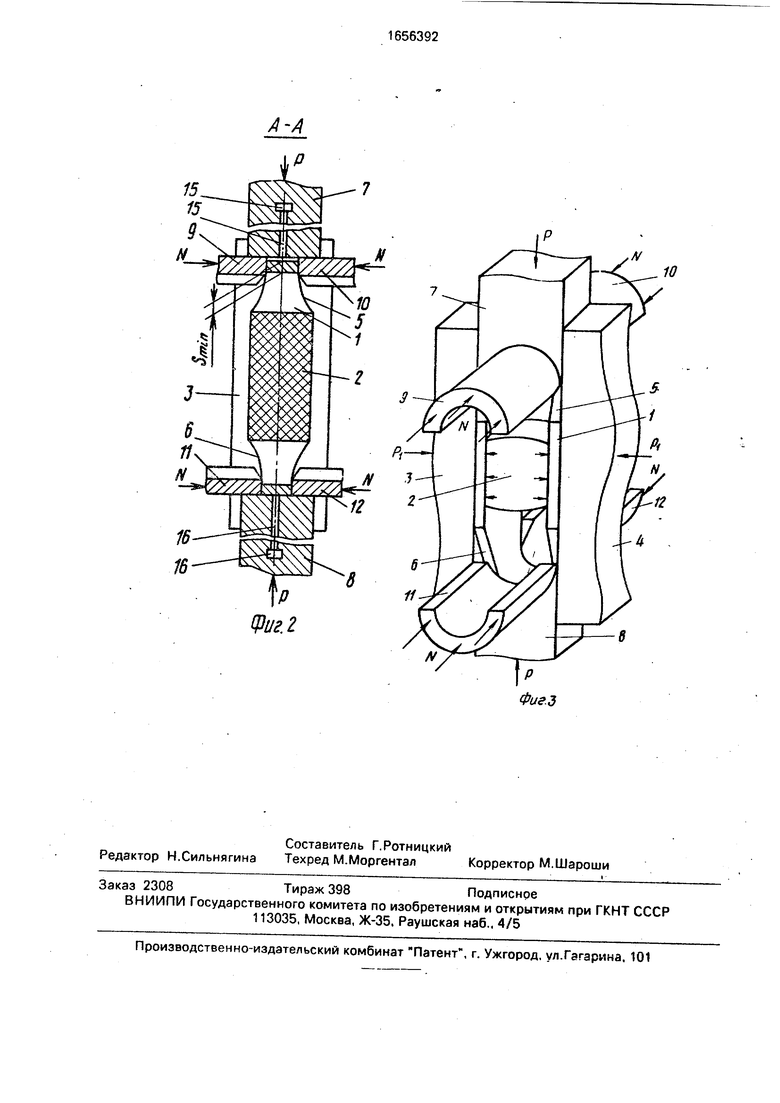
На фиг.1 представлена схема установки для осуществления способа; на фиг.2 - сечение А-А на фиг.1; на фиг.З - схема нагруже- ния образца.
Способ осуществляют следующим образом.
Предварительно определяют на кольцевом образце 1 сечение с минимальной толщиной Smin. После этого в образце 1 размещают эластичный элемент 2 и устанавливают образец 1 между двумя плоскопараллельными плитами 3 и 4 так, что плоскость, проходящая через сечение Smin образца 1, параллельна плоскости плит 3 и
О
ел о
00
ю ю
NJ
8 и дополнительно нагружают образец 1 усилием APi, с помощью плит 3 и 4 до выборов зазоров между наружной поверхностью утоненных участков 5 и 6 и соответствующей им рабочей поверхностью пуансонов 7 и 8. Утоненные участки нагружают сжимающим усилием Р с помощью пуансонов 7 и 8, перемещая последние в направлении, перпендикулярном направлению перемещения плит 3 и 4. Одновремен- но с этим к торцевым поверхностям утоненных участков 5 и б образца 1 с помощью толкателей 9, 10,11.12 прикладывают сжимающее усилие N в направлении, перпендикулярном направлениям переме- щения плит 3 и 4 и V-образных пуансонов и 8. т.е. перпендикулярно торцевым поверхностям.
Таким образом, при последовательном нагружении образца 1 плитами 3 и 4 и пуан- сонами 7 и 8 образуется замкнутый контур, что приводит к локализации деформации. Нагружение образца толкателями 9, 10, 11, 12 приводит к созданию плоской схемы напряженного состояния в месте локализации деформации В сечениях, непосредственно прилегающих к месту локализации, возникает изгибающий момент, который при дальнейшем нагружении утоненных участков 5 и б пуансонами 7 и 8 ведет к складко- образованию в случае тонких стенок образца 1 или к образованию узких зон
сдвиговой деформации соответствующих процессу штамповки. Фиксацию моментов складкообразования или образование узких зон сдвиговой деформации производят посредством пневмоакустических датчиков 13 и 14, которые размещают в пуансонах 7 и 8 и соединяют с наружной поверхностью утоненных участков 5 и 6 образца 1 через коммуникационные каналы 15 и 16. С помощью низкочастотных генераторов 17 и 18, пневмо- акустическими датчиками 13 и 14 в коммуникационных каналах 15 и 16 образуют звуковую стоячую волну, параметры которой фиксируют цифровые вольтметры 19 и 20.
В результате складкообразования происходит приоткрывание коммуникационных каналов 15 или 16. Это приведет к изменению параметров стоячей волны, которое будет зафиксировано цифровыми вольтметрами 19 или 20.
Формула изобретения Способ испытания кольцевых образцов по авт.св. Ms 1435999, отличающийся тем, что, с целью приближения условий испытаний к реальным условиям штамповки, утоненные участки образца одновременно с нагружением сжимающими усилиями па- средством пуансонов дополнительно нагружают сжимающим усилием, приложенным к торцовым поверхностям этих участков перпендикулярно им.
№
N
| Способ испытания кольцевых образцов | 1987 |
|
SU1435999A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
