Известны способы абразивной обработки изделий ферромагнитным порошком, контактирующим с обрабатываемой поверхностью вращающегося изделия, помещенного в магннтном поле.
Предлагаемый способ отличается от известных тем, что изделие помещают в пульсирующем магнитном ноле, создаваемом катушками с сердечниками. Таким образом частицам ферромагнитного порошка сообщается колебательное движение относительно обрабатываемой поверхности, что ускоряет процесс абразивного резания.
Способ отличается также тем, что катушки с сердечниками устанавлн вают с обеих сторон, обрабатываемого вращающегося изделия, а изделию сообщают осциллирующее движение вдоль его оси.
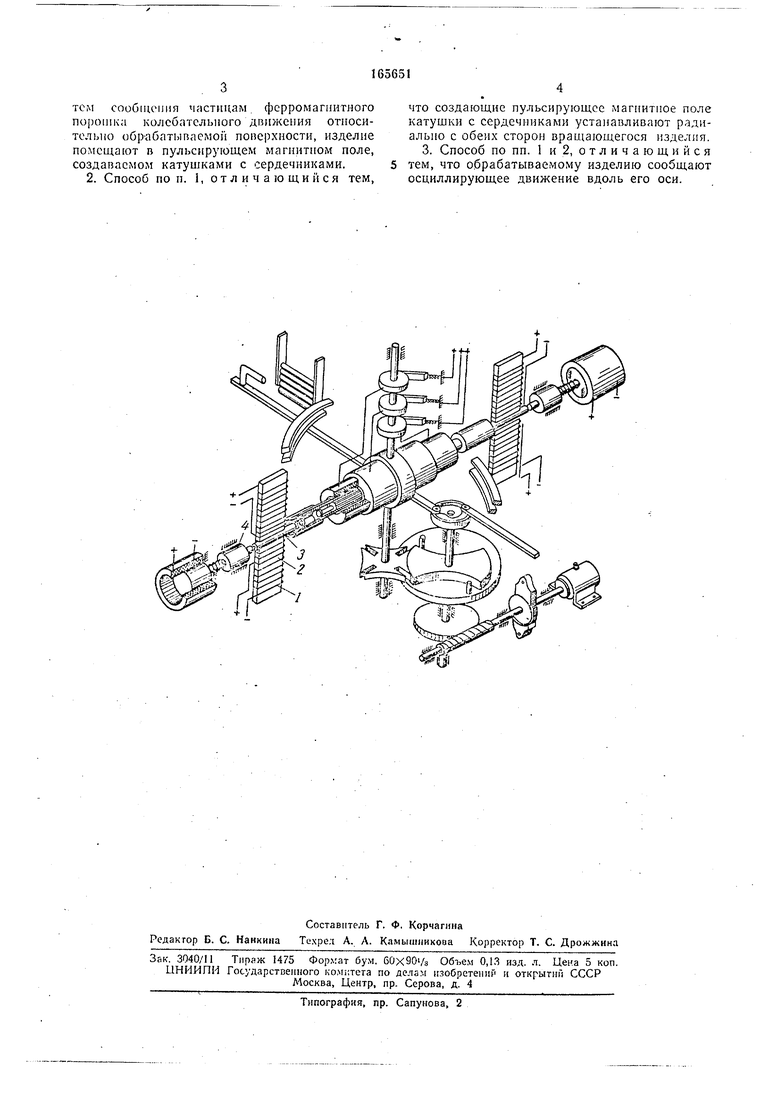
На чертеже изображена кинематическая схема станка для абразивной обработки изделий.
Катушки / с сердечниками 2 устанавливают радиально с обеих сторон вращающегося изделия 3 с зазором и подключают их к вынрямителю. При прохождении через них тока болыноп силы создается пульсирующее магllит Ioe поле. Полюсы выбраны так, что магнитно-силовые линии пронизывают обрабагыпаемое изделие 3, кестко закрепляемое с стороны в цанге (на чертеже ие показана), а с другой - в цанге или центре 4. Изделию сообщается быстрое вращательное движение вокруг оси и осциллирующее вдоль оси. В зазоры между изделием и сердечниками подается ферромагнитный порошок. Ферромагнитные частицы получают электрический заряд. При соприкосновении их с деталью возникают микрозаряды, которые значительно облегчают съем металла. Имеет
место также -абразивное воздействие ферромагнитных частиц на новерхность изделия.
Ферромагнитные частицы ориентируются в магнитном поле по магнитно-силовым линням своей наибольшей осью. Следовательно, к детали и сердечнику обращены наиболее острые кромки. При. затуплении режущих кромок о деталь ферромагнитные частицы переориентируются, снова обращаясь наиболее
острой кромкой к детали.
Предмет изобретения
I. Способ абразивной обработки изделии ферромагнитным порошком, приводимым н контакт с обрабатываемой поверхностью вращающегося изделия, помещенного в магнитном поле, отличающийся тем, что, с цетем сообщения частицам, ферромагнитного порошка колебательного движения относительно обр-абатьшаемой ноперхности, изделие помещают в пульсирующем магнитном поле, создаваемом катушками с сердечниками. 2. Способ по п. 1, отличающийся тем,
что создающие пульсирующее магнитное поле
катущки с сердечниками устанавливают радиально с обеих сторон вращающегося нзделия.
3. Способ по пп. 1 и 2, о т л и ч а ю щ и и с я
тем, что обрабатываемому изделию сообщают
осциллирующее движение вдоль его оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОАБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1971 |
|
SU319454A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| Устройство для магнитно-абразивной очистки внутренних поверхностей труб из немагнитопроводного материала | 1978 |
|
SU716648A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДИЭЛЕКТРИЧЕСКИХМАТЕРИАЛОВ | 1969 |
|
SU241256A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Устройство для магнитно-абразивной обработки внутренних поверхностей труб | 1977 |
|
SU738693A1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Устройство для объемной полировки | 1977 |
|
SU1071411A1 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |