1 1
Изобретение относится к абразивной обработке в магнитном поле и может быфь использовано при обработке изделий типа тел вращения.
Известен полюсный наконечник для электромагнитных систем, выполненный в виде собранных в пакет ферромагнитных проволок, отдельно переставляемых и фиксируемых относительно друг друга для формирования рабочей поверхности полюсного наконечника в Соответствии с профилем обрабатываемой поверхности .
Недостатком такого полюсного наконечника при использовании в устройствах для абразивной обработки в магнитном поле является необходимость в ферромагнитном порошке, без которого невозможна обработка. В процессе работы устройства.порошок разрушается, его отходы загрязняют обрабатываемую поверхность и устройство. Требуется их дополнительная очистка.
Наиболее близким к изобретению является устройство для абразивной обработки в магнитном поле поверхностей изделий, связанных с приводом вращения и расположенных между сменньми полюсными наконечниками, закрепленньми на сердечниках электромагнитов, установленных с возможностью рабочего и установочного перемещеНИИ .
Однако, при обработке деталей на этом устройстве также требуется ферромагнитный абразивный порошок, а кроме того, для обработки изделий различных диаметров необходима переналадка полюсных наконечников.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения возможности обработки деталей различной конфигурации без переналадки устройства.
Поставленная цель достигается тем что в устройстве для абразивной обработки в магнитном поле поверхностей изделий, связанных с приводом вращения и расположенных между сме.нными рабочими элементами, закрепленными на сердечниках электромагнитов, установленных с возможностью рабочего и установочного перемещений, сменные рабочие элементы выполнены в виде собранных в пакеты гибких волокон из магнитного материала с нанесенным на них слоем абразивного порошка, причем в каждом пакете гибкие волок6235
на диаметром 0,1-0,2 мм расположены с зазором 0,01-0,1 мм и зафиксированы с одной стороны, а пакеты установлены на сердечниках со смещением в 5 противоположные стороны от плоскости симметрии сердечников, проходящей через ось вращения привода.
Выполнение гибких волокон из магнитного материала обеспечивает намаг9ничивание их полем электромагнитов
и расположение вдоль магнитных силовых линий с натяжением под воздействием магнитной силы:
F -lMV В , (1) 5 где I - длина волокна;
М - намагниченность материала волокна;
V - скорость перемещения пакета волокон в магнитном поле;
0В - магнитное поле, создаваемое
электромагнитами.
Сборка пакета посредством жесткого закрепления волокон с одной стороны с зазором 0,01-0,1 мм между ними позволяет сформировать щетку, между волокнами которой просыпается снимаемая с обрабатываемой поверхности стружка, что предотвращает пакет гибких волокон от засаливания.
Выполнение волокон диаметром 0,1300,2 мм обеспечивает эластичность щетки. Применение волокон диаметром менее 0,1 мм не обеспечивает прочности щетки, а диаметр более 0,2 мм не обеспечивает гибкости.
ЛС
Установка пакетов относительно оси изделия со смещением, направление которого должно совпадать с направлением вращения обрабатываемого изделия, предотвращает сминание и
поломку гибких волокон. При этом ось пакета следует устанавливать относительно оси изделия с эксцентрисите. d d , том g s Л
5 детали. Выбор величины эксцентриситеd
та е -т- обеспечивает отсутствие
волокон в зоне входа изделия в рабочий зазор. Выбор минимальной величи50. d ,
ны эксцентриситета е -г- обусловлен тем, что при меньшей его величине не обеспечивается достаточная ширина щетки.
5$ Нанесение на волокна из магнитного материала абразивного порошка, например шлифпорошка из синтетических алмазов, позволяет производить
3
съем металла с обрабатываемой поверхности посредством жестко закрепленных абразивных зерен на эластичной основе, что обеспечивает качество обрабатываемой поверхности, аналогичное качеству поверхности, сформированной бесконечными алмазными лентами на каучукосодержащих связках При этом возможно обрабатывать с одной установки изделия сложного профиля и реализовать все известные преимущества традиционного метода магнитно-абразивной обработки.
На фиг. показано устройство, общий вид; на фиг.2 - то же, вид сверху.
Устройство содержит электромагнитные катушки 1, надетые на сердечники 2, подвижные в направлении рабочей подачи, расположенные по обе стороны обрабатываемого изделия 3 и соединенные с механизмом привода,4 осциллирующего движения. Обрабатываемое изделие установлено, например, в центрах 5 и соединено с приводом вращательного движения. Пакеты 6 гибких волокон 7 из магнитного материала с нанесенным на них слоем абразивного порошка закреплены пластинами 8 и установлены посредством планшайбы 9 на торцах сердечников.
Устройство работает следующим образом.
Пакеты 6 гибких волокон 7 из магнитного материала с нанесенным на ни слоем абразивного порошка жестко закрепляют с одной стороны пластинами 8 и устанавливают при помощи планшай;бы 9 на торцах сердечников 2, так чтобы их центральная ось была смеще на относительно оси обрабатываемого изделия на величину эксцентриситета е в направлении, совпадающем с направлением вращения обрабатываемого изделия Зг Обрабатываемое изделие 3 устанавливают в центрах 5. Регулируют положение свободной стороны пакета 6 гибких волокон 7 относительно обрабатываемой поверхности изделия 3 так, чтобы между ними не было зазора. На катушки 1 электромагнитов подают выпрямленный электрический
6235
ток такой величины, которая создаёт магнитное поле 0,5-1,2 Т у поверхности обрабатываемого изделия и в зоне расположения гибких волокон. , Включают привод вращения обрабатываемого изделия и привод 4 осцилляции.
Волокна располагаются по магнитным силовым линиям, образуя эластичную щетку, жесткость которой регулиQ руется изменением величины магнитного поля. Зерна абразивного порошка, нанесенного на волокна, прижимаются к обрабатываемой поверхности под воздействием магнитной силы,
расс Гитываемой по формуле (1), и производят съем металла. / Использование предлагаемого устройства обеспечивает возможность обработки без переналадки изделий, максимальные диаметры которых располо0жены в следующих диапазонах: 10 3.0 мм, 30 - 40 мм, 40 - 60 мм, 60 - 80 мм и т.д., в то время как при обработке на известном устройстве для обработки изделий различных диаметров требуются соответствующие полюсные наконечники с конкрет. ными размерами рабочей поверхности.
. Величина параметра R, при обработке втулок 9 75 мм из стали ШХ15 на известном устройстве в течение 60 с составляет 0,08 мкм, а при обработке э-глх же деталей на предлагаемом устройстве - 0,04 мкм, при этом отсутствует загрязнение обрабатываемой поверхности и рабочей зоны.
Таким образом, предлагаемое устройство позволяет обрабатывать с одной установки изделия сложного профиля и обеспечивает стабильность
Я во времени параметров качества обрабатываемой поверхности, так как не происходит интенсивного разруше- НИН абразивного обрабатывающего материала, который в отличие от ферромагнитного абразивного порошка не является режущим инструментом одноразового использования, а стойкость пакета волокон с нанесенным на них абразивным порошком соответствует стойкости алмазных кругов на металлической связке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения ферромагнитных покрытий | 1974 |
|
SU490623A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для магнитно-абразивной обработки | 1974 |
|
SU495190A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Способ полирования изделий | 1975 |
|
SU722740A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ магнитно-абразивной обработки внутренних поверхностей немагнитных трубчатых изделий | 1988 |
|
SU1627383A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |

УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ В МАГНИТНОМ ПОЛЕ поверхностей изделий, связанных с приводом вращения и расположенных между сменными рабочими элементами, закрепленными на сердечниках электромагнитов, установленных с возможностью рабочего и установочного перемещений, о тличающееся тем, что, с целью расширения технологических возможностей путем обеспечения обработки деталей различной конфигурации без переналадки устройства, сменные рабочие элементы выполнены в виде собранных в пакеты гибких волокон из магнитного материала с нанесенным на них слоем абразивного порошка, причем в каждом пакете ги-бкие волокна диаметром 0,1-0,2 мм расположены с зазором 0,01-0,1 мм и зафиксироваS ны с одной стороны а пакеты установлены на сердечниках со смещением в противоположные стороны от плоскости симметрии сердечников, проходящей через ось вращения привода. СО О со О1 D Фаг. / П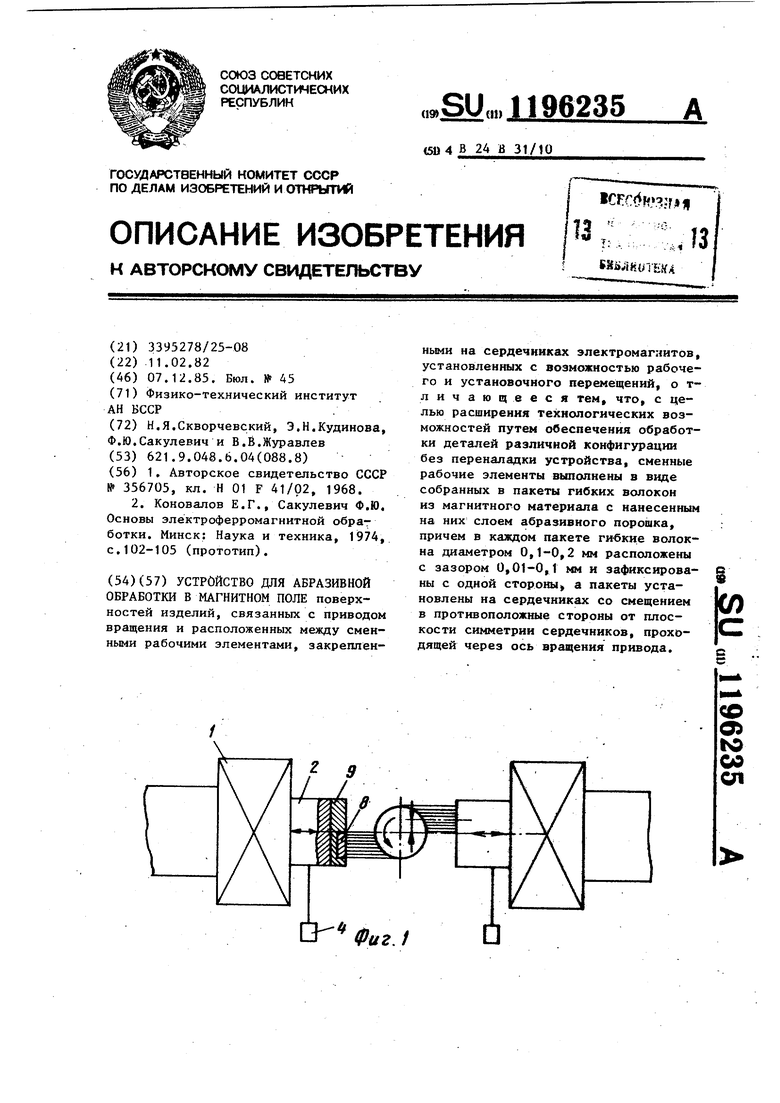
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Коновалов Е.Г., Сакулевич Ф.Ю, Основы элёктроферромагнитной обраг ботки | |||
| Минск: Наука и техника, 1974, с.102-105 (прототип). | |||
