Изобретение относится к машиностроению и может быть использовано в авиационной, автомобильной и других отраслях народного хозяйства при чистовой обработке поверхностей изделий в магнитном поле с использованием п качестве режущего инструмента ферромагнитного порошка.
Известно усгройство для объемной полировки ферромагнитными порошками в магнитном ноле изделий, пол ещенных в круговую рабочую зону, созданную электромагнитной системой,включающее механизмы, приводящие изделия во вращение вокруг собственной оси, оси круговой рабочей зоны, и осциллирующее движепие 1.
К недостаткам известного устройства относятся невысокие производительность и качестг,о обрабатываемой поверхности. Кроме того, известное устройство характеризуется сложностью конструкции из-за на,л1чия различных приводов вращения и ()с; 111„1„1 я ци и и 3 дел и и.
Целью изобретения является повышение ,п)|)1зводнтельности и качества полироа упрон1. констнио надежности ее работы. це;1ь достигается те.м, что ирующего движения издешиинделе каждой рабочей :,пе:1 в виде профильного злемного с возможностью атричным роликом, причем овлеи с возможностью пе;. оси вращения, при этом ;;ii:iaii с радиусом линии обкулачку следующим соотно
г ч п
1ЛС г - - ра.аиус лин.п ооката ролика по кула ч к ; г - радиус ролика;
1,23...;
1 - 1,2,3..., причем m fe п. На фиг. 1 приведена кинематическая схема устройства; на фиг.2 - кинематическая схема механизма осциллирующего дви жения; на фиг. 3 - траектория движения точки С оси вращершя эксцентричного ролика; на фиг. 4 - кинематическая схе.ма привода шпинделей.
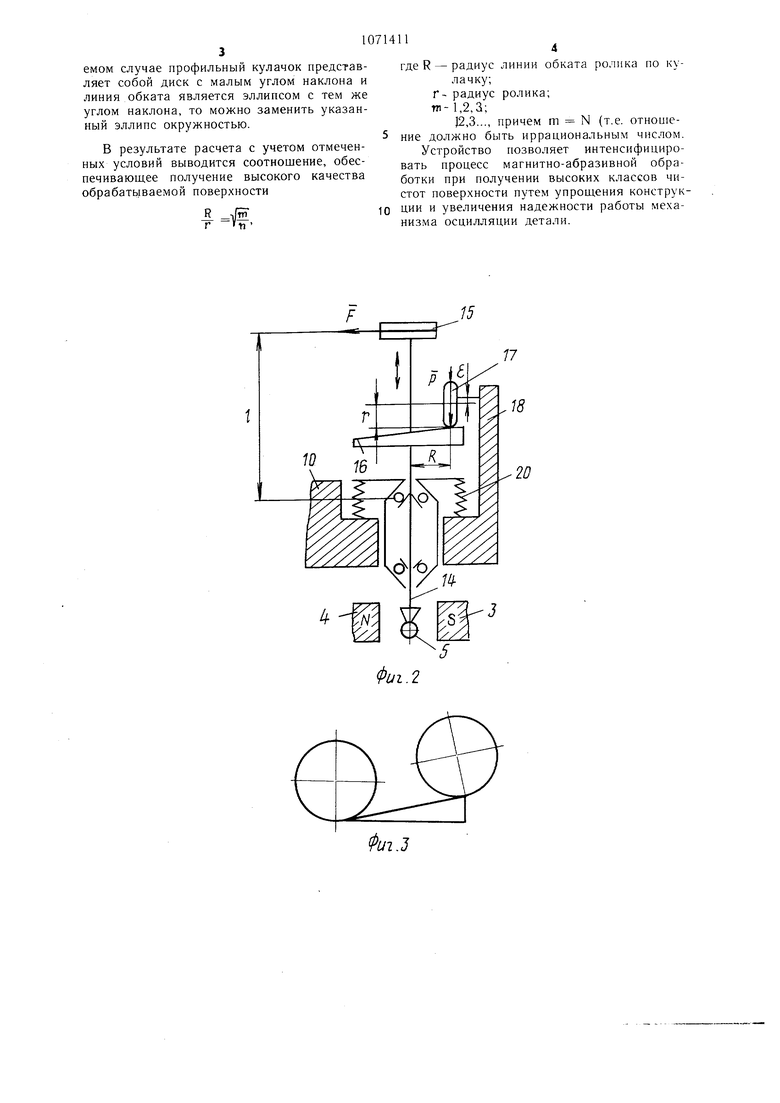
На станине 1 установлена кольцевая магнитная система 2 с полюснььми наконечниками 3 и 4, между которыми помещают обрабатываемые поверхности изделия 5. Механизм обкаточного движения изделий состоит из центрального вала 6, верхний конец которого соединен с электродвигателем 7 через зубчатые шестерни 8 и 9, а нижний - с ротором 10. Механизм вращения изделий 5 вокруг собственной оси содержит кинематически связанные с электродвигателе.м 11 ведущий шкив 12, отклоняющие шкивы 13 ременной передачи и закрепленный на оси шпинделя 14 ведомый шкив 15. Механизм
осцилляции состоит из профильного кулачка 16, жестко установленного на валу шпинделя 14, и установленного на роторе 10 эксцентричного ролика 17, ось 18 которого перпендикулярна оси шпинделя 14, корпус шпинделя 19 установлен в роторе 10 с возможностью продольного перемещения, при этом пружины 20, установленные в корпусе шпинделя 19, обеспечивают кинематическое замыкание механизма.
Обрабатываемые изделия 5 закрепляются в шпинделях 14 и опускаются в рабочий зазор между полюсными наконечниками 3 и 4 электромагнитной системы 2,в рабочий зазор засыпается порция ферро.магнитного порошка и подается напряжение на электромагнитную катушку. Затем включается электродвигатель 11, сообщающий изделию 5 вращение вокруг своей оси и осциллирующее движение. Вращение вокруг своей оси передается изделиям 5 от электродвигателя 11 через шкивы 12 и 15 ременной передачи. Вращение вокруг оси кольцевой магнитной системы сообщается от электродвигателя 7 через зубчатые шестерни 8 и 9, центральный вал 6 и ротор 10. Осциллирующее движение изделие 5 получает от электродвигателя 11 через шкивы 12 и 15 и подпружиненный корпус шпинделя 19, на котором установлен профильный кулачок 16, кине.матически связанный с эксцентрично установленным роликом 17. При вращении шпинделя 14 профильный кулачок 16 обкатывается по установленно.му с эксцентриситетом ролику 17 и приводит подпружиненный корпус шпинделя 19 в колебательное движение с амплитудой, зависящей от эксцентриситета ролика 17 и профиля кулачка 16. Частота и амплитуда осциллирующего движения могут регулироваться за счет изменения профиля и размеров кулачка и эксцентрикового ролика. Качество .магнитно-абразивного полирования зависит от того, насколько равно,м,ерно следы контакта инстру.мента (магнитноабразивного порошка) распределяются на гговерхности изделия. В случае неравномерности распределения этих следов получаются .местные выработки.
Условием качественного полирова шя является неповторяемость следов обрабатываюшего ийструмента на обрабатываемой поверхности. Оно зависит от соотношения скоростей вращения и осцилляции изделия,
а также от амплитуды осцилляции. В предлагаемом устройстве амплитуда осцилляции зависит от эксцентриситета ролика и угла подъема кулачка, причем поскольку эксцентричный ролик катится по профильной поверхности кулачка,то в обще.м случае в расчете должно участвовать отношение длины линии (контакта) эксцентричного ролика с кулачком и окруж юсти эксцентричного ролика. Так как в расс.матриваемом случае профильный кулачок представляет собой диск с малым углом наклона и линия обката является эллипсом с тем же углом наклона, то можно заменить указанный эллипс окружностью.
В результате расчета с учетом отмеченных условий выводится соотношение, обеспечивающее получение высокого качества обрабатываемой поверхности
А г п
где R - радиус линии обката ролика по кулачку;
Г- радиус ролика; тп- 1,2,3;
12,3..., причем m N (т.е. OTHouieние должно быть иррациональным числом. Устройство позволяет интенсифицировать процесс магнитно-абразивной обработки при получении высоких классов чистот поверхности путем упрощения конструкции и увеличения надежности работы механизма осцилляции детали.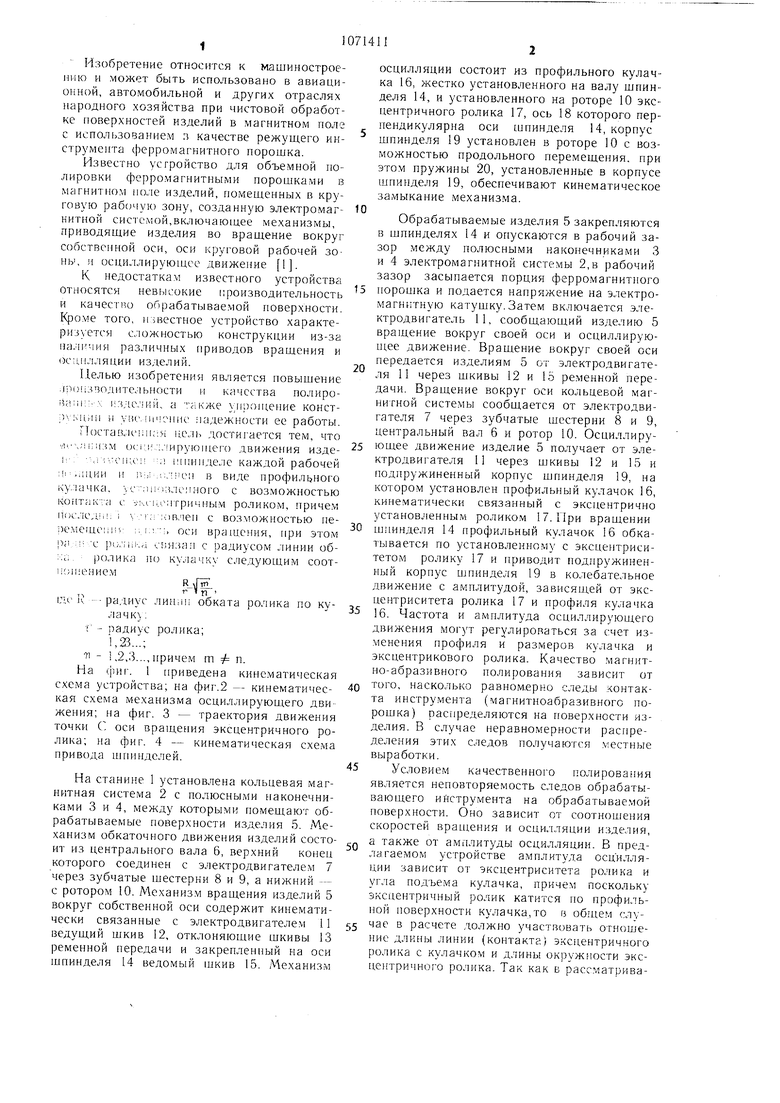
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной полировки | 1978 |
|
SU1240554A2 |
| Способ хонингования отверстий | 1988 |
|
SU1705043A1 |
| Устройство для доводки плоских кольцевых поверхностей клиновых задвижек | 1990 |
|
SU1743836A1 |
| Устройство для чистовой обработки отверстий малого диаметра | 1986 |
|
SU1479261A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Устройство для шлифования алмазной иглы | 1974 |
|
SU511190A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1987 |
|
SU1487335A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
УСТРОЙСТВО ДЛЯ ОБЪЕМНОЙ ПОЛИРОВКИ ферромагнитными порошками в магнитном поле, изделий, помещенных в круговую рабочую зону, созданную электромагнитной системой, включающее механизмы, приводящие изделия во вращение вокруг собственной оси, оси круговой рабочей зоны и в осщйдлирующее движение. отличающееся тем, что, с целью повыщения производительности и качества обработки, механизм осциллирующего движения изделий размещен на шпинделе каждой рабочей позиции и выполнен в виде профильного кулачка, установленного с возможностью контакта с эксцентричным роликом, при этом радиус ролика связан с радиусом линии обката ролика по кулачку следующим соотношением R -.ГпГ 7Г где R - радиус линии обката ролика по кулачку; радиус ролика; т- 1,2,3...; г - 1,2,3..., причем m п. (Л
Фаг.2
Фи1.:5 Т 12
Риг. «
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU403537A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
