Известны машины для пакетирования и обвязки проволокой пачек металла в трех-четырех местах.
Известны также машины для обвязкн проката с одновременным навешиванием бирки. Такие машины содержат двухвитковую проводку, привод и вязально-режущий механизм.
Предлагаемая машина отличается тем. что в одном из каналов двухвитковой проводки располол епы реверсивно-подающие ролики, а концы проволоки зажимаются двумя рычагами молоткообразной формы, приводимыми от пневмодилиндров. Это обеспечивает падежную подачу и утяжку обвязочной проволоки.
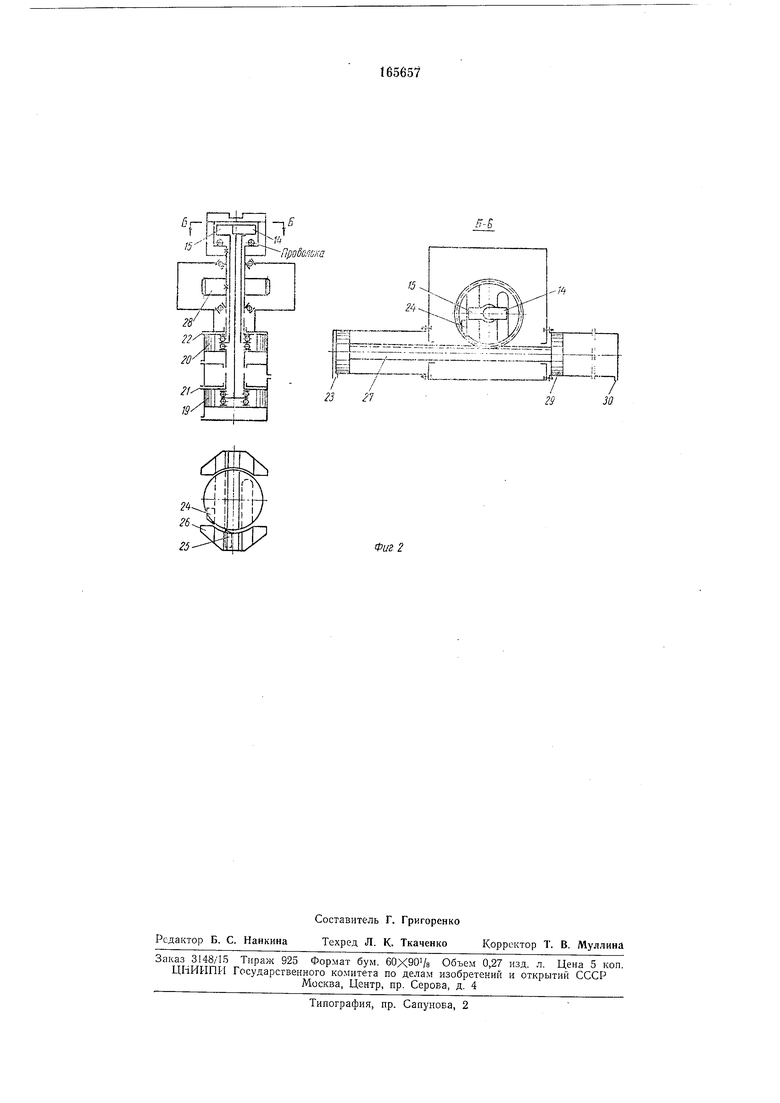
На фиг. 1 изображена кинематическая схема предлагаемой машины; на фиг. 2 - вязально-режущая головка.
Пачка подлежашего пакетиоованию проката подается мостовым краном на дно кармана, где установлены четыре машины для обеснечения требуемого расстояния между обвязками.
Бунт обвязочной проволоки находится на приспособлепии /, которое снабжено тормозом 2, предотвращаюш,им распускание проволоки в бунте при остановке подаюшего механизма. Проволока из бунта приводными роликами 3 подается но первому каналу 4 двухвитшвой проводки, к приводным роликам 3 проволока прижимается холостыми роликами 5 и пружиной б через рычажную систему. Ролики приводятся во враш,еыие от электродвигателя 7 через редуктор и паразитную шестерню. В конце нервого витка проволоки включаются ппевмоцилиндры 5 н при помощи механизма 9 вводят холостые ролики 10 в обводную проводку. Эти ролики прилчимают проволоку к приводным роликам 11, которые и подают ее во второй канал 12 двухвнтковой
проводки. Ролики // приводятся от электродвигателя 7.
В конце второго витка передний конец проволоки заходит в паз вязально-режушей головки /5 и зажимается рычагом 14 (см.
фнг. 2). Одновременно с этим реверсируется электродвигатель 7 и начинается обтяжка проволоки вокруг пачки проката.
Ролики // утягивают второй виток, а ролики 3 передают излишек проволоки в бунг.
При обтяжке второго витка вокруг пачки возрастает нагрузка па электродвигатель 7, и он останавливается, оставаясь под током.
Иа валу электродвигателя установлено реле контроля скорости (па чертеже не показано),
которое подает сигнал на вывод холостых роликов 10 из обводной проводки. Электродвигатель пабирает обороты, н происходит подтяжка второго витка и утяжка нервого витка роликами 3.
25Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ | 1968 |
|
SU211380A1 |
| УСТРОЙСТВО ДЛЯ вязки ПРОКАТА ПАЧЕК, РУЛОНОВИ БУНТОВ | 1970 |
|
SU260489A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ИЗДЕЛИЙ ПРОКАТА | 1972 |
|
SU346181A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПАЧЕК ИРОКАТА | 1972 |
|
SU329068A1 |
| Машина для обвязки пачек проката | 1960 |
|
SU136668A1 |
| Устройство для обвязки кип | 1975 |
|
SU550317A1 |
| Устройство для обвязки кольцеобразных изделий проволокой | 1980 |
|
SU876500A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТОВ ПРОКАТА ПРОВОЛОКОЙ | 2009 |
|
RU2392203C1 |
| Устройство для обвязки мотков проволоки или пачек прутков | 1982 |
|
SU1077205A1 |