СО
С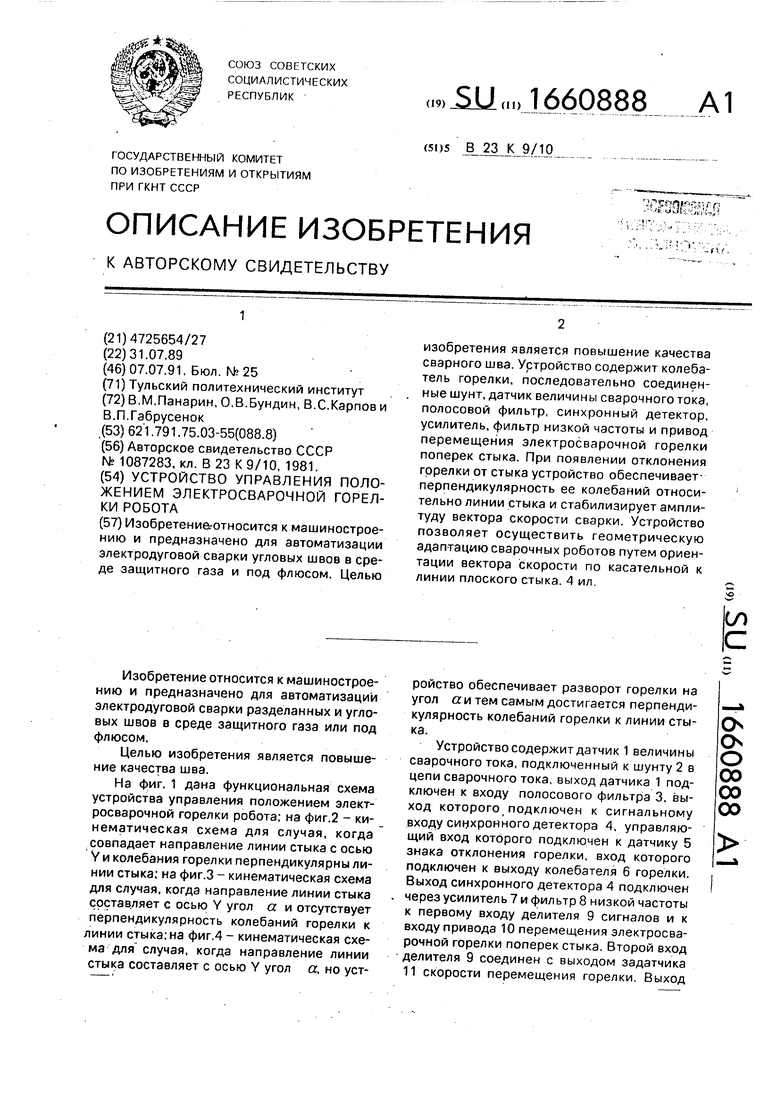
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| Способ управления положением электросварочной горелки и устройство для его осуществления | 1991 |
|
SU1816593A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Устройство управления положением электросварочной горелки | 1990 |
|
SU1754364A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
Изобретение относится к машиностроению и предназначено для автоматизации электродуговой сварки угловых швов в среде защитного газа и под флюсом. Целью изобретения является повышение качества сварного шва. Устройство содержит колебатель горелки, последовательно соединенные шунт, датчик величины сварочного тока, полосовой фильтр, синхронный детектор, усилитель, фильтр низкой частоты и привод перемещения электросварочной горелки поперек стыка. При появлении отклонения горелки от стыка устройство обеспечивает перпендикулярность ее колебаний относительно линии стыка и стабилизирует амплитуду вектора скорости сварки. Устройство позволяет осуществить геометрическую адаптацию сварочных роботов путем ориентации вектора скорости по касательной к линии плоского стыка. 4 ил.
Изобретение относится к машиностроению и предназначено для автоматизации электроду го во и сварки разделанных и угловых швов в среде защитного газа или под флюсом.
Целью изобретения является повышение качества шва.
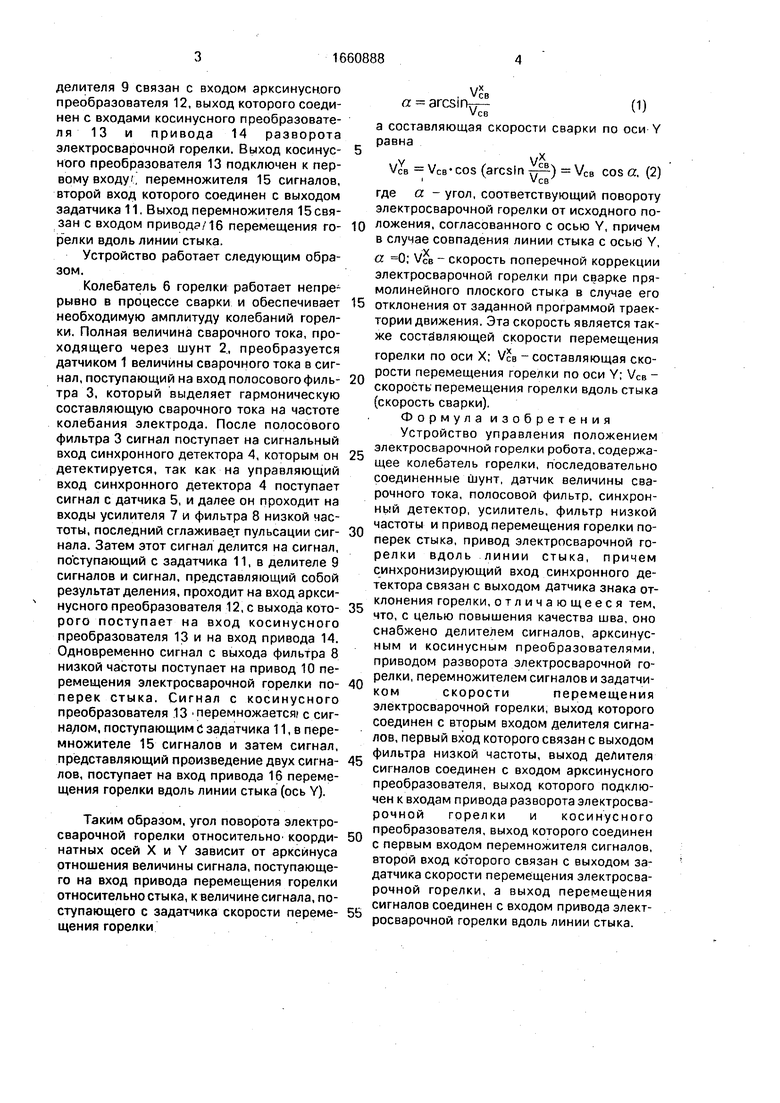
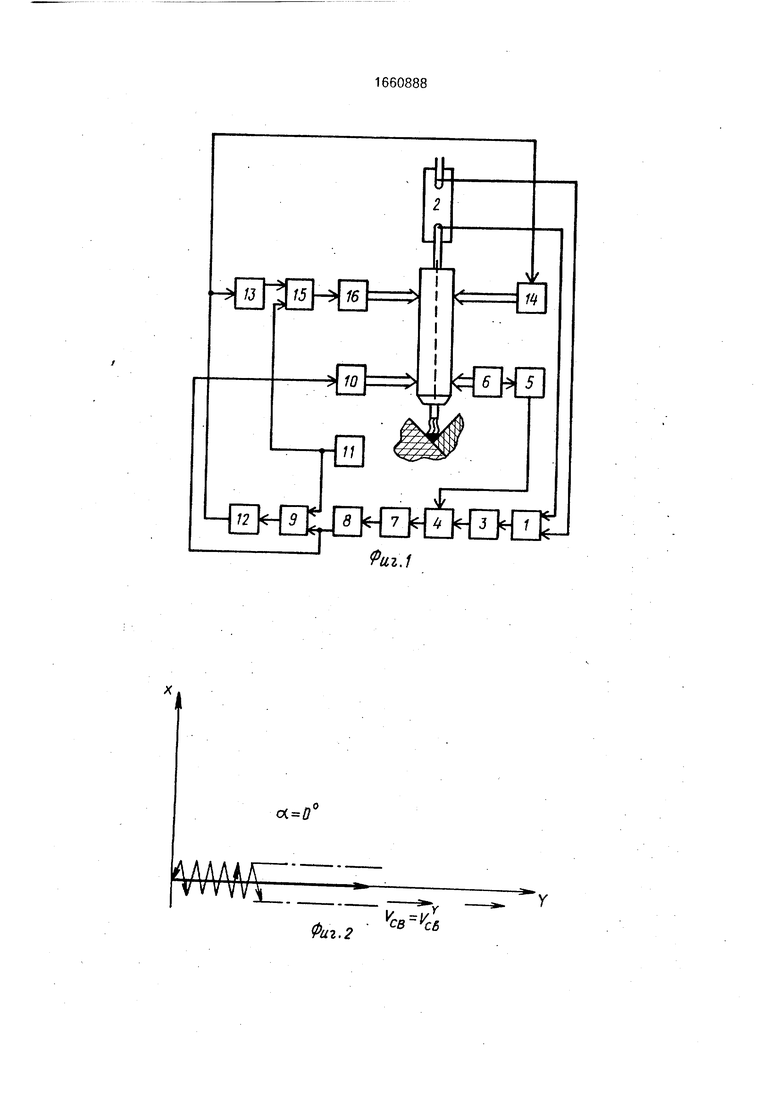
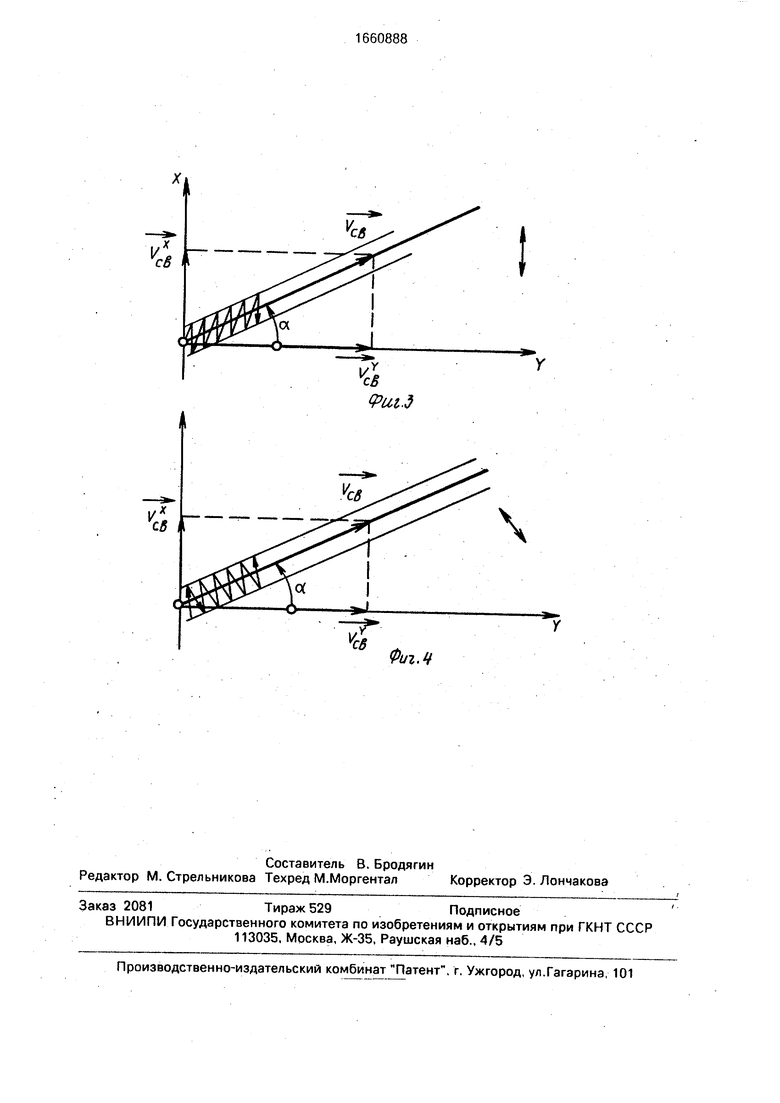
На фиг. 1 дана функциональная схема устройства управления положением электросварочной горелки робота; на фиг.2 - ки- нематическая схема для случая, когда совпадает направление линии стыка с осью У и колебания горелки перпендикулярны линии стыка; на фиг.З - кинематическая схема для случая, когда направление линии стыка составляет с осью У угол а, и отсутствует перпендикулярность колебаний горелки к линии стыка; на фиг.4 - кинематическая схема для случая, когда направление линии стыка составляет с осью У угол а, но устройство обеспечивает разворот горелки на угол тем самым достигается перпендикулярность колебаний горелки к линии стыка.
Устройство содержит датчик 1 величины сварочного тока, подключенный к шунту 2 в цепи сварочного тока, выход датчика 1 подключен к входу полосового фильтра 3. выход которого подключен к сигнальному входу синхронного детектора 4, управляющий вход которого подключен к датчику 5 знака отклонения горелки, вход которого подключен к выходу колебателя 6 горелки. Выход синхронного детектора 4 подключен через усилитель 7 и фильтр 8 низкой частоты к первому входу делителя 9 сигналов и к входу привода 10 перемещения электросварочной горелки поперек стыка. Второй вход делителя 9 соединен с выходом задатчика 11 скорости перемещения горелки. Выход
О CN О 00
с
00
делителя 9 связан с входом арксинусного преобразователя 12, выход которого соединен с входами косинусного преобразователя 13 и привода 14 разворота электросварочной горелки. Выход косинусного преобразователя 13 подключен к первому входу, перемножителя 15 сигналов, второй вход которого соединен с выходом задатчика 11. Выход перемножителя связан с входом привода/16 перемещения го- р елки вдоль линии стыка.
Устройство работает следующим образом.
Колебатель 6 горелки работает непрерывно в процессе сварки и обеспечивает необходимую амплитуду колебаний горелки. Полная величина сварочного тока, проходящего через шунт 2, преобразуется датчиком 1 величины сварочного тока в сигнал, поступающий на вход полосового фильтра 3, который выделяет гармоническую составляющую сварочного тока на частоте колебания электрода. После полосового фильтра 3 сигнал поступает на сигнальный вход синхронного детектора 4, которым он детектируется, так как на управляющий вход синхронного детектора 4 поступает сигнал с датчика 5, и далее он проходит на входы усилителя 7 и фильтра 8 низкой частоты, последний сглаживает пульсации сигнала. Затем этот сигнал делится на сигнал, поступающий с задатчика 11, в делителе 9 сигналов и сигнал, представляющий собой результат деления, проходит на вход арксинусного преобразователя 12, с выхода которого поступает на вход косинусного преобразователя 13 и на вход привода 14. Одновременно сигнал с выхода фильтра 8 низкой частоты поступает на привод 10 перемещения электросварочной горелки поперек стыка. Сигнал с косинусного преобразователя 13 Перемножается с сиг- на/юм, поступающим С задатчика 11, в перемножителе 15 сигналов и затем сигнал, представляющий произведение двух сигналов, поступает на вход привода 16 перемещения горелки вдоль линии стыка (ось Y).
Таким образом, угол поворота электросварочной горелки относительно координатных осей X и Y зависит от арксинуса отношения величины сигнала, поступающего на вход привода перемещения горелки относительно стыка, к величине сигнала, поступающего с задатчика скорости перемещения горелки
(1)
а составляющая скорости сварки по оси Y равна
0
5
0
5
0
5
0
5
/Y
V
VCB VCB-cos (arcsin ) VCB cos a. (2)
iv CB
где а - угол, соответствующий повороту
электросварочной горелки от исходного по0 ложения, согласованного с осью Y, причем
в случае совпадения линии стыка с осью Y,
« 0; VCB скорость поперечной коррекции электросварочной горелки при сварке прямолинейного плоского стыка в случае его 5 отклонения от заданной программой траектории движения. Эта скорость является также составляющей скорости перемещения
горелки по оси X; VЈB -составляющая скорости перемещения горелки по оси Y; VCB скорость перемещения горелки вдоль стыка (скорость сварки).
Формула изобретения Устройство управления положением электросварочной горелки робота, содержащее колебатель горелки, последовательно соединенные шунт, датчик величины сварочного тока, полосовой фильтр, синхронный детектор, усилитель, фильтр низкой частоты и привод перемещения горелки поперек стыка, привод электросварочной горелки вдоль линии стыка, причем синхронизирующий вход синхронного детектора связан с выходом датчика знака отклонения горелки, отличающееся тем, что, с целью повышения качества шва, оно снабжено делителем сигналов, арксинус- ным и косинусным преобразователями, приводом разворота электросварочной горелки, перемножителем сигналов и задатчи- комскоростиперемещения
электросварочной горелки, выход которого соединен с вторым входом делителя сигналов, первый вход которого связан с выходом фильтра низкой частоты, выход делителя сигналов соединен с входом арксинусного преобразователя, выход которого подключен к входам привода разворота электросварочной горелки и косинусного преобразователя, выход которого соединен с первым входом перемножителя сигналов, второй вход которого связан с выходом задатчика скорости перемещения электросварочной горелки, а выход перемещения сигналов соединен с входом привода электросварочной горелки вдоль линии стыка.
ППП7
d
Фиг. 2
в tf
ФиьЗ
Фиг. Ч
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
