Изобретение относится к автоматизации процессов электродуговой сварки разделенных и угловых стыков в среде защитных газов или под флюсом и может найти применение в машиностроении, вагоностроении и других областях промышленности.
Целью изобретения является повышение качества сварного соединения.
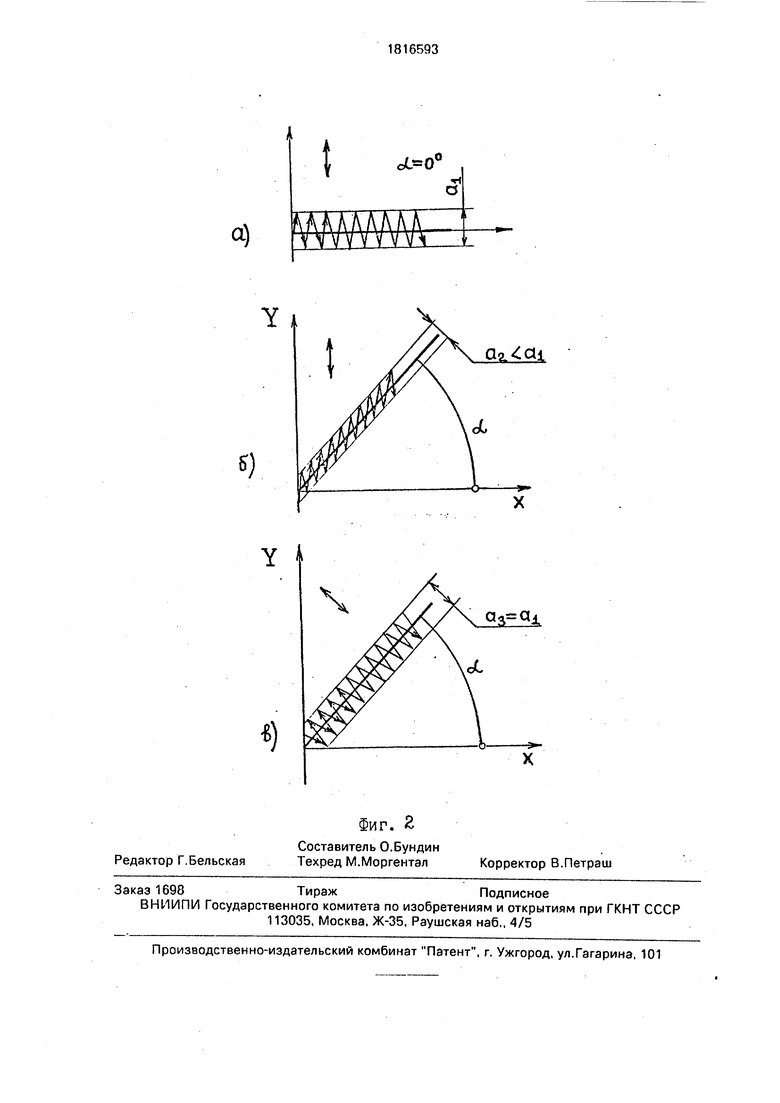
На фиг.1 представлена структурная схема устройства управления положением электросварочной горелки; на фиг.2а - случай, когда отсутствует угловое отклонение линии стыка от заданного направления движения горелки и плоскость колебаний горелки будет перпендикулярна линии стыка: на фиг.2б - случай, когда линия стыка
образует угол а относительно заданного направления движения. Происходит слежение за линией стыка, но без разворота плоскости колебаний горелки, вследствие чего уменьшается ширина сварочного шва; на фиг.2в - случай, когда линия стыка образует угол а относительно заданного направления движения. Происходит слежение за линией стыка и разворот плоскости колебаний горелки на угол а, вследствие чего ширина сварочного шва, а значит и качество, не изменяются.
Устройство управления положением электросварочной горелки содержит шунт 1, подключенный к электросварочной горелке 2, последовательно соединенные датчик величины сварочного тока 3, входом подклю00
(
01 Ю СО
ченный к сварочному шунту 1, усилитель 4, полосовой фильтр 5, синхронный детектор 6. фильтр низкой:частоты 7 и привод 8 перемещения горелки поперек стыка, синхронизирующий вход синхронного детектора б связан с выходом датчика знака отклонения дуги 9, входом подключенный к выходу колебания 10 горелки, выход усилителя 4 связан также с приводом 11 разворота плоскости колебаний электросварочной горелки через последовательно соединенные полосовой фильтр 12, выпрямитель 13, сглаживающий фильтр 14, устройство выборки и хранения 15 максимального уровня сигнала, блик сравнения 16,компаратор с зоной нечувствительности 17, счетный триггер 18, причем выход сглаживающего фильтра 14 соединен также с другим входом блока сравнения 16, а выход счетного триггера 18 через одновибратор 19 соединен со строби- рующим входом устройства выборки и хранения 15 максимального уровня сигнала.
Устройство работает следующим образом,
Колебатель 10 электросварочной горелки 2 работает непрерывно в процессе сварки и обеспечивает необходимые амплитуду и частоту колебаний. Полная величина сварочного тока, проходящего через шунт 1, преобразуется датчиком величины сварочного тока 3 в сигнал, который усиливается усилителем 4 и поступает на вход полосового фильтра 5, выделяющий гармоническую составляющую сварочного -тока на частоте колебания дуги. После полосового фильтра 5 сигнал поступает на сигнальный вход синхронного детектора 6, которым он детектируется, и поступает на вход привода перемещения 8 горелки 2 относительно стыка через фильтр 7 низкой частоты. С усилителя 4 сигнал также поступает на вход полосового фильтра 12, выделяющего удвоенную гармоническую составляющую сварочного тока, которая выпрямляется в однополярный сигнал в выпрямителе 13 и сглаживается в сглаживающем фильтре 14. С выхода сглаживающего фильтра сигнал поступает на сигнальный вход устройства выборки и хранения максимального уровня сигнала 15, которое запоминает за период измерения максимальный уровень сигнала, который поступает на один из входов блока сравнения 16. На другой вход блока сравнения 16 поступает сигнал с выхода сглажива- ющего фильтра 14. Результат этого сравнения поступает на вход компаратора с зоной нечувствительности 17. на выходе которого появляется сигнал в том случае, если величина входного сигнала превысит некоторое заданное значение. Выходной сигнал
с компаратора 17 поступает на вход счетного триггера 18 и осуществляет перевод состояния выходного сигнала счетного триггера 18 (смена полярности выходного
сигнала). С выхода счетного триггера 18 сигнал поступает на вход привода разворота 11 плоскости колебаний горелки относительно координатных осей X и Y. С выхода счетного триггера 18 сигнал поступает на вход одновибратора 19, который при очередной перемене состояния счетного триггера 18 образует на своем выходе одиночные сигналы, поступающие на стробирующий вход устройства выборки и хранения
максимального уровня сигнала 15.
Изобретение позволяет автоматизировать процесс электродуговой сварки и повысить качество разделанных и угловых стыков, имеющих отклонения относительно
заданного положения.
Формула изобретения Способ управления положением электросварочной горелки, при котором горелке
сообщают колебательное перемещение относительно стыка, измеряют сварочный ток, выделяют гармоническую составляющую тока на частоте вынужденных колебаний дуги, по фазе которой определят знак, а по
амплитуде - величину отклонения оси горелки от стыка, отличающийся тем, что, с целью повышения качества сварного соединения, дополнительно выделяют вторую гармоническую составляющую сварочного тока, фиксируют ее максимальное значение за период измерения, сравнивают с ее текущим значением и формируют сигнал для разворота плоскости колебаний электросварочной горелки относительно линии стыка свариваемых кромок.
2. Устройство управления положением электросварочной горелки, содержащее шунт, подключенный к электросварочной горелке, последовательно соединенные
датчик величины сварочного тока, входом подключенный к сварочному шунту, усилитель, первый полосовой фильтр, синхронный детектор, фильтр низкой частоты и привод перемещения электросварочной горелки поперек стыка, причем синхронизирующий вход синхронного детектора связан с выходом датчика знака отклонения дуги, входом подключенным к выходу колебания горелки, отличающееся тем, что, с
целью повышения качества сварного соединения, в него дополнительно введены последовательно соединенные второй полосовой фильтр, выпрямитель, сглаживающий фильтр, устройство выборки и хране- ния максимального уровня сигнала, блок
сравнения, компаратор с зоной нечувствительности, счетный триггер и привод разворота плоскости колебания горелки относительно координатных осей X и Y, а также одновибратор, причем вход второго полосового фильтра подключен к выходу
усилителя, выход сглаживающего фильтра подключен к второму входу блока сравнения, а выход счетного триггера через одно- вибратор соединен с вторым входом устройства выборки-хранения максимального уровня сигнала.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления положением электросварочной горелки робота | 1989 |
|
SU1660888A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1207675A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |

Изобретение относится к автоматизации сварочных процессов, а именно к автоматизации электродуговой сварки разделенных и угловых швов в среде защитного газа и под флюсом. Сущность способа заключается в том, что выделяют вторую гармоническую составляющую сварочного тока, фиксируют ее максимальное значение за период измерения, сравнивают с ее текущим значением и формируют сигнал для разворота плоскости колебаний электросварочной горелки относительно линии стыка свариваемых кромок. Устройство содержит датчик величины сварочного тока, усилитель, полосовой фильтр, синхронный детектор, фильтр низкой частоты и привод перемещения электросварочной горелки поперек стыка, а также полосовой фильтр, выделяющий удвоенную гармоническую составляющую сварочного тока, выпрямитель, сглаживающий фильтр, устройство выборки и хранения максимального уровня сигнала, устройство сравнения, компаратор с зоной нечувствительности, счетный триггер, привод разворота плоскости колебаний горелки и одновибратор. 2 с.п. ф-лы, 2 ил. Ё
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УПРАВЛЕНИЕ СОЕДИНЕНИЕМ СЕТИ ПЕРЕДАЧИ ДАННЫХ ДЛЯ МОБИЛЬНОЙ СВЯЗИ НА ОСНОВАНИИ МЕСТОПОЛОЖЕНИЯ ПОЛЬЗОВАТЕЛЯ | 2010 |
|
RU2533448C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
