Предпогаемое изобретение относится к области автоматизации сварочных процессов, более точно к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом. Оно может найти применение в машиностроении и приборостроении.
До настоящего времени большинство процессов электродуговой сварки ведется вручную, требует высокой квалификации сварщика и поддается автоматизации на массовом производстве лишь при условии качественной разделки швов и высокой точности установки деталей по отношению к сварочному стенду. Это связано с тем, что для получения качественного шва при прочих равных условиях необходимо непрерывное совмещение оси горелки с серединой стыка при неплоских стыках (выпуклых или вогнутых). Таким образом, указанное совмещение является основным условием автоматизации электросварочного процесса.
Известен ряд устройств для наведения электрода на стык свариваемых кромок с использованием дуги в качестве чувствительного элемента (см. Тимченко В.А. и др. Системы автоматического наведения электрода на линию соединения с использованием дуги в качестве датчика // Автоматическая сварка. - 1981. - N 6. - с.59-64).
Известно устройство управления движением сварочной головки относительно оси стыка при механизированном процессе сварки, содержащее датчик сварочного тока (или напряжения), датчик знака отклонения дуги, аналоговые интеграторы, схему управления, привод перемещения сварочной горелки поперек стыка и схему управления этим приводом (патент ФРГ №2533448, опубликованный 27.01.77 г., МПК5 В 23 К 9/10).
Недостатком данного устройства является то, что при изгибе сварного шва в начале изгиба соединение становится менее качественным.
Наиболее близким по технической сущности является устройство автоматического управления положением сварочной головки, содержащее первый канал управления положением сварочной головки, включающий в себя последовательно соединенные источник питания дуги, шунт сварочной цепи, датчик величины сварочного тока, полосовой фильтр, настроенный на частоту колебаний электрода, синхронный детектор, фильтр низкой частоты, второй вход синхронного детектора подключен к выходу датчика фазы сканирования, вход которого соединен с колебателем, подсоединенным к сварочной головке, последовательно соединенные усилитель и привод перемещения головки поперек стыка, второй канал управления положением сварочной головки, содержащий последовательно соединенные датчик сварочного напряжения, триггер Шмидта, аналоговый ключ, вход управления которого подключен к выходу датчика фазы сканирования, два выхода аналогового ключа подключены к соответствующим входам первого и второго инерционных звеньев первого порядка, выходы которых подключены к соответствующим входам устройства сравнения аналоговых сигналов, выход которого подключен через сглаживающий фильтр к первому входу сумматора, ко второму входу которого подключен выход фильтра низких частот, а выход сумматора подключен ко входу усилителя (патент РФ №2177860, МПК7 В 23 К 9/10, Б.И. №1, 2002 г.).
Задачей предложенного изобретения является повышение качества сварного соединения.
Поставленная задача достигается тем, что в известное устройство, содержащее датчик фазы сканирования, вход которого соединен с колебателем, подсоединенным к сварочной головке, последовательно соединенные первый сумматор, первый усилитель, привод перемещения головки поперек стыка, первый канал управления положением сварочной головки, включающий последовательно соединенные источник питания дуги, шунт сварочной цепи, датчик величины сварочного тока, полосовой фильтр, настроенный на частоту колебаний электрода, синхронный детектор, фильтр низкой частоты, второй канал управления положением сварочной головки, включающий последовательно соединенные датчик сварочного напряжения, триггер Шмидта, аналоговый ключ, первое и второе инерционные звенья первого порядка, устройство сравнения аналоговых сигналов, сглаживающий фильтр, причем второй вход синхронного детектора и вход управления аналогового ключа подключены к выходу датчика фазы сканирования, выход фильтра низкой частоты и выход сглаживающего фильтра подключены к первому и второму входам первого сумматора, отличающееся тем, что в устройство введены первый и второй инверторы, выпрямитель, второй сумматор, второй усилитель, привод подачи сварочной головки вдоль стыка, задатчик опорного напряжения, причем выпрямитель, второй инвертор, второй сумматор, второй усилитель и привод подачи сварочной головки вдоль стыка соединены последовательно, ко второму входу второго сумматора подключен задатчик опорного напряжения, вход выпрямителя подключен к выходу первого сумматора, а вход первого инвертора подключен к выходу триггера Шмидта, а выход - к аналоговому ключу.
В устройстве автоматического управления положением сварочной головки полосовой фильтр, фильтр низкой частоты, сумматор, синхронный детектор, усилитель, инвертор, привод, датчик фазы сканирования, датчик сварочного тока, датчик сварочного напряжения, устройство сравнения аналоговых сигналов, сглаживающий фильтр, триггер Шмидта, инерционные звенья первого порядка, аналоговый ключ, задатчик опорного напряжения, источник питания, колебатель используются по своему прямому назначению и известны в электротехнике. Однако совокупность соединений, указанная выше, в патентной и научно-технической литературе не обнаружена.
Сущность предлагаемого изобретения поясняется чертежом, где на представлена структурная схема устройства автоматического управления положением сварочной головки.
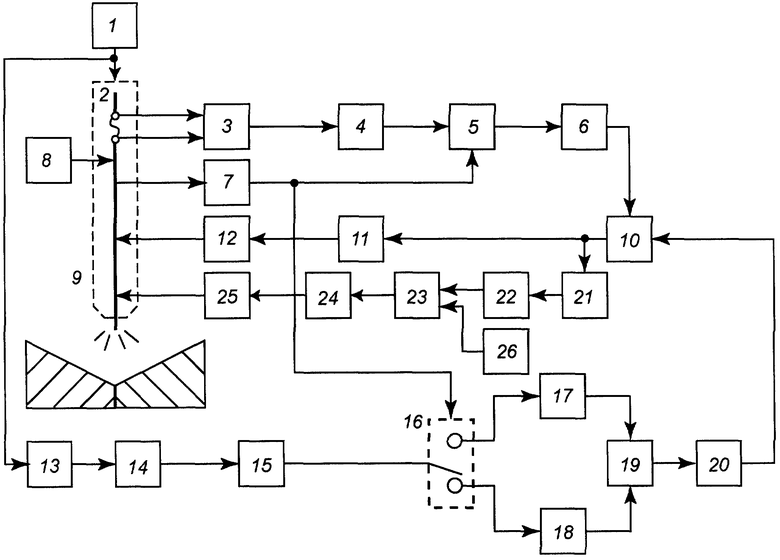
Устройство автоматического управления положением сварочной головки содержит первый канал управления положением сварочной головки, включающий последовательно соединенные источник питания дуги 1, шунт сварочной цепи 2, датчик величины сварочного тока 3, полосовой фильтр 4, настроенный на частоту колебаний электрода, синхронный детектор 5, фильтр низкой частоты 6, второй вход синхронного детектора 5 подключен к выходу датчика фазы сканирования 7, вход которого соединен с колебателем 8, подсоединенным к сварочной головке 9, последовательно соединенные первый сумматор 10, первый усилитель 11, привод перемещения головки поперек стыка 12, второй канал управления положением сварочной головки, содержащий последовательно соединенные датчик сварочного напряжения 13, триггер Шмидта 14, первый инвертор 15, аналоговый ключ 16, вход управления которого подключен к выходу датчика фазы сканирования 7, два выхода аналогового ключа подключены к соответствующим входам первого 17 и второго 18 инерционных звеньев первого порядка, выходы которых подключены к соответствующим входам устройства сравнения аналоговых сигналов 19, выход которого подключен через сглаживающий фильтр 20 ко второму входу первого сумматора 10, выход первого сумматора через первый усилитель 11 подключен к приводу 12 перемещения сварочной головки 9 поперек стыка, канал управления скоростью перемещения сварочной головки вдоль стыка, содержащий последовательно соединенные выпрямитель 21, второй инвертор 22, второй сумматор 23, второй усилитель 24 и привод 25 подачи сварочной горелки вдоль стыка, причем вход выпрямителя 21 подключен к выходу первого сумматора 10, а ко второму входу второго сумматора 23 подключен задатчик 26 опорного напряжения.
Устройство автоматического управления положением сварочной головки работает следующим образом.
Колебатель 8 колеблет сварочную головку 9 относительно стыка свариваемых деталей. При отклонении сварочной головки от стыка в сварочном токе появляются гармонические составляющие разных частот, которые снимаются с датчика сварочного тока 3, подключенного к сварочному шунту 2. Первая гармоническая составляющая выделяется полосовым фильтром 4, выпрямляется синхронным детектором 5 с учетом сигнала, поступающего с датчика 7 фазы сканирования. В результате на выходе синхронного детектора 5 формируется выпрямленный сигнал определенной полярности, зависящий от направления отклонения сварочной головки от стыка. Этот сигнал сглаживается фильтром низкой частоты 6 и поступает на первый вход первого сумматора 10. С источника питания дуги 1 через датчик сварочного напряжения 13 и триггер Шмидта 14 через первый инвертор 15 подается сигнал коротких замыканий прямоугольной формы на вход аналогового ключа 16. В соответствии с сигналом датчика фазы сканирования 7 аналоговый ключ переключается либо на вход первого инерционного звена первого порядка 17, либо на вход второго инерционного звена первого порядка 18. В устройстве сравнения аналоговых сигналов 19 из сигнала с выхода первого инерционного звена первого порядка 17 и сигнала с выхода второго инерционного звена первого порядка 18 вырабатывается сигнал ошибки и, пройдя сглаживающий фильтр 20, подается на второй вход первого сумматора 10. С выхода первого сумматора 10 на привод 12 перемещения головки поперек стыка через первый усилитель 11 поступает сигнал коррекции положения сварочной головки. В результате сварочная головка начинает перемещаться к линии стыка.
При отклонении траектории стыка на первый сумматор 10 поступают сигналы рассогласования с фильтра низкой частоты 6 и сглаживающего фильтра 20, выходной сигнал с первого сумматора 10 увеличивается, проходит через выпрямитель 21 и второй инвертор 22 и поступает на второй сумматор 23, на второй вход которого задатчиком опорного напряжения 26 подается опорное напряжение. Поэтому при изгибе стыка выходной сигнал со второго сумматора 23, поступающий через второй усилитель 24 на привод 25 подачи сварочной головки 9 вдоль стыка, уменьшается и сварочная головка замедляет свое движение, за счет чего сварочная ванна заполняется более качественно. После отработки системой отклонения стыка, на выходе фильтра низкой частоты 6 и сглаживающего фильтра 20 сигнал обнуляется и восстанавливается скорость движения сварочной головки 9, определенная значением опорного напряжения.
Таким образом, по сравнению с прототипом предлагаемое устройство обеспечивает более качественное заполнение сварочной ванны при изгибе сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2205730C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2217277C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2212321C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 1999 |
|
RU2147270C1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542799A1 |
Изобретение относится к области автоматизации сварочных процессов, более точно к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом. Первый канал управления положением сварочной головки включает в себя последовательно соединенные источник питания дуги (1), шунт сварочной цепи (2), датчик величины сварочного тока (3), полосовой фильтр (4), настроенный на частоту колебаний электрода, синхронный детектор (5), фильтр низкой частоты (6). Второй вход синхронного детектора (5) подключен к датчику фазы сканирования (7), вход которого соединен с колебателем (8), подсоединенным к сварочной головке (9). Первый сумматор (10), первый усилитель (11) и привод перемещения головки поперек стыка (12) соединены последовательно. Второй канал управления положением сварочной головки содержит последовательно соединенные датчик сварочного напряжения (13), триггер Шмидта (14), первый инвертор (15), аналоговый ключ (16), вход управления которого подключен к выходу датчика фазы сканирования (7). Два выхода аналогового ключа (16) подключены к соответствующим входам первого (17) и второго (18) инерционных звеньев первого порядка, выходы которых подключены к соответствующим входам устройства сравнения аналоговых сигналов (19), выход которого подключен через сглаживающий фильтр (20) ко второму входу первого сумматора (10). Выход первого сумматора (10) через первый усилитель (11) подключен к приводу перемещения головки поперек стыка (12). Канал управления скоростью перемещения сварочной головки вдоль стыка содержит последовательно соединенные выпрямитель (21), второй инвертор (22), второй сумматор (23), второй усилитель (24), привод подачи сварочной головки вдоль стыка (25), задатчик опорного напряжения (26). Вход выпрямителя (21) подключен к выходу первого сумматора (10). Ко второму входу второго сумматора (23) подключен задатчик опорного напряжения (26). Такое выполнение устройства позволяет повысить качество сварного соединения. 1 ил.
Устройство автоматического управления положением сварочной головки, содержащее датчик фазы сканирования, вход которого соединен с колебателем, подсоединенным к сварочной головке, последовательно соединенные первый сумматор, первый усилитель, привод перемещения головки поперек стыка, первый канал управления положением сварочной головки, включающий последовательно соединенные источник питания дуги, шунт сварочной цепи, датчик величины сварочного тока, полосовой фильтр, настроенный на частоту колебаний электрода, синхронный детектор, фильтр низкой частоты, второй канал управления положением сварочной головки, включающий последовательно соединенные датчик сварочного напряжения, триггер Шмидта, аналоговый ключ, первое и второе инерционные звенья первого порядка, устройство сравнения аналоговых сигналов, сглаживающий фильтр, причем второй вход синхронного детектора и вход управления аналогового ключа подключены к выходу датчика фазы сканирования, выход фильтра низкой частоты и выход сглаживающего фильтра подключены к первому и второму входам первого сумматора, отличающееся тем, что в устройство введены первый и второй инверторы, выпрямитель, второй сумматор, второй усилитель, привод подачи сварочной головки вдоль стыка, задатчик опорного напряжения, причем выпрямитель, второй инвертор, второй сумматор, второй усилитель и привод подачи сварочной головки вдоль стыка соединены последовательно, ко второму входу второго сумматора подключен задатчик опорного напряжения, вход выпрямителя подключен к выходу первого сумматора, а вход первого инвертора подключен к выходу триггера Шмидта, а выход - к аналоговому ключу.
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| Устройство для автоматического регулирования перемещения сварочной головки | 1978 |
|
SU753570A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542730A1 |
| GB 1517481 А, 12.07.1978 | |||
| УПРАВЛЕНИЕ СОЕДИНЕНИЕМ СЕТИ ПЕРЕДАЧИ ДАННЫХ ДЛЯ МОБИЛЬНОЙ СВЯЗИ НА ОСНОВАНИИ МЕСТОПОЛОЖЕНИЯ ПОЛЬЗОВАТЕЛЯ | 2010 |
|
RU2533448C2 |
| Установка для динамических исследований роторных систем | 1958 |
|
SU117925A1 |

