Изобретение относится к области обработки металлов давлением, в частности к совместной деформации разнородных металлов, и может быть использовано для получения биметаллических изделий с прочным сцеплением слоев.
Цель изобретения - повышение качества биметаллических изделий из разнородных металлов за счет увеличения вакуум-плотности соединения.
Способ включает формирование рельефа на одной из составляющих пакета в форме или прямоугольника, или выпуклой или . вогнутой сферы, или равностороннего треугольника, чередующихся с плоскими участками на той же контактной поверхности протяженностью 1-3 ширины зоны с рельефом, причем верхний контур рельефа находится на одном уровне с плоскими участками. Нанесенный на контактную поверхность одной из составляющих пакета рельеф чередуется с плоскими участками протяженностью 1-3 ширины зоны с рельефом, причем геометрические параметры рельефа составляют 0,2-- 0,5 толщины основного слоя Используя такую форму контактной поверхности одной из составляющих пакета, добиваются более качественного по сравнению с известным способом сцепления слоев при получении биметаллических изделий из разнородных металлов за счет повышения вакуум-плотности.
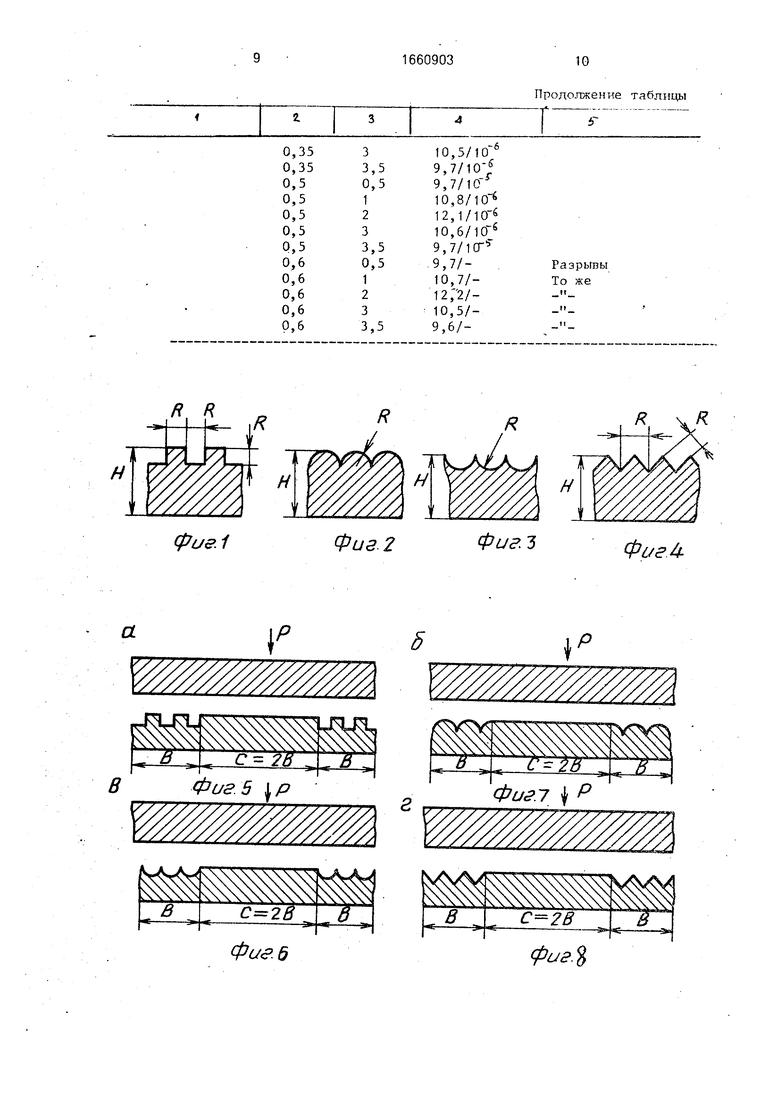
На фиг. 1-4 показаны формы рельефов, наносимых на одну из составляющих пакета; на фиг.5-8 - фрагменты сборки пакета.
Геометрические параметры рельефа R выбирали таким образом, чтобы R (0,2- 0,5)Н, где Н - толщина одного из составляfXffttk
ющих пакета. При ,2 H сила сцепления слоев уменьшается из-за неразвитости контактных поверхностей. При R 0,5 Н при деформации пакета происходит разрушение заготовки по впадинам рельефа.
Протяженностью зоны без рельефа С выбирали таким образом, чтобы С (1-3) В, где В - протяженность зоны с рельефом. При С В ,т.е. когда преобладаетзонасрельефом, прочность сцепления слоев уменьша- ется из-за снижения интенсивности и неравномерности сдвиговых деформаций вследствие затруднения контактного смещения поверхностных слоев металла. При С ЗВ,т, е. когда преобладает зона без релье- фа, прочность сцепления слоев также уменьшается вследствие неразвитости сдвиговых деформаций.
Такая совокупность геометрических параметров, характеризующих конфигурацию контактной поверхности, обеспечивает интенсификацию пластической деформации приконтактных слоев металла, способствует образованию металлических связей и ад- гезионному схватыванию по всей поверхности соединяемых слоев.
Предлагаемый способ получения биметаллических изделий осуществляется следующим образом.
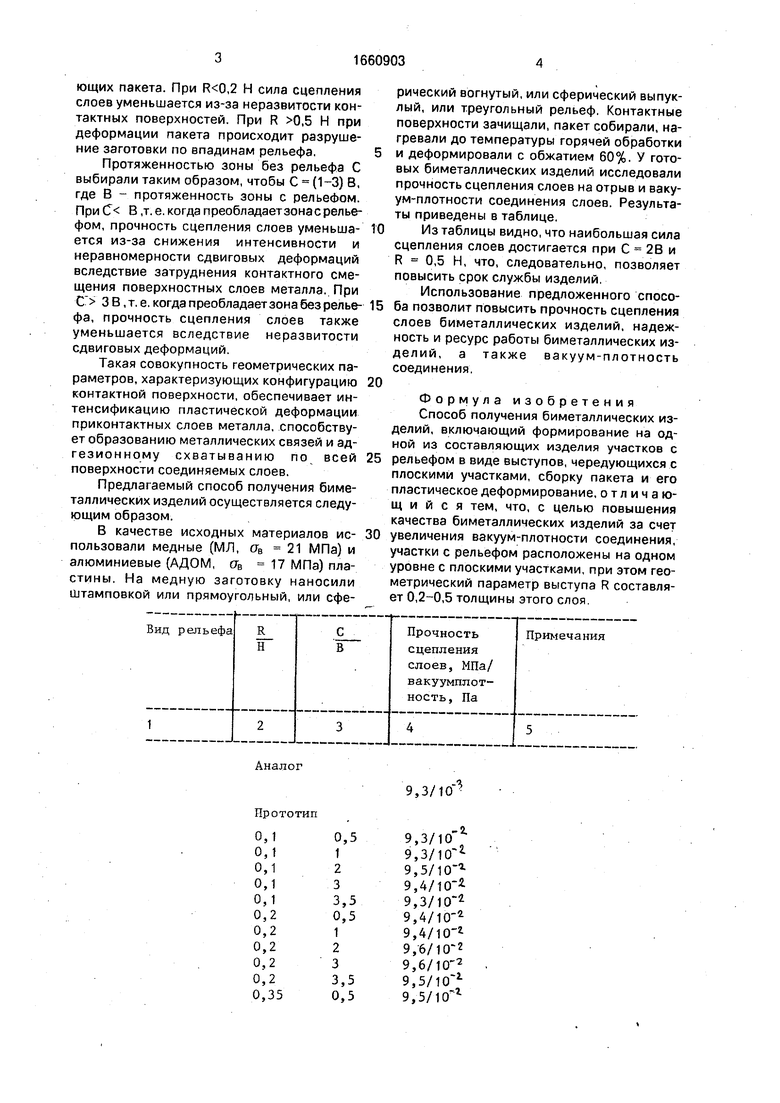
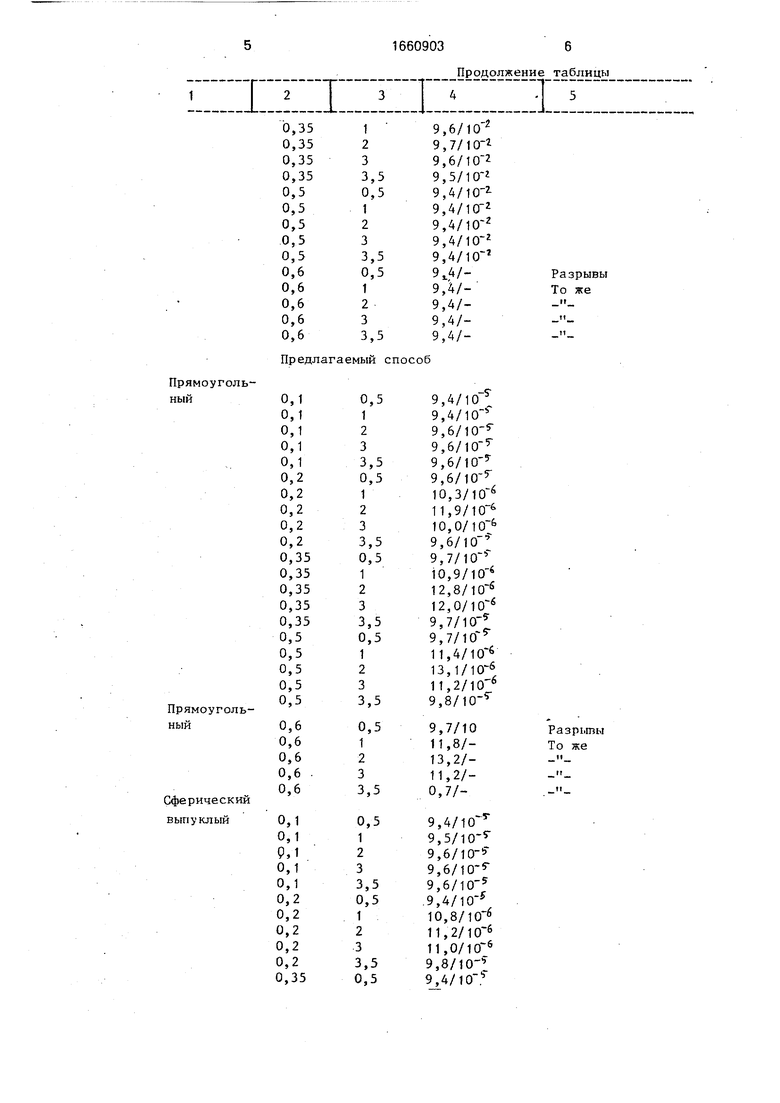
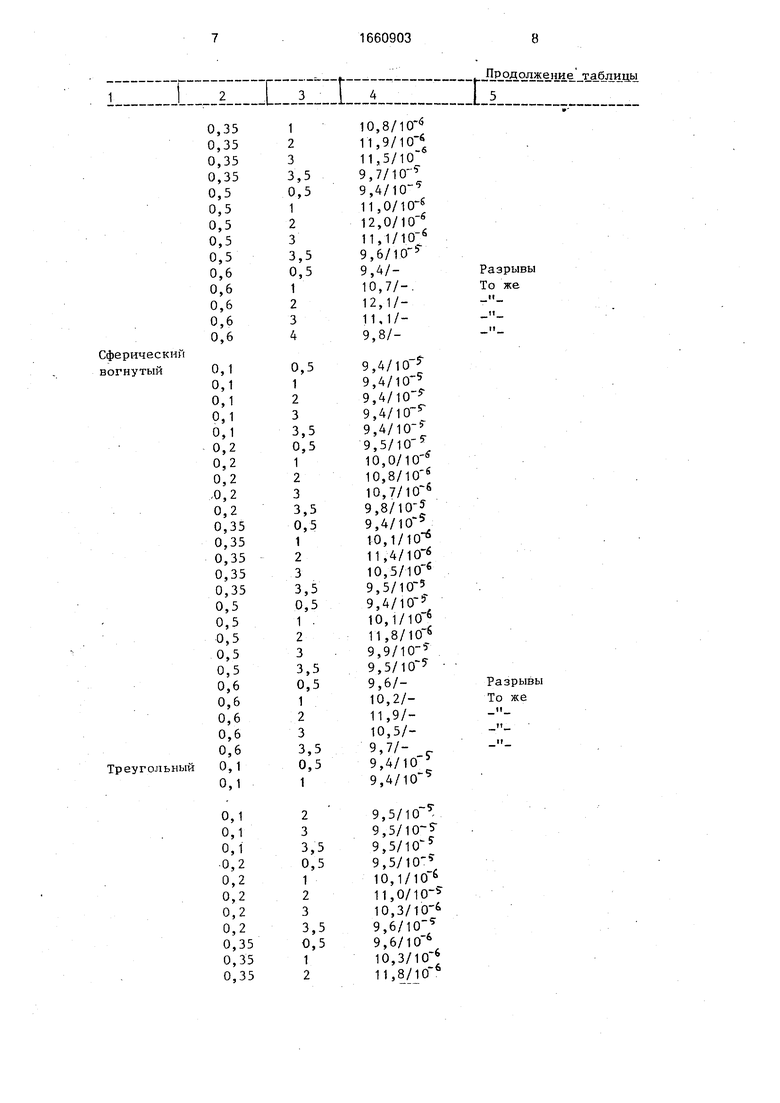
В качестве исходных материалов ис- пользовали медные (МЛ, сгв 21 МПа) и алюминиевые (АДОМ, ав 17 МПа) пластины. На медную заготовку наносили Штамповкой или прямоугольный, или сферический вогнутый, или сферический выпуклый, или треугольный рельеф. Контактные поверхности зачищали, пакет собирали, нагревали до температуры горячей обработки и деформировали с обжатием 60%. У готовых биметаллических изделий исследовали прочность сцепления слоев на отрыв и вакуум-плотности соединения слоев. Результаты приведены в таблице.
Из таблицы видно, что наибольшая сила сцепления слоев достигается при С 2В и R 0,5 Н, что, следовательно, позволяет повысить срок службы изделий.
Использование предложенного способа позволит повысить прочность сцепления слоев биметаллических изделий, надежность и ресурс работы биметаллических изделий, а также вакуум-плотность соединения,
Формула изобретения Способ получения биметаллических изделий, включающий формирование на одной из составляющих изделия участков с рельефом в виде выступов, чередующихся с плоскими участками, сборку пакета и его пластическое деформирование, отличающийся тем, что, с целью повышения качества биметаллических изделий за счет увеличения вакуум-плотности соединения, участки с рельефом расположены на одном уровне с плоскими участками, при этом геометрический параметр выступа R составляет 0,2-0,5 толщины этого слоя
Продолжение таблицы
ЯНйЗ.ОЛ.жб. Ш.е.-Табли.ЦМ.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования | 1989 |
|
SU1657248A1 |
| Способ получения биметаллических полос | 1985 |
|
SU1306671A1 |
| Пакет для изготовления биметаллов прокаткой | 1978 |
|
SU778998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2608118C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА НА ОСНОВЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И АЛЮМИНИЕВОГО СПЛАВА | 2014 |
|
RU2574948C1 |
| Способ изготовления многослойных изделий | 1978 |
|
SU733948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| Способ изготовления полиметаллических полуфабрикатов | 1977 |
|
SU620298A1 |
| Способ получения заготовки для горячей прокатки биметаллического листа | 1988 |
|
SU1551497A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО БИМЕТАЛЛА СТАЛЬ-АЛЮМИНИЕВЫЙ СПЛАВ | 2021 |
|
RU2756086C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении биметаллов. С целью повышения качества биметаллических изделий из составляющих пакета наносят рельеф в форме или прямоугольника, или равностороннего треугольника, или выпуклой сферы, или вогнутой сферы, чередующийся с плоскими участками на той же контактной поверхности протяженностью 1 - 3 ширины зоны с рельефом. При преобладании зоны с рельефом прочность сцепления слоев уменьшается из-за снижения интенсивности и неравномерности сдвиговых деформаций, т.к. затрудняется контактное смещение поверхностных слоев металла. При преобладании участков без рельефа из-за неразвитости сдвиговых деформаций также уменьшается прочность сцепления слоев. После нанесения рельефа собирают пакет, нагревают и деформируют. Хорошее сцепление слоев повышает срок службы изделий. 4 з.п.ф-лы, 8 ил.
0,35
0,35
0,5
0,5
0,5
0,5
0,5
0,6
0,6
0,6
0,6
0,6
Ft. R
фиг.1
Фив. 2
а
р
В
Фиг. 5 р
В
8
Фае. 6
10,5/106
9,7/10-/
9,7/10-
10,8/10
12,
10,
9,7/1 СГ5
9,7/10,7/12,2/10,5/9,6/Разрывы
То же
Фиг.Ъ
Фиг&
5
Фиг. 7 j P
W
фиг.%
| Пакет для получения многослойных листов | 1979 |
|
SU772769A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
