Изобретение относится к способам нагрева слитков перед обработкой давлением и может быть использовано в металлургической и других отраслях промышленности.
Цель изобретения - повышение качества нагрева металла путем предотвращения образования трещин.
Сущность изобретения заключается в том, что в качестве критерия для изменения температуры металла используют величину перепада температур металла и рабочего пространства колодца и в период предварительного нагрева, начиная с величины пере- пада 400°С, производят изменение скорости нагрева металла путем снижения ее от заданной на 50-100°С/ч на каждые 100°С перепада температуры слитка и рабочего пространства.
Величина перепада 400°С начиная с которой осуществляется изменение скорости
нагрева металла, установлена экспериментально и взята из условия величины разницы напряжений внешних и внутренних слоев слитка, приводящих к появлению трещин.
Снижение скорости нагрева металла в зависимости от величины перепада температур (на каждые 100°С) слитка и рабочего пространства колодца определено экспериментально. Например, при перепаде температур слитков и рабочего пространства 600°С при скорости нагрева 70°С/ч (при снижении скорости нагрева на 100°С/ч) качество слитка получается хорошим, производительность удовлетворительная. При скорости нагрева 60°С/ч (при снижении скорости нагрева на 110°С/ч) качество слитка получается хорошим, но производительность неудовлетворительная.
О
о
CJ
о
$
Предлагаемый способ может быть осуществлен, например, в нагревательных колодцах при посадке в них слитков массой 13,0 т, Леред посадкой слитков в нагревательный колодец определяют температуру рабочего пространства колодца и температура поверхности слитков. По разности этих температур определяют максимально допустимую скорость нагрева. Расход топлива через горелку устанавливают такой, чтобы обеспечить заданную скорость нагрева слитков, Каждый последующий час нагрева металла скорость подъема температуры корректируется в зависимости от достигнутой температуры металла и температуры рабочего пространства колодца.
Так, например, в нагревательный колодец с отоплением одной горелки из центра подины и тепловой мощностью 5 млн.ккал/ч сажают 8 слитков кремнемарганцовистой стали, например, марки 16Г2 АФД массой 13 т каждый. Средняя скорость нагрева составляет 200°С/ч.
В момент посада слитков в нагревательный колодец температура рабочего пространства т. 1200°С, а температура поверхности металла tM GOO°C. Следовательно, перепад eAt 600°С. Берем максимально возможное снижение скорости нагрева слитков для данного перепада температур, она составляет 100°С/ч. Скорость нагрева слитка составит 200°С-100°С 100°С, при тепловой мощности нагревательного колодца, равной 2,3 млн.ккал/ч.
К концу первого часа нагрева температура составит 600°С + 100°С 700°С. Перепад температур составит 1200°С-700°С 500°С, т.е. на 100°С меньше. В этом случае берем максимально возможное снижение скорости нагрева, равное 90°С/ч, при тепловой мощности нагревательного колодца, равной 3 млн.ккал/ч. Скорость нагрева составит 200°С/ч-90 С/ч 110°С/ч. К концу второго часа нагрева температура металла равна 700°С + 100°С 810°С, а температура рабочего пространства колодца 1210°С.
Перепад температур составит 1210°С- 810°C-400°C. Для данного перепада температур берем максимально возможное снижение скорости нагрева, равное 60°С, т.е. скорость нагрева составит 200°С/ч- 60°С/ч 140°С/ч, при тепловой мощности
колодца, равной 3,5 млн.ккал/ч.
К концу третьего часа нагрева температура металла равна 810°С + 140°С 950°С, а температура колодца 1240иС,т.е. разность температур составит 1240°С-950°С 290°С.
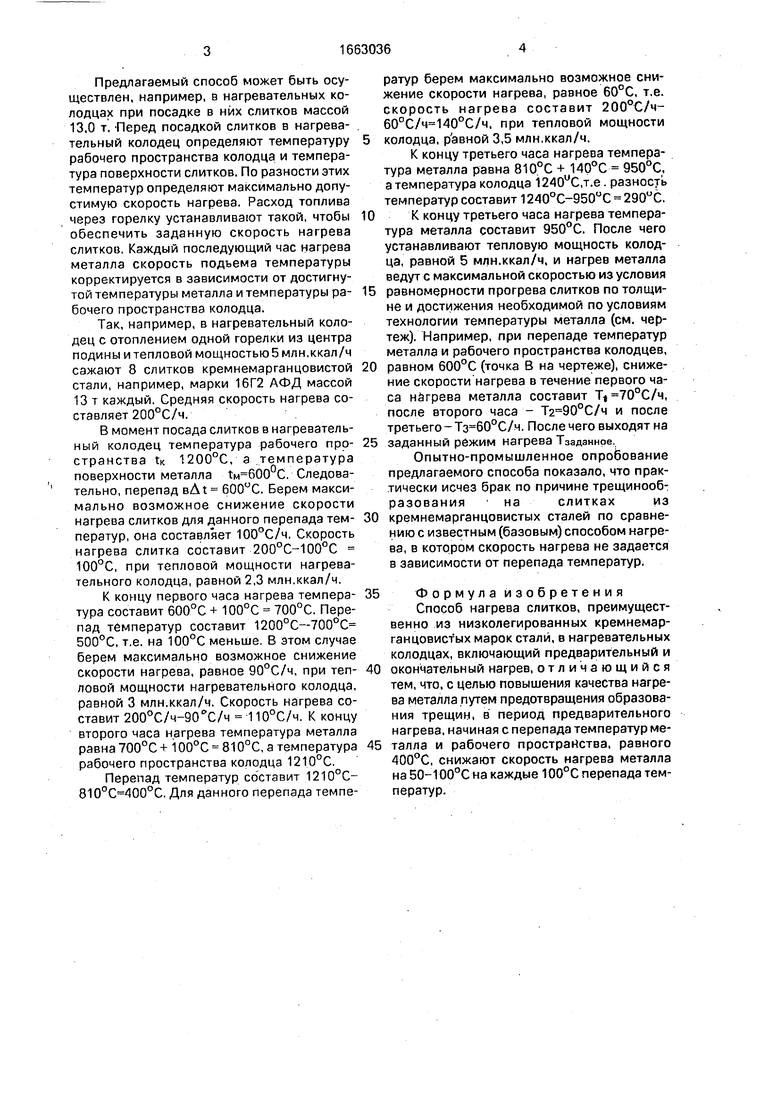
К концу третьего часа нагрева температура металла составит 950°С. После чего устанавливают тепловую мощность колодца, равной 5 млн.ккал/ч, и нагрев металла ведут с максимальной скоростью из условия
равномерности прогрева слитков по толщине и достижения необходимой по условиям технологии температуры металла (см. чертеж). Например, при перепаде температур металла и рабочего пространства колодцев,
равном 600°С (точка В на чертеже), снижение скорости нагрева в течение первого часа нагрева металла составит Т« 70°С/ч, после второго часа - Т2 90°С/ч и после третьего - Тз 60°С/ч. После чего выходят на
заданный режим нагрева Тзаданное.
Опытно-промышленное опробование предлагаемого способа показало, что практически исчез брак по причине трещинооб- разованиянаслиткахиз
кремнемарганцовистых сталей по сравнению с известным (базовым) способом нагрева, в котором скорость нагрева не задается в зависимости от перепада температур.
Формула изобретения
Способ нагрева слитков, преимущественно из низколегированных кремнемар- ганцовистых марок стали, в нагревательных колодцах, включающий предварительный и
окончательный нагрев, отличающийся тем, что, с целью повышения качества нагрева металла путем предотвращения образования трещин, в период предварительного нагрева, начиная с перепада температур металла и рабочего пространства, равного 400°С, снижают скорость нагрева металла на 50-100°С на каждые 100°С перепада температур.
8ремя,г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2051189C1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2013453C1 |
| Способ нагрева металла в нагревательных колодцах | 1987 |
|
SU1444374A1 |
| Способ регулирования температуры нагрева слитков с жидкой сердцевиной в колодцах | 1988 |
|
SU1578218A1 |
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| Рекуперативный нагревательный колодец | 1988 |
|
SU1601156A1 |
| Способ периодической очистки подины в процессе эксплуатации нагревательных колодцев | 1990 |
|
SU1792437A3 |
| Способ отопления регенеративных нагревательных колодцев | 1985 |
|
SU1285030A1 |
| Способ нагрева металла в регенеративных нагревательных колодцах | 1978 |
|
SU779417A1 |
| Нагревательный колодец | 1989 |
|
SU1730184A1 |
Изобретение относится к способам нагрева слитков перед обработкой давлением и может быть использовано в металлургической и других отраслях промышленности. Цель - повышение качества нагрева металла за счет предотвращения образования трещин. Сущность изобретения заключается в том, что в способе нагрева слитков, преимущественно из низколегированных кремнемарганцовистых марок стали, включающем предварительный и окончательный нагревы, в период предварительного нагрева, начиная с перепада температур между металлом и рабочим пространством, равного 400°С, скорость нагрева металла снижают на 50 - 100°С на каждые 100°С перепада температур. Это позволяет практически предупредить брак по трещинообразованию и тем самым повысить качество нагрева металла. 1 ил.
| Способ нагрева металла в нагревательных колодцах | 1982 |
|
SU1046305A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ нагрева металла в нагревательных колодцах | 1983 |
|
SU1217901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
