Изобретение относится к способу полирования оптических деталей из монокристаллов и оптических материалов с высоким коэффициентом спектрального пропускания в области вакуумного ультрафиолета (ВУФ) для диапазона короче 180 нм и может быть использовано для изготовления окон источников и приемников излучения, оптических кювет и фильтров, а тажке других оптических деталей.
Цель изобретения - повышение спектрального пропускания деталей.
Пример. Полированные по технологии глубокой полировки с применением суспензии, содержащей алмазный порошок, оптические детали из лейкосапфира или фтористого магния в блоке снимают с полировального станка, промывают теплой водой и продолжают полирование на том же станке в суспензии, жидкая фаза которой обязательно состоит из воды или спирта с введением в нее абразива с величиной зерна не более 1 мкм из самого обрабатываемого материала, например порошка из а- - АЬОз при полировании лейкосапфира, порошка из MgFz при полированиифтористого магния и т.д.
Количественный состав суспензий выбирают в зависимости от обрабатываемого монокристалла и величины зерна вводимого в суспензию порошка.
Так отношение твердой фазы (абразива из ) к жидкой фазе для дополнительной полировки деталей из лейкосапфира составило от 1:10 до 1:20 мас.ед, а отношение твердой фазы (абразива из MgF2) к жидкой фазе в суспензии для дополнительной полировки деталей из фтористого магния составило от 1:1 до 1:5 мас.ед.
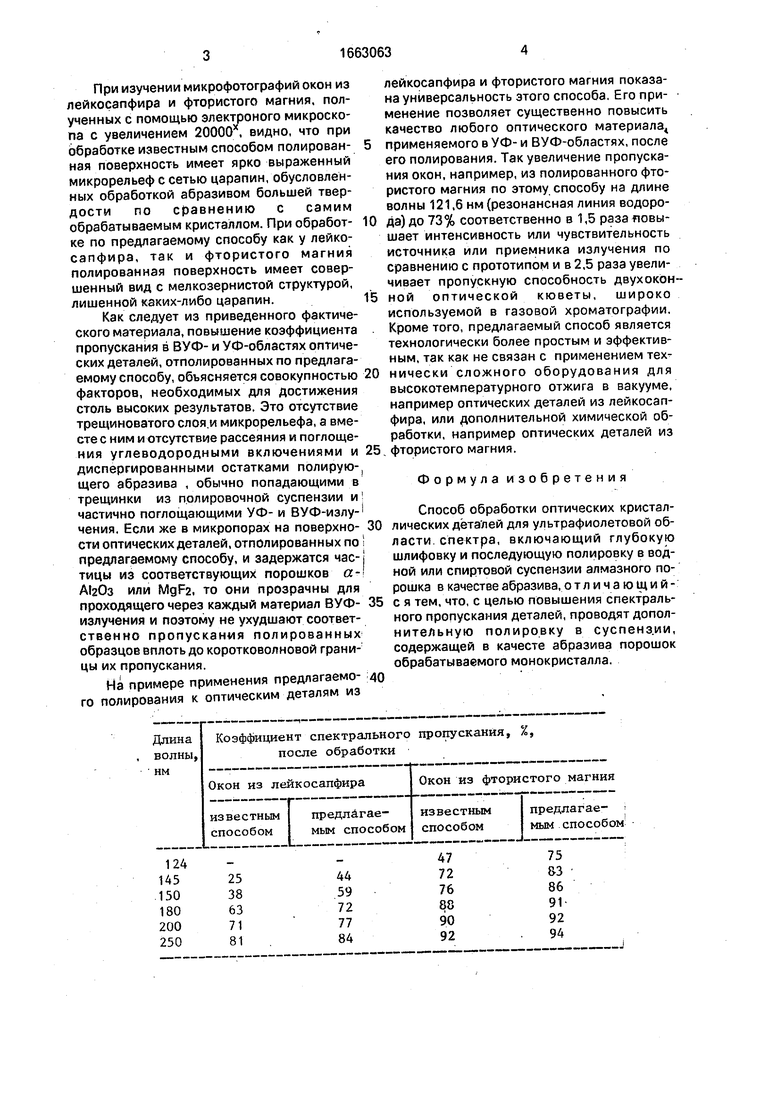
Количественная оценка эффективности предлагаемого способа представлена на примере полированных пластин толщиной 1 мм, используемых в качестве окон в электровакуумных и газоразрядных приборах, из лейкосапфира и из монокристаллического фтористого магния. Полирование предлагаемым способом сущестенно повышает пропускание по всей ВУФ-области и особенно вблизи коротковолновой границы пропускания, а также и в УФ-области спектра.
Полученные превышения пропускания сведены в таблицу для иллюстрации полученной разницы для конкретных длин волн.
(Л
С
о о- со о
О GJ
При изучении микрофотографий окон из лейкосапфира и фтористого магния, полученных с помощью электроного микроскопа с увеличением 20000 , видно, что при обработке известным способом полирован- ная поверхность имеет ярко выраженный микрорельеф с сетью царапин, обусловленных обработкой абразивом большей твердости по сравнению с самим обрабатываемым кристаллом. При обработ- ке по предлагаемому способу как у лейкосапфира, так и фтористого магния полированная поверхность имеет совершенный вид с мелкозернистой структурой, лишенной каких-либо царапин.
Как следует из приведенного фактического материала, повышение коэффициента пропускания в ВУФ- и УФ-областях оптических деталей, отполированных по предлагаемому способу, объясняется совокупностью факторов, необходимых для достижения столь высоких результатов. Это отсутствие трещиноватого слоя.и микрорельефа, а вместе с ним и отсутствие рассеяния и поглощения углеводородными включениями и диспергированными остатками полирующего абразива , обычно попадающими в трещинки из полировочной суспензии и частично поглощающими УФ- и ВУФ-излучения. Если же в микропорах на поверхно- сти оптических деталей, отполированных по предлагаемому способу, и задержатся час- тицы из соответствующих порошков или MgF2, то они прозрачны для проходящего через каждый материал ВУФ- излучения и поэтому не ухудшают соответ- ственно пропускания полированных образцов вплоть до коротковолновой границы их пропускания.
На примере применения предлагаемо- го полирования к оптическим деталям из
лейкосапфира и фтористого магния показана универсальность этого способа. Его применение позволяет существенно повысить качество любого оптического материала применяемого в УФ- и ВУФ-областях, после его полирования. Так увеличение пропускания окон, например, из полированного фтористого магния по этому способу на длине волны 121,6 нм (резонансная линия водорода) до 73% соответственно в 1,5 раза повышает интенсивность или чувствительность источника или приемника излучения по сравнению с прототипом и в 2,5 раза увеличивает пропускную способность двухоконной оптической кюветы, широко используемой в газовой хроматографии. Кроме того, предлагаемый способ является технологически более простым и эффективным, так как не связан с применением технически сложного оборудования для высокотемпературного отжига в вакууме, например оптических деталей из лейкосапфира, или дополнительной химической обработки, например оптических деталей из фтористого магния.
Формула изобретения
Способ обработки оптических кристаллических деталей для ультрафиолетовой области спектра, включающий глубокую шлифовку и последующую полировку в водной или спиртовой суспензии алмазного порошка в качестве абразива, отличающий- с я тем, что, с целью повышения спектрального пропускания деталей, проводят допол- нительную полировку в суспенз.ии, содержащей в качеств абразива порошок обрабатываемого монокристалла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования оптических окон | 1981 |
|
SU998600A1 |
| Способ изготовления дифракционных решеток для вакуумной ультрафиолетовой области спектра | 1989 |
|
SU1631493A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| Композиция для химико-механической полировки поверхности полупроводниковых кристаллов | 1989 |
|
SU1701759A1 |
| СПОСОБ ПОЛИРОВАНИЯ МОНОКРИСТАЛЛОВ | 1967 |
|
SU203498A1 |
| Способ получения оптического поликристаллического селенида цинка | 2016 |
|
RU2619321C1 |
| ВАКУУМНЫЙ ЭМИССИОННЫЙ ПРИЕМНИК ИЗОБРАЖЕНИЙ УЛЬТРАФИОЛЕТОВОГО ДИАПАЗОНА | 2020 |
|
RU2738767C1 |
| Полировальный состав | 1978 |
|
SU794052A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ОБРАЗЦОВ ИЗЛУЧЕНИЕМ СПЕКТРАЛЬНОГО ДИАПАЗОНА 110-180 НМ | 1991 |
|
RU2031471C1 |
Изобретение относится к электронной технике и позволяет повысить спектральное пропускание деталей из монокристаллов, прозрачных в вакуумной и ультрафиолетовой областях спектра. Способ обработки деталей включает их шлифовку, полировку суспензией, содержащей алмазный абразивный порошок, спирт или воду, и дополнительную полировку суспензией, содержащей в качестве абразива порошок обрабатываемого монокристалла. Получены детали с совершенной поверхностью, лишенной дефектов. 1 табл.
| Физика и химия обработки материалов, 1978, № 1.С.117. |
