Изобретение относится к пищевой промышленности, в частности к мясной, и может быть использовано для производства колбасных изделий.
Целью изобретения является сокращение потерь сырья при сохранении его качества.
Линия производства колбасных изделий, содержащая установку для сбора и транспортировки мяса в процессе обвалки и жиловки, устройства для предварительного измельчения мяса с системой для приготовления и введения посолочного раствора, шнековые дозаторы-накопители для различного вида и различных сортов измельченного мяса, подвесной саморазгружающийся контейнер для фарша, устройство для окончательного измельчения мяса с системой для дозирования жидкости и смеситель фарша с системой автоматического дозирования добавок снабжена дополнительным подвесным саморазгружающимся контейнером для жилованного мяса, который установлен на первом конвейере, вторым саморазгружающимся контейнером, установленным в направляющих на втором конвейере, и устройствами для формования батонов и их
CN О N Ю CJ О
термической обработки. Установка для сбора и транспортировки мяса в процессе обвалки и жиловки выполнена в виде пневмотранспортной системы, которая снабжена приемниками различного вида и различных сортов мяса, связанными через пневмопроводы с накопительными емкостями-массажерами для различного вида и различных сортов жилованного мяса.
Первый конвейер расположен между накопительными емкостями-массажерами жилованного мяса и устройствами для предварительного измельчения мяса, а второй конвейер установлен над шнековыми дозаторами-накопителями различного вида и различных сортов измельченного мяса, Дополнительный подвесной саморазгружающийся контейнер для предварительного дозирования порций жилованного мяса может быть снабжен весовым устройством. Приемники различного вида и различных сортов мяса установки для сбора и транспортировки мяса в процессе обвалки и жиловки могут быть снабжены затворами, которые целесообразно установить в их верхней части с внутренней стороны.
Накопительные емкости-массажеры могут иметь в верхней части для приема мяса обратные клапаны, а в нижней части для выдачи мяса - затворные устройства.
Предлагаемая линия производства колбасных изделий отличается от известной на- личием дополнительного подвесного саморазгружающегося контейнера для жилованного мяса, снабженного весовым устройством, и контейнера, установленного в направляющих на втором конвейере, наличием устройств для формования батонов и их термической обработки. Отличием от известной линии является также то, что установка для сбора и транспортировки мяса в процессе обвалки и жиловки выполнена в виде пневмотранспортной системы, снабженной приемниками различного вида и различных сортов мяса, связанными через пневмопроводы с накопительными емкостями-массажерами для различного вида и различных сортов жилованного мяса, причем приемники снабжены затворами, установленными в их верхней части с внутренней стороны, а накопительные емкости-массажеры снабжены обратными клапанами для приема мяса, установленными в верхней части, и затворными устройствами для выдачи мяса, установленными в нижней части.
Отличием является расположение первого конвейера между накопительными емкостями-массажерами жилованного мяса и
устройствами для предварительного измельчения мяса, а второго конвейера - над шнековыми дозаторами-накопителями различного вида и различных сортов измельченного мяса.
Автоматизированная линия может быть снабжена весовым устройством, установленным на саморазгружающемся контейнере для жилованного мяса,
0 Использование установки для пневмот- ранспортировки сырья обеспечивает возможность транспортировки кусков мяса большей массы и самоочистку пневмопроводов от крошек мяса и жира, и приводит к
5 упрощению конструкции, уменьшению потерь сырья, снижению затрат энергии и повышению производительности.
Кроме того, обеспечивается одновременный непрерывный прием жилованного
0 мяса, массирование его и дозированная выдача и упрощение конструкции, повышение надежности работы, сохранение качества сырья и стабилизация качества продукции, причем, использование подвесных самораз5 гружающихся контейнеров позволяет кроме транспортных-операций производить предварительное дозирование порций жилованного мяса, что, в свою очередь, способствует более полной автоматизации процесса
0 транспортировки.
На фиг,1 схематически изображена автоматизированная линия, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг,4 - сечение
5 В-В на фиг.1; на фиг,5 - схема пропорционального дозирования посолочного раствора в процессе предварительного измельчения мяса; на фиг,6-саморазгружающийся контейнер с направляющими и цепо ным конвейером; на фиг.7 - сечение Г-Г на фиг.1; на фиг.8 - устройство для формования батонов и их термической обработки, вид спереди, на фиг.9 - сечение Д-Д на фиг.8.
5 Автоматизированная линия производства колбасных изделий содержит установку для сбора и транспортировки мяса в процессе обвалки и жиловки (фиг. 1-4), состоящую из двух идентичных блоков 1 и 2,
Q каждый из которых снабжен стационарными столами 3 для накапливания обваленного мяса и сменными столами 4 для жиловки мяса. Под столами 3 для накапливания обваленного мяса обоих блоков 1 и
е 2 установлен ленточный конвейер 5 отбора кости.
Линия включает также систему пневматической транспортировки жилованного мяса, содержащую приемники 6 кусков мяса различных видов и различных сортов, которые снабжены затворами 7, установленными внутри них в верхней части, которая присоединена к каркасу столов 4, а конусным днищем 8 приемники 6 присоединены через патрубки 9 к пневмопроводам 10. Пневмоп- роводы 10 одними концами присоединены через вентили 11 и 12 к коллекторам 13 и 14, которые посредством вентилей 15 и 16 соединены с коллекторами 17 и 18, а вторыми концами пневмопроводы 10 тангенциально подсоединены к верхней части накопительных емкостей-массажеров 19 для различного вида и различных сортов жилованного мяса.
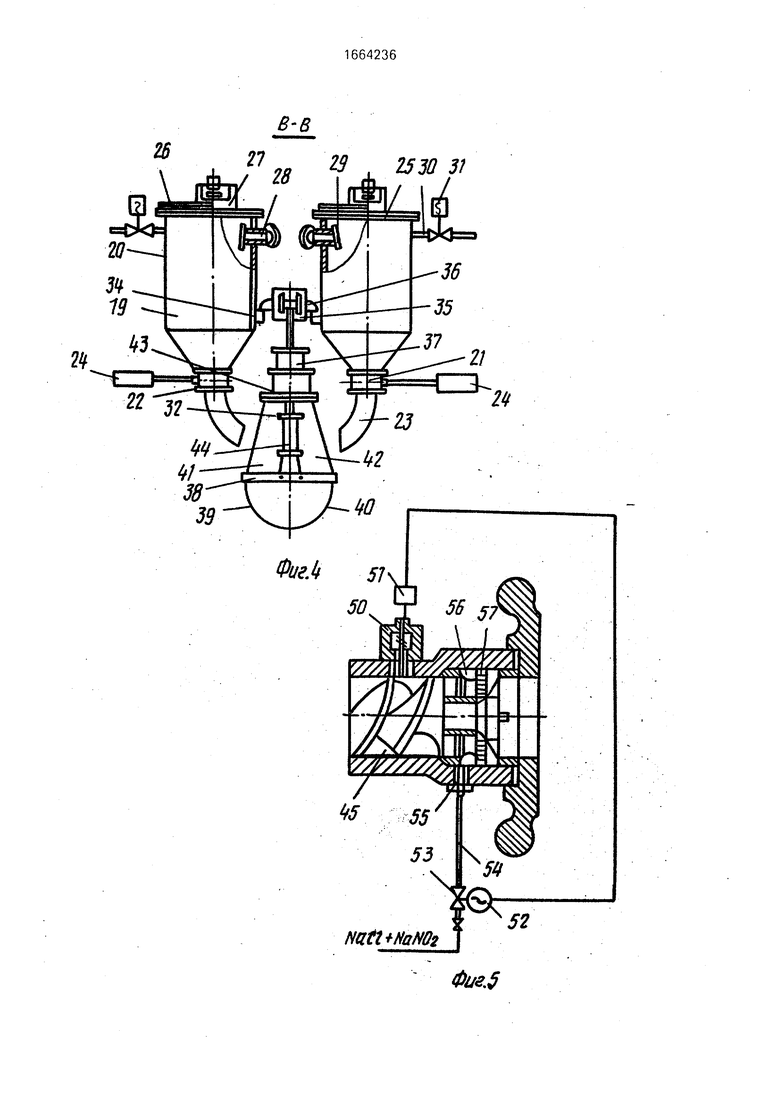
Накопительные емкости-массажеры 19 расположены в два ряда и состоят каждая из корпуса 20, снабженного в нижней конусной части затворным устройством 21, к которому через фланец 22 прикреплен лоток 23 и гидроцилиндр 24. В верхней части каждая накопительная емкость-массажер 19 снабжена крышкой 25 с люком 26, предохранительным клапаном 27, патрубком 28, связанным с пневмопроводами 10 и снабженным обратным клапаном 29, штуцером 30, электроклапаном 31 для подачи сжатого воздуха и системой охлаждения (не показана) (фиг.4).
Автоматизированная линия включает подвесной саморазгружающийся контейнер 32 (фиг.2, 4 и 7) для подачи жилованного мяса на измельчение и посол, установленный на подвесном конвейере 33, закрепленном на кронштейнах 34 в промежутке между накопительными емкостями-массажерами 19. Конвейер 33 содержит каркас 35, образующий направляющие для тележки.36, к которой через весовое устройство 37 крепится подвесной саморазгружающийся контейнер 32, включающий раму 38, к которой шарнирно закреплены две полуемкости 39 и 40, образующие ковш контейнера. Полуемкости 39 и 40 связаны тягами 41 и 42 с кронштейном 43, который соединен с гидроцилиндром 44.
Автоматизированная линия включает устройства 45 для предварительного мелкого измельчения (2-3 мм) и крупного измельчения (8-25 мм) мяса (фиг. 1,2 и 7), к которым закреплен кронштейн 46, а на нем шарнир- но установлен распределительный лоток 47 для избирательного заполнения одного из устройств 45 для предварительного измельчения мяса, связанный с гидроцилиндром 48. Над устройствами 45 для предварительного измельчения мяса закреплен конец конвейера 33. Таким образом,конвейер 33 расположен между накопительными емкостями-массажерами 19 и устройствами 45 для предварительного измельчения мяса.
На каркасе 35 подвесного конвейера 33 установлен конечный выключатель 49 фиксации контейнерами 32 над устройствами 45 для предварительного измельчения мяса.
5
Устройства 45 для предварительного измельчения мяса содержит систему пропорционального дозирования (фиг.5) посолочной смеси в процессе измельчения 10 мяса, включающую командный прибор 50 с балансным реле 51, установленный в корпусе устройств 45 для предварительного измельчения мяса и связанный с электроклапаном 52, который через регулируемый 15 кран 53, установленный на трубопроводе 54 связан с форсунками 55, вмонтированными в рабочей зоне устройств 45 для предварительного измельчения мяса между приемным ножом 56 и решеткой 57.
0Автоматизированная линия включает
шнековые дозаторы-накопители 58 для различного вида и различных сортов измельченного мяса (фиг. 1, 2 и 7), каждый из которых представляет собой эмкость 59 с
5 охлаждающей рубашкой (не показана), с расположенными в нижней ее части спиралеобразными каналами шнеками 60.
Автоматизированная линия включает саморазгружающийся контейнер 61 для отQ. бора измельченного и посоленного мяса от устройств 45 для предварительного измельчения мяса и передачи его в дозаторы-накопители 58 (фиг. 1, 2, 6 и 7), установленный на роликах 62 в направляющих 63, который со5 стоит из рамы 64, полуемкостей 65 и 66, шарнирно закрепленных в раме 64, каждая полуемкость 65 и 66 снабжена полушестернями 67 и 68, входящими в зацепление между собой. Саморазгружающийся контейнер
Q 61 имеет гидроцилиндр 69, корпус которого шарнирно соединен с рамой 64, а шток - с полуемкостью 66. Саморазгружающийся контейнер 61 связан с цепным конвейером 70, который закреплен над дозаторами-на5 копителями 58.
Автоматизированная линия включает подвесной саморазгружающийся контейнер 71 для набора компонентов фарша (фиг.1, 2 и 7), установленный на подвесном
Q конвейере 72, расположенном вдоль дозаторов-накопителей 58. Подвесной саморазгружающийся контейнер 71 идентичен подвесному саморазгружающемуся контейнеру 32. Подвесной конвейер 72 включает
е каркас 73 и снабжен конечными выключателями 74 и 75.
Автоматизированная линия включает . устройство 76 для окончательного измельчения мяса при изготовлении вареных колбасных изделий, которое снабжено
системой 77 дозирования жидкости (фиг.1, 2 и 7).
Автоматизированная линия включает смеситель 78 фарша при изготовлении полукопченых и варено-копченых колбасных изделий с системой 79 автоматического дозирования добавок.
Подвесной конвейер 72 связывает дозаторы-накопители 58 с устройством 76-для окончательного измельчения мяса и со смесителем 78 фарша (фиг,1 и 7).
Автоматизированная линия включает устройства 80 для формования батонов и их термической обработки (фиг.1, 2, 8 и 9), связанные через фаршепровода 81 и фар- шенасос 82 с устройством 76 для окончательного измельчения мяса при изготовлении вареных колбасных изделий или через фаршепровода 81 и шнековый питатель 83 со смесителем 78 фарша при изготовлении полукопченных и варено-копченых колбасных изделий.
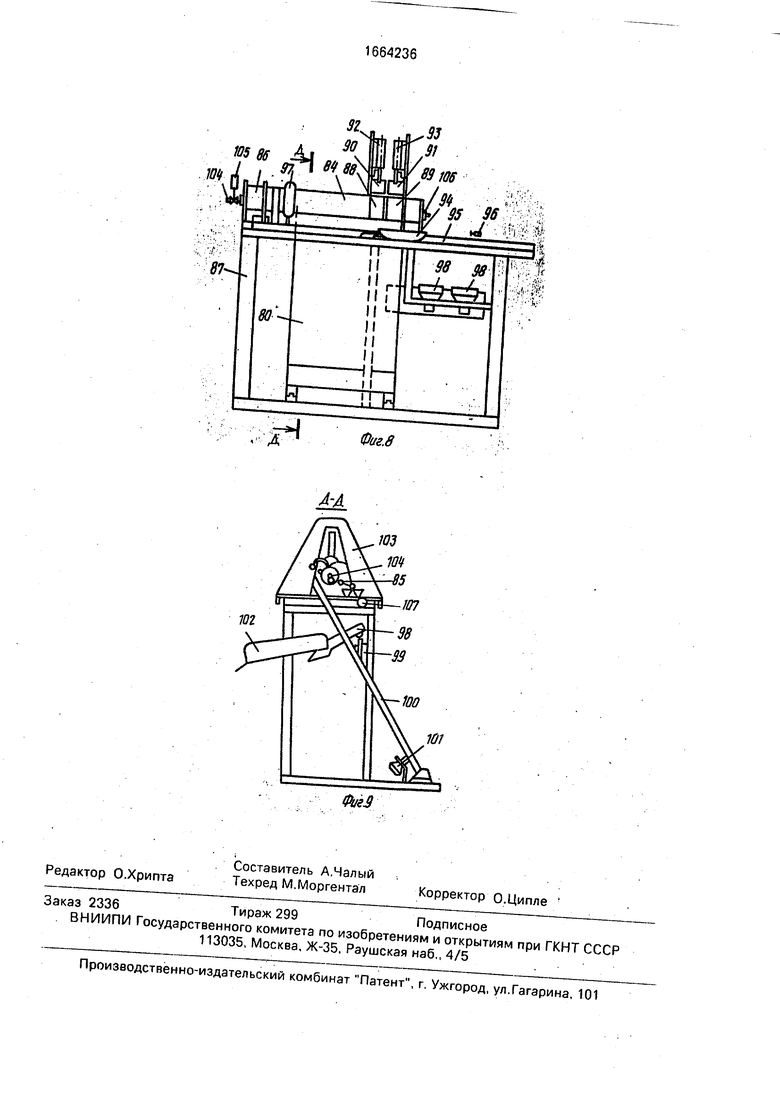
Устройства 80 для формования батонов и их термической обработки (каждое) включают барабан 84, имеющий присоски 85 и привод 86, установленный на каркасе 87, графитовые электроды 88 и 89, снабженные прижимными приспособлениями 90 и 91, гидроцилиндрами 92 и 93, причем электрод
88установлен в барабане 84, а электрод
89- на каретке 94,установленной в салазках 95, снабженных конечным выключателем 96 ограничения хода каретки 94 и подачи сигнала на включение электроэнергии на электроды 88 и 89, вакуумную камеру 97, держатели батонов 98 с приводом 99, кассету 100 для искусственной пленки с приводом 101, приспособление 102 для выдачи готового продукта, изолированную камеру 103, фаршепровод 104 с электроклапаном 105, датчик 106 температуры, отключающий подачу электроэнергии на электроды 88 и 89 по окончании термообработки и подающий сигналы на раскрытие прижимного приспособления 90 и перемещение каретки 94 для освобождения батона от электрода 88, и привод каретки 107.
Линия также включает конвейеры
108,связанные через приспособления 102 для выдачи готового продукта с устройствами 80 для формования батонов и их термической обработки и через передаточные устройства (не показаны)с холодильными передвижными камерами
109,установленными на направляющих 110 (фиг.1, 2, 8 и 9).
Линия работает следующим образом.
Куски жилованного мяса в зависимости от вида и сорта подаются в соответствующие приемники 6 блоков 1 и 2. По мере наполнения приемников 6 соответствующим видом и сортом мяса, в зависимости от его выхода при жиловке, закрывают затворы 7 приемников 6, подают в их верхнюю. часть сжатый воздух под давлением 0,12 - 0,15 МПа, который вытесняет куски жилованного мяса из приемников 6 по пневмопроводам 10 в соответствующие
0 накопительные емкости-массажеры 19. Через 20-30 с по окончании пневмотранспор- тировки подача сжатого воздуха прекращается, затворы 7 открываются, система вновь готова к приему жилованного
5 мяса.
В накопительных емкостях-массажерах 19 происходит накапливание и массирование кускового жилованного мяса. Процесс массирования мяса основан на цикличном
0 резком .изменении воздействия давления воздуха на мясо, вследствие чего создаются знакопеременные нагрузки, которые размягчают мясную ткань, что способствует улучшению качества готового продукта.
5 Нормальное положение предохранительного клапана 27 на крышке 25 накопительных емкостей-массажеров 19 - открытое, а электроклапана 31 - закрытое. В процессе транспортировки мяса об-
0 ратный клапан 29 под действием сжатого воздуха и продукта открывается и мясо поступает в накопительные емкости-массажеры 19, а избыток воздуха выходит через открытый предохранительный клапан 27.
5 При массировании мяса предохранительный клапан 27 закрыт, электроклапан 31 открыт, давая доступ сжатому воздуху в накопительную емкость-массажер 19, в которой создается избыточное давление 0 0,05-0,1 МПа.
В случае образования в емкости 19 излишков давления воздуха срабатывает предохранительный клапан 27 и излишнее давление сбрасывается. Через каждые 5-6
5 с срабатывает электроклапан 31, прекращая доступ сжатому воздуху, а предохранительный клапан 27 открывается, быстро выпуская воздух из емкости 19. Затем жилованное мясо подается к устройствам
Q 45 для предварительного измельчения и посола.
Для этого включают привод конвейера 33 и подвесной саморазгружающийся контейнер 32 начинает перемещаться к опредес ленной накопительной емкости-массажеру 19. Открывается затворное устройство 21 и через лоток 23 мясо поступает в подвесной саморазгружающийся контейнер 32 до тех пор, пока не срабатывает весовое устройство 37, после чего закрывается затворное
устройство 21, а подвесной саморазгружающийся контейнер 32 с порцией жилован- ного мяса подается к устройствам 45 для предварительного измельчения мяса. Распределительный лоток 47 устанавливается над тем устройством 45, размер решетки которого соответствует степени измельчения мяса, необходимого для данного вида и сорта вырабатываемых колбасных изделий. Одновременно к устройству 45 для предварительного измельчения мяса подводится саморазгружающийся контейнер 61 для отбора измельченного и посоленного мяса.
По мере того, как подвесной саморазгружающийся контейнер 32 с порцией соответствующего вида и сорта мяса подошел к устройствам 45 для предварительного измельчения мяса, срабатывает конечный выключатель 49.
Открываются полуемкости 39 и 40 контейнера 32 и происходит выгрузка мяса в определенное устройство 45 для предварительного измельчения мяса. При работе последнего происходит одновременно посол и нитрирование мяса следующим образом.
Перед рабочей зоной резания в устройствах 45 для предварительного измельчения мяса создается давление мяса переменного значения. Расход мяса на выходе из устройства 45 для предварительного измельчения мяса пропорционален давлению его на входе в зону резания, что способствует пропорциональному посолу и нитрированию мяса в процессе его измельчения. После того, как мясо попало в устройство 45 для предварительного измельчения и последнее начало работать, перед рабочей зоной создается давление, которое воздействует на командный прибор 50 и через него на балансное реле 51, произведя его разбалансировку. электроклапан 52, меняет положение регулируемого крана 53,обеспечивая подачу охлажденной посолочной смеси NaCI + NaN02 по трубопроводу 54 к форсункам 55 в рабочую зону устройства 45 для предварительного измельчения мяса пропорционально расходу мяса.
Так как саморазгружающийся контейнер 61 предварительно установлен у соответствующего устройства 45 для предварительного измельчения мяса, то измельченное, посоленное и пронитрирован- ное мясо поступает в него, включается цепной конвейер 70, перемещающий саморазгружающийся контейнер 61 к определенному дозатору-накопителю 58, где производится выгрузка порции соответствующего вида и сорта измельченного, посоленного и пронитрированного мяса. Далее в зависимости от вида и сорта вырабатываемых колбасных изделий из дозаторов-накопителей 58 последовательно подвесным
5 саморазгружающимся контейнером 71 производится набор компонентов фарша определенной рецептуры колбасных изделий объемным методом по времени или по количеству оборотов шнеков дозаторов-накопи10 телей 58 и подача его либо к устройству 76 для окончательного измельчения мяса с системой 77 для дозирования жидкости при выработке вареных колбасных изделий либо к смесителю 78 фарша с системой 49
15 автоматического дозирования добавок.
Приготовленный фарш фаршенасосом 82 или шнековым питателем 83 по фэршеп- роводам 81 подается в устройство 80 для формования батонов и их термической об20 работки, при включении которого кассета
100для искусственной пленки приводом
101импульсно подводится к барабану 84, включается вакуумная камера 97 и присоски 85 барабана прихватыва ют лист искусствен25 ной пленки из кассеты 100. Барабан 84 начинает вращаться вместе с искусственной пленкой, образуя 2 - 3-слойную оболочку, охватывающую графитовые электроды 88 и 89. По окончании процесса формования
0 оболочки срабатывает гидроцилиндр 93 прижимного приспособления 91, которое прижимает оболочку к электроду 89 и электроклапан 105 фаршепровода 104, который открывает доступ фаршу в межэлектродное
5 пространство.
Под давлением фарша электрод 89, установленный на каретке 94. вместе с зажатой на нем оболочкой начинает перемещаться по салазкам 95 на расстоя0 ние, соответствующее длине батона, при этом держатели 98 батона с помощью при- вода 99 подводятся под батон, срабатывает гидроцилиндр 92 прижимного приспособления 90, который прижимает конец оболочки
5 на электроде 88 и электроклапан 105, закрывающий доступ фарша. Подается напряжение на электроды 88 и 89 и производится термическая обработка батона до достижения температуры внутри батона 72°С, измеQ ряемой датчиком 106 температуры, который по окончании термической обработки отключает подачу напряжения на электроды 88 и 89, срабатывает гидроцилиндр 92, разжимающий прижимное приспособление 90,
5 отводится каретка 94 с батоном до освобождения оболочки от электрода 88, после чего батон фиксируется прижимом (не показан), гидроцилиндр 93 разжимает прижимное приспособление 90 и каретка 94 освобождает оболочку от электрода 89. Привод 99 перемещает держатели 98 с батонами к приспособлению 102 для выдачи готового продукта и готовый батон подается через передаточное устройство (не показано) на конвейер 108, который передает его в холодильные передвижные камеры 109.
Линия производства колбасных изделий работает в автоматическом режиме и позволяет исключить, применение ручного труда на процессах от жиловки мяса до формовки колбасных батонов, необходимость в традиционном металлоемком оборудовании для транспортировки, накапливания и дозирования сортового мяса, снизить себестоимость продукта за счет сокращения потерь сырья при транспортировке и за счет увеличения выхода готовых изделий, стабилизировать качество готового продукта за счет использования закрытой транспортной системы при транспортировке жилованного мяса и использования накопительных емкостей-массажеров.
Формула изобретения 1. Автоматизированная линия производства колбасных изделий, содержащая расположенную в технологической последовательности установку для сбора и транспортировки мяса в процессе обвалки и жиловки, устройства для предварительного измельчения мяса, каждое из которых имеет систему для приготовления и введения посолочного раствора, шнековые дозаторы- накопители для различных видов и сортов измельченного мяса, подвесной саморазгружающийся контейнер для фарша, устройство для окончательного измельчения мяса с системой для дозирования жидкости и смеситель фарша с системой автоматического дозирования добавок, отличающ а я с я тем, что, с целью сокращения . потерь сырья при сохранении его качества, она снабжена накопительными емкостями для массирования мяса с обратными клапанами, установленными в верхней части, а
0 затворами - в нижней части и подвесным контейнером с расположенными на нем саморазгружающимся контейнером для жило- ванного мяса, установленными между установкой для сбора и транспортировки
5 мяса в процессе обвалки и жиловки и устройствами для предварительного измельчения мяса, конвейером с контейнером для измельченного и посоленного мяса, установленным над шнековыми дозаторами-на0 копителями и устройствами для формования батонов и их термической обработки, размещенными после устройства для окончательного измельчения мяса и смесителя фарша, при этом устройство для
5 сбора и транспортировки мяса в процессе обвалки и жиловки образовано системой пневматической транспортировки, состоящей из приемников различных видов и сортов мяса сустановленными в них затворами,
0 каждый из которых посредством пневмопроводов соединен с накопительными емкостями для массирования мяса. - 2. Линия по п.1, отличающаяся тем, что она снабжена весовым устройст- 35 вом, установленным на саморазгружающемся контейнере для жилованного мяса.



| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОИЗВОДСТВА КОЛБАСНЫХ ИЗДЕЛИЙ | 1971 |
|
SU304925A1 |
| СПОСОБ ПРОИЗВОДСТВА ВАРЕНОЙ КОЛБАСЫ С РАСТИТЕЛЬНОЙ ДОБАВКОЙ | 2003 |
|
RU2245662C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАРЕНЫХ КОЛБАСНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2347395C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛБАСЫ ПОЛУКОПЧЕНОЙ "ЗАГОРОДНОЙ" | 2008 |
|
RU2363282C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАРЕНОЙ КОЛБАСЫ | 2012 |
|
RU2533430C2 |
| КОЛБАСА ВАРЕНАЯ "ЗДОРОВЬЕ" | 2007 |
|
RU2374929C2 |
| СПОСОБ ПРОИЗВОДСТВА КОЛБАСЫ ВАРЕНОЙ "ЗДОРОВЬЕ" | 2009 |
|
RU2398480C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАРЕНЫХ КОЛБАСНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348255C1 |
| Способ производства обогащенной варено-копченой колбасы | 2015 |
|
RU2626730C2 |
| Способ производства колбасных изделий | 2018 |
|
RU2687367C1 |


Изобретение относится к мясной промышленности, в частности к колбасному производству. Цель изобретения - сокращение потерь сырья при сохранении его качества. Новым в автоматизированной линии производства колбасных изделий является наличие пневмотранспортной системы, включающей приемники каждого вида и сорта мяса, связанные через пневмопроводы с накопительными емкостями - массажерами, каждая из которых имеет в верхней части обратные клапаны, а в нижней части - затворы, конвейеры с контейнером для измельченного и посоленного мяса, установленным над шнековыми дозаторами - накопителями, устройств для формования батонов и их термической обработки. Подвесной саморазгружающийся контейнер для жилованного мяса расположен на конвейере, связывающем накопительные емкости - массажеры с устройствами для предварительного измельчения. Для избирательной подачи жилованного мяса от накопительных емкостей - массажеров к заданному устройству для предварительного измельчения последние снабжены распределительным лотком. 1 з.п. ф-лы. 9 ил.
Фаг.1
W A-A
fffffffff
1145 Я If
Фхг.г
Б-Б
фиг. J
Y 9 9ft Ц161&
Wtt+tfuht
lЈ 0Јtt
9EZfr99l
71
а
62
66
Фиг.6
Фиг.
юг
Ml
| ЛИНИЯ ПРОИЗВОДСТВА КОЛБАСНЫХ ИЗДЕЛИЙ | 0 |
|
SU304925A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
