Изобретение относится к отделочному производству, в частности к способам для отделки чулочно-носочных изделий из химических нитей, пряжи натуральных и химических волокон, их смесок и сочетанний, а также к способам сушки, формирования, контроля качества, подбора в пары и маркировки чулочно-носочных изделий из всех видов сырья, окрашенных и пестровязанных, гладких и рисунчатых переплетений.
Целью изобретения является снижение трудоемкости изготовления изделий.
Способ заключается в том, что изделие вяжут, зашивают мысок и окрашивают или релаксируют изделие, после чего изделие
надевают на отделочную форму, формируют на сушильно-формировочной машине, затем снимают с отделочной формы и на отдельных рабочих местах осуществляют контроль качества вязания, зашивки мыска, крашения и формировки изделия, осуществляют подбор в пары, по линейным измерениям комплектовку и маркировку, при этом контроль качества вязания, зашивки мыска, крашения и формировки изделий осуществляют при его надевании и съеме с отделочной формы, подбор в пары по линейным измерениям осуществляют при одевании изделия на отделочные формы, а комплектовку при съеме изделий вкладышем, послеО
Os
4
ю го ел
довательно надевая два изделия одно в другое. Причем одновременно с пооследующим съемом скомплектованной подобранной пары изделий осуществляют маркировку. При маркировке ярлык закрепляют на верхнем в паре изделии во время съема с вкладыша.
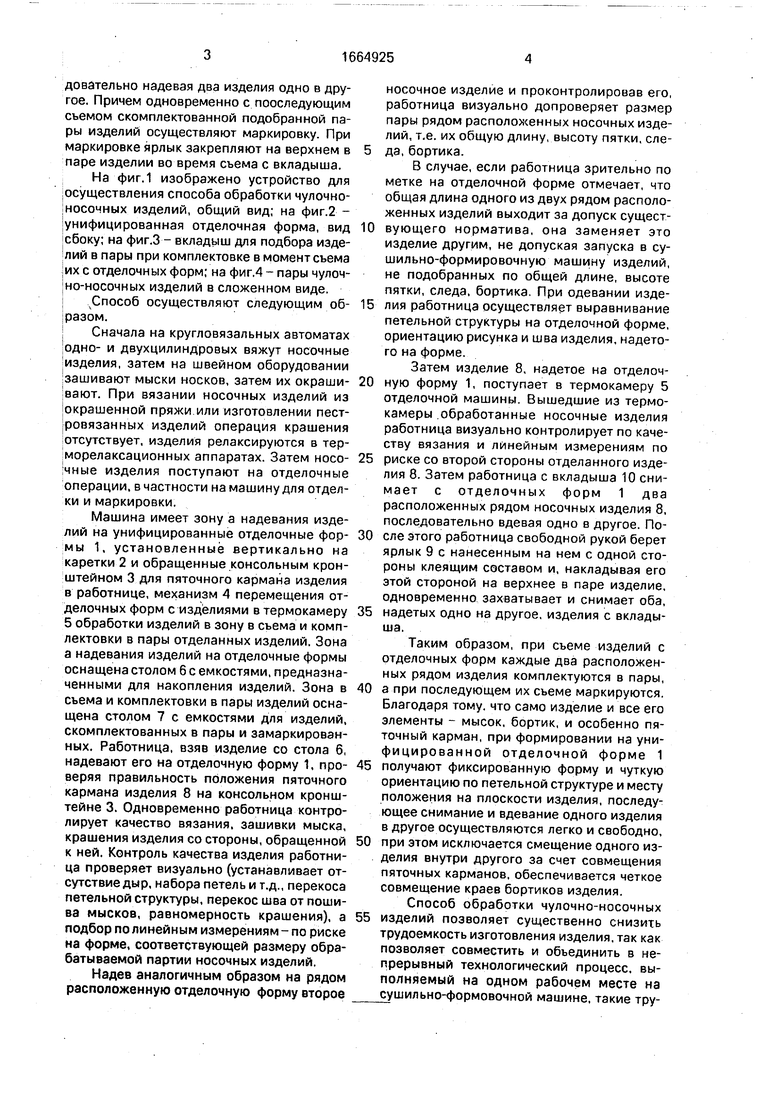
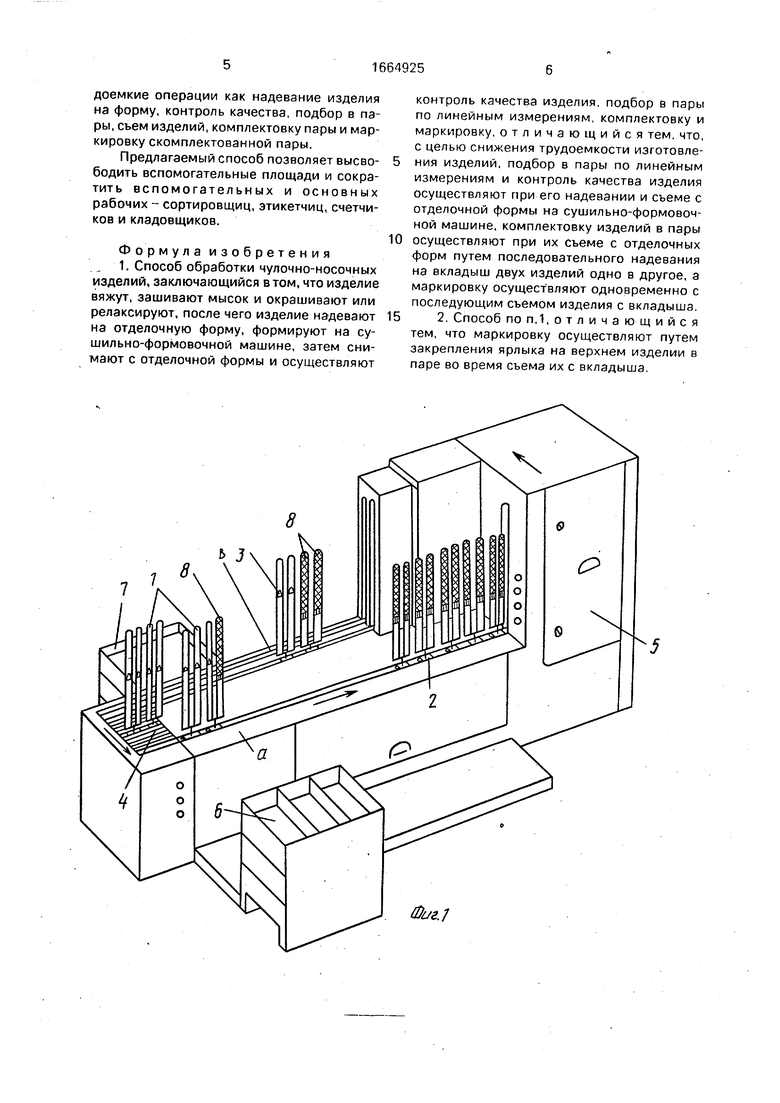
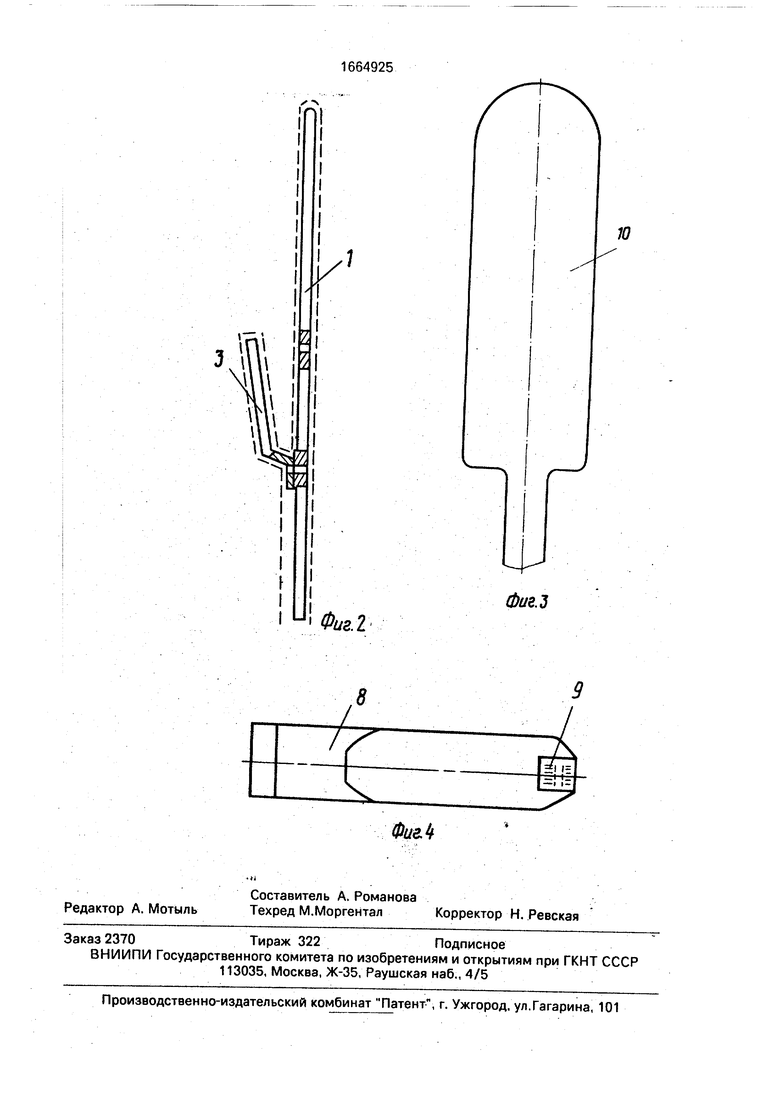
На фиг.1 изображено устройство для осуществления способа обработки чулочно- носочных изделий, общий вид; на фиг.2 - унифицированная отделочная форма, вид сбоку; на фиг.З - вкладыш для подбора изделий в пары при комплектовке в момент съема их с отделочных форм; на фиг.4 - пары чулоч- но-носочных изделий в сложенном виде.
хСпособ осуществляют следующим образом.
Сначала на кругловязальных автоматах одно- и двухцилиндровых вяжут носочные изделия, затем на швейном оборудовании зашивают мыски носков, затем их окрашивают. При вязании носочных изделий из Окрашенной пряжи или изготовлении пест- ровязанных изделий операция крашения отсутствует, изделия релаксируются в терморелаксационных аппаратах. Затем носочные изделия поступают на отделочные операции, в частности на машину для отделки и маркировки.
Машина имеет зону а надевания изделий на унифицированные отделочные формы 1, установленные вертикально на каретки 2 и обращенные консольным кронштейном 3 для пяточного кармана изделия в работнице, механизм А перемещения отделочных форм с изделиями в термокамеру 5 обработки изделий в зону в съема и комплектовки в пары отделанных изделий. Зона а надевания изделий на отделочные формы оснащена столом 6 с емкостями, предназначенными для накопления изделий. Зона в съема и комплектовки в пары изделий оснащена столом 7 с емкостями для изделий, скомплектованных в пары и замаркированных. Работница, взяв изделие со стола 6, надевают его на отделочную форму 1, проверяя правильность положения пяточного кармана изделия 8 на консольном кронштейне 3. Одновременно работница контролирует качество вязания, зашивки мыска, крашения изделия со стороны, обращенной к ней. Контроль качества изделия работница проверяет визуально (устанавливает отсутствие дыр, набора петель и т.д., перекоса петельной структуры, перекос шва от пошива мысков, равномерность крашения), а подбор по линейным измерениям - по риске на форме, соответствующей размеру обрабатываемой партии носочных изделий.
Надев аналогичным образом на рядом расположенную отделочную форму второе
носочное изделие и проконтролировав его, работница визуально допроверяет размер пары рядом расположенных носочных изделий, т.е. их общую длину, высоту пятки, следа, бортика.
В случае, если работница зрительно по метке на отделочной форме отмечает, что общая длина одного из двух рядом расположенных изделий выходит за допуск сущест0 вующего норматива, она заменяет это изделие другим, не допуская запуска в су- шильно-формировочную машину изделий, не подобранных по общей длине, высоте пятки, следа, бортика. При одевании изде5 лия работница осуществляет выравнивание петельной структуры на отделочной форме, ориентацию рисунка и шва изделия, надетого на форме.
Затем изделие 8, надетое на отделоч0 ную форму 1, поступает в термокамеру 5 отделочной машины. Вышедшие из термокамеры обработанные носочные изделия работница визуально контролирует по качеству вязания и линейным измерениям по
5 риске со второй стороны отделанного изделия 8. Затем работница с вкладыша 10 снимает с отделочных форм 1 два расположенных рядом носочных изделия 8, последовательно вдевая одно в другое. По0 еле этого работница свободной рукой берет ярлык 9 с нанесенным на нем с одной стороны клеящим составом и, накладывая его этой стороной на верхнее в паре изделие, одновременно захватывает и снимает оба,
5 надетых одно на другое, изделия с вкладыша.
Таким образом, при съеме изделий с отделочных форм каждые два расположенных рядом изделия комплектуются в пары,
0 а при последующем их съеме маркируются. Благодаря тому, что само изделие и все его элементы - мысок, бортик, и особенно пяточный карман, при формировании на унифицированной отделочной форме 1
5 получают фиксированную форму и чуткую ориентацию по петельной структуре и месту положения на плоскости изделия, последующее снимание и вдевание одного изделия в другое осуществляются легко и свободно,
0 при этом исключается смещение одного изделия внутри другого за счет совмещения пяточных карманов, обеспечивается четкое совмещение краев бортиков изделия.
Способ обработки чулочно-носочных
5 изделий позволяет существенно снизить трудоемкость изготовления изделия, так как позволяет совместить и объединить в непрерывный технологический процесс, выполняемый на одном рабочем месте на
сушильно-формовочной машине, такие трудоемкие операции как надевание изделия на форму, контроль качества, подбор в пары, съем изделий, комплектовку пары и маркировку скомплектованной пары.
Предлагаемый способ позволяет высвободить вспомогательные площади и сократить вспомогательных и основных рабочих - сортировщиц, этикетчиц, счетчиков и кладовщиков.
Формула изобретения 1. Способ обработки чулочно-носочных изделий, заключающийся в том, что изделие вяжут, зашивают мысок и окрашивают или релаксируют, после чего изделие надевают на отделочную форму, формируют на су- шильно-формовочной машине, затем снимают с отделочной формы и осуществляют
контроль качества изделия, подбор в пары по линейным измерениям, комплектовку и маркировку, отличающийся тем, что, с целью снижения трудоемкости изготовления изделий, подбор в пары по линейным измерениям и контроль качества изделия осуществляют при его надевании и съеме с отделочной формы на сушильно-формовоч- ной машине, комплектовку изделий в пары
0 осуществляют при их съеме с отделочных форм путем последовательного надевания на вкладыш двух изделий одно в другое, а маркировку осуществляют одновременно с последующим съемом изделия с вкладыша,
2. Способ по п.1,отличающийся тем, что маркировку осуществляют путем закрепления ярлыка на верхнем изделии в паре во время съема их с вкладыша.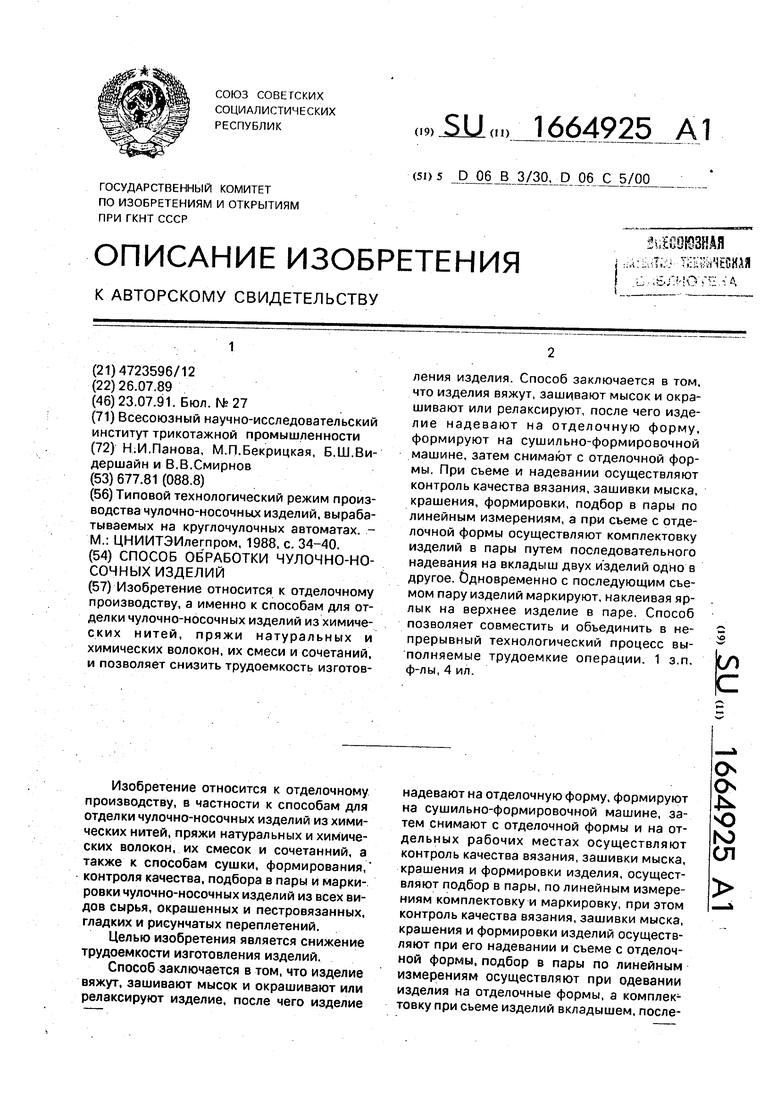
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для отделки чулочно-носочных изделий | 1988 |
|
SU1553594A1 |
| Способ изготовления двойного чулочно-носочного изделия | 1976 |
|
SU679663A1 |
| Способ вязания чулочно-носочных изделий на круглочулочном автомате | 1960 |
|
SU139394A1 |
| ЧУЛОЧНО-НОСОЧНОЕ ИЗДЕЛИЕ С АНТИМИКРОБНЫМИ СВОЙСТВАМИ | 2008 |
|
RU2383667C2 |
| Круглочулочный автомат | 1960 |
|
SU139395A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАШИВКИ МЫСКА ЧУЛОЧНО- НОСОЧНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ВОЛОКОН | 1970 |
|
SU283172A1 |
| Способ изготовления мыска плосковязаных чулочно-носочных изделий без последующей его кеттлевки | 1959 |
|
SU135173A1 |
| Устройство для выворотки и ориентированной укладки чулочно-носочных изделий | 1981 |
|
SU985184A1 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |
| Способ вязания чулочно-носочного изделия | 1980 |
|
SU1028745A1 |
Изобретение относится к отделочному производству, а именно к способам для отделки чулочно-носочных изделий из химических нитей, пряжи натуральных и химических волокон, их смеси и сочетаний, и позволяет снизить трудоемкость изготовления изделия. Способ заключается в том, что изделия вяжут, зашивают мысок и окрашивают или релаксируют, после чего изделие надевают на отделочную форму, формируют на сушильно-формировочной машине, затем снимают с отделочной формы. При этом при съеме и надевании осуществляют контроль качества вязания, зашивки мыска, крашения, формировки, подбор в пары по линейным измерениям, а при съеме с отделочной формы осуществляют комплектовку изделий в пары путем последовательного надевания на вкладыш двух изделий одно в другое. Одновременно с последующим съемом пару изделий маркируют, наклеивая ярлык на верхнее изделие в паре. Способ позволяет совместить и объединить в непрерывный технологический процесс выполняемые трудоемкие операции. 1 з.п.ф-лы. 4 ил.
Uk/iJ
/ ч
u Фиг.1
Фиг.З
| Типовой технологический режим производства чулочно-носочных изделий, вырабатываемых на круглочулочных автоматах | |||
| - М.: ЦНИИТЭИлегпром, 1988, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
