Изобретение относится к области текстиль«ого машиностроения, в частности к устройствам для заШИВКИ чулочно-носочных изделий.
Из(Вестен 1полуа1вто1мат для зашивки мыока чулочно-носочных изделий из термонластичных (В0ло:кон, состоящий из устройства с формами для изделий, ;раоноложен1ными горизонтально, устройства ДЛЯ расправления и предварительного закрепления «ромкн изделия, юодержаш,его 1связанные с нневмоцилиндрами две пары зажимов, смонтированных на ползунах, и пару прижимов с .приспособлением для закрепления кромки, устройства для зашивки мыска, предстаеляюп его собой она.бженную приводом нер1иодического действия поворотную платфор1му с закрепленной на ней краеобм-еточной машиной, соединенной с приводом ременной передачей с регулируемым диаметром шкива и снабженной шпулярником и известными механизмами подъема лапки и обрезкИ оверлочной цепочкн и системы управления.
Для повышения производительности предлагаемый полуавтомат содержит |механизм съема изделия, представляюш ий собой установленный в неподвижных опорах ходовой ВИНТ, ременной передачей соединенный с периодичеоки вклк чаемым приводом, установлеаный Б параллельных винту напра1вляющих
ползун, связанный с винтом гайкой и несущий на себе -зажимы для изделия, через систему рычагов взаимодействующие с пневмоцилиндром, и вещало для изделия.
Для упрощения конструкции полуавтомата устройство с формами может быть выполнено в виде четырехпозиционного ротора, состоящего из смонтированной на вертикальной оси крестовипы, несущей -шарнирно закрепленные на ней рычаги с форма1ми и прижимными роликами, контактирующими с неподвилшым центрально расположенным кулаком, привода периодического действия с делительным механизмом и фиксаторов для форм. Устройство для расправления и предварительного закрепления кромки изделия содержит три ползуна, установленных в нанравляющих, параллельно которым в неподвижных опорах уста1новлен ходовой винт, ременной передачей связанный с периодически включаемым приводом и гайками соединенный с первьпм и третьим ползунами. При этом пару следует смонтировать на третьем ползуне, а приспособление для закрепления кромки выполнить в Биде нагреваемой током проволоки, постоянно натянутой с помощью пружины, а второй ползун установить между первым и третьим на расстоянии, равном длине закрученной кромки изделия.
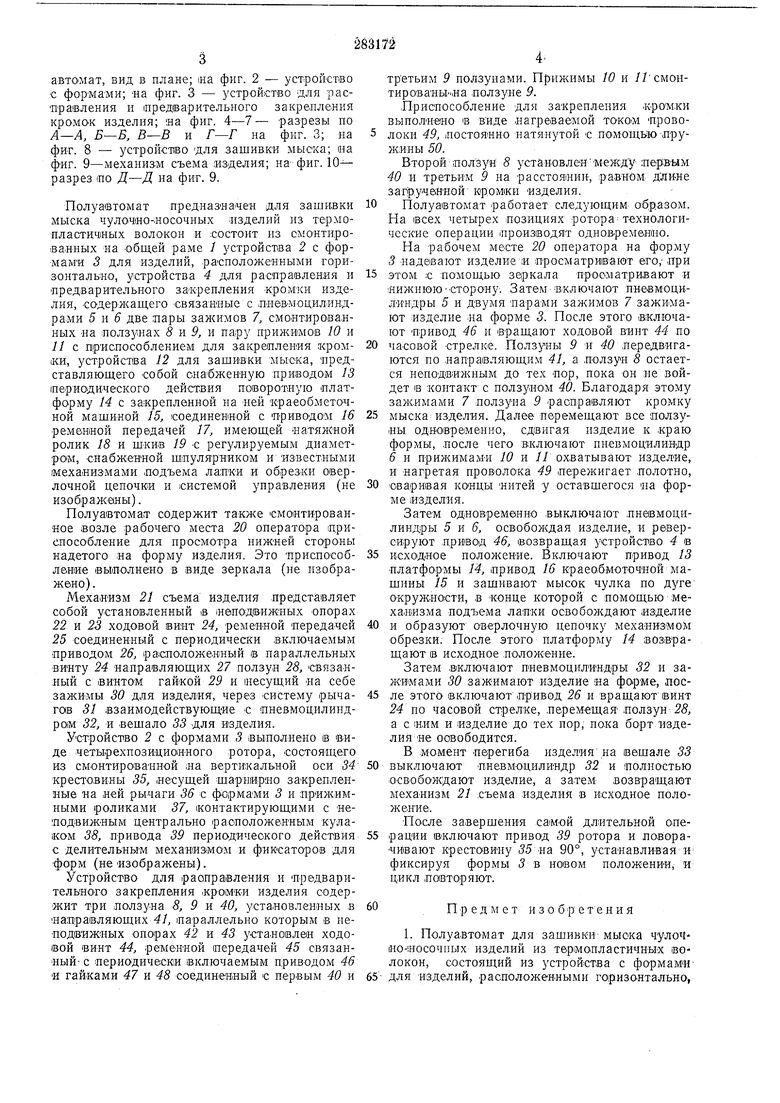
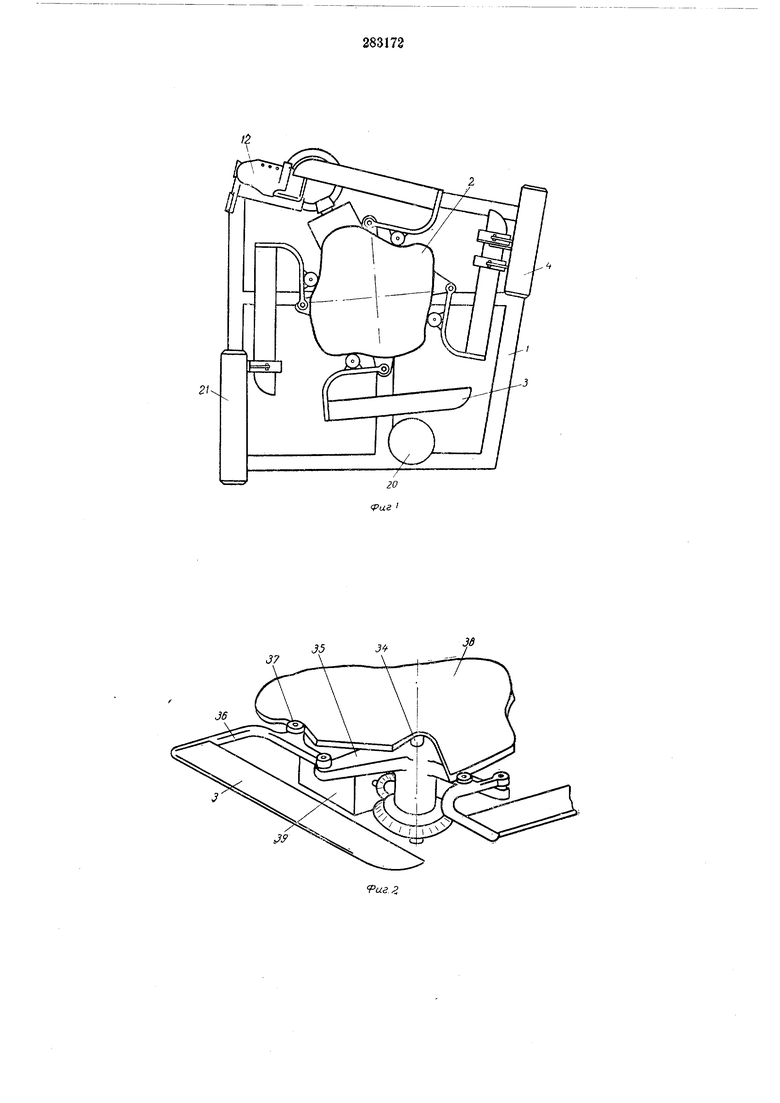
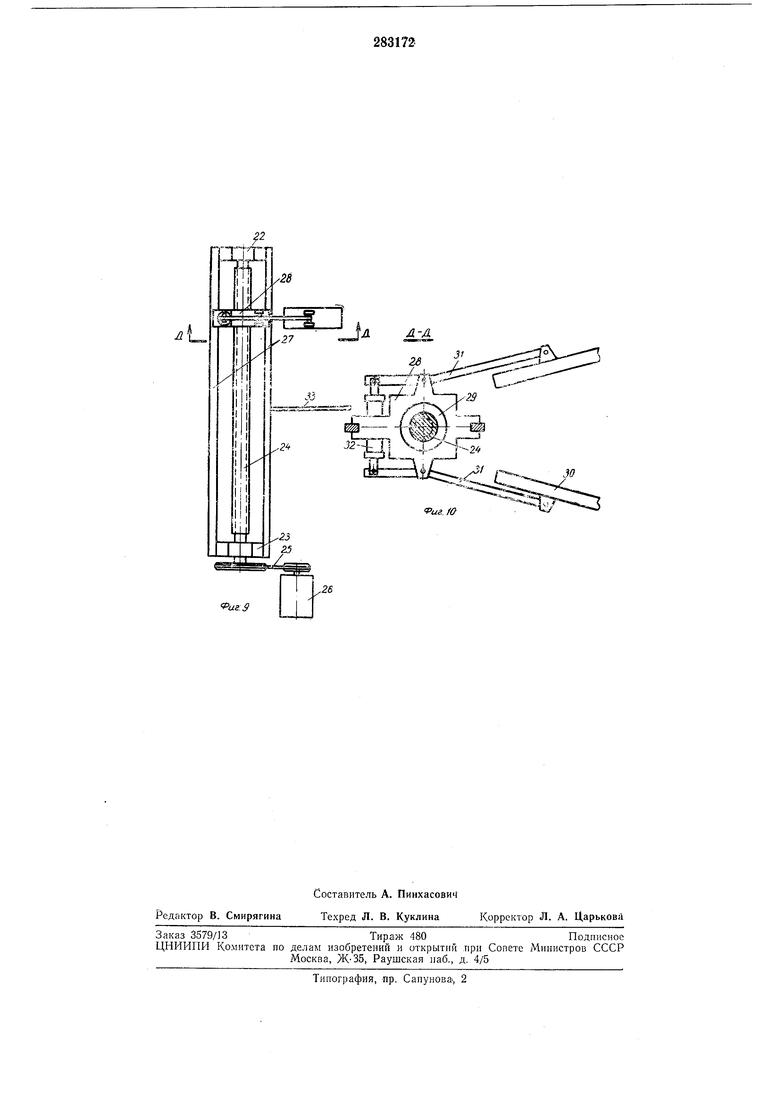
автомат, вид в плане; иа фнг. 2 - устройство с формами; «а фиг. 3 - устройство для расправления и лредварительного закрепления кромок изделия; :на фиг. 4-7- разрезы по , Б-Б, В-В и Г-Г на фиг. 3; на фиг. 8 - устройство ДЛЯ зашивки мыска; на фиг. 9-механизм съема изделия; на фиг. разрез 1ПО Д-Д на фиг. 9.
Полуавтомат предназначея для зашивки мыска чулочно-иосочных изделий из термопластичных волокон и состоит из смонтированных на обш,ей раме 1 устройства 2 с фор.мамИ 3 для изделий, .расположенными горизонтально, устройства 4 для расправления и предварительного закрепления кромки изделия, содержащего связанные с л-невлюцилиндрами 5 и 6 две пары зажимов 7, смоятироваиных «а ползунах 5 и Я и пару прилсимое 10 и // с приспособлением для закрапления кромки, устройства 12 для зашивки мыска, представляющего собой снабженную приводом 13 (Периодического действия поворотную платформу 14 с закрепленной на ией краеобметочной машиной 15, 1соединен1ной с Приводо-м 16 ременной передачей 17, имеющей «атяжной ролик 18 и ШКИ1В 19 с регулируемым диаметром, снабженной шяулярником и -известными механизмами подъема лапки и обрезки оверлочной цепочки и системой управления (не изображены).
Полуавтомат содержит также смонтированное возле рабочего места 20 оператора приепособление для просмотра нижней стороны надетого на форму изделия. Это приспособление выполнено в виде зеркала (не изображено).
Механизм 21 съема изделия представляет собой установленный в неподвижных опорах 22 и 23 ходовой винт 24, ременной передачей 25 соединенный с периодически включаемым приводом 26, расположенный в параллельных винту 24 направляющих 27 ползун 28, связанный с винтом гайкой 29 и несущий на себе зажимы 30 для изделия, через систему рычагов 31 взаимодействующие с пневмоцилиндрам 32, и вешало 33 для изделия.
Устройство 2 с формами 3 1вьшолнено в виде четырехпозИЦионного ротора, Состоящего из смонтированной на вертикальной оси 34 крестовины 35, несущей шарнирно закрепленные на ней рычаги 36 с формами 3 и прижимными роликами 37, контактирующими с неподвижным центрально расположенным кулаком 38, привода 39 периодического действия с делительным механиз1мом и фиксаторов для форм (не изображены).
Устройство для расправления и предварительного закрепления кромки изделия содержит три лолзуна 8, 9 и 40, установленных в Направляющих параллельно которым в неподвижных опорах 42 и 43 установлен ходовой винт 44, ременной передачей 45 связанный-с периодически включаемым приводом 46 И гайками 47 и 48 соединенный с первым 40 и
третьим 9 ползунами. 10 и У/смонтированы на ползуне 9.
.Приспособление для закрепления кромки выполНвно в виде нагреваемой током ироволоки 49, 1постоя нно натянутой С помощью пружины 50.
Второй ползун 8 установленмежду перв-ым 40 и третьим 9 на расстоянии-, равном длине загр.ученной кром1ки изделия.
Полуавтомат работает следующим образом. На всех четырех позициях ротора технологические операции производят одновременно.
На рабочем месте 20 оператора на форму 3 надевают изделие и просматривают его,- при
этом с помощью зеркала просматривают и нижнюю -сторону. Затем -включают пневмоциЛиндры 5 и двумя парами зажимов 7 зажимают изделие «а форме 3. После этого включают Привод 46 и вращают ходовой винт 44 по
часовой -стрелке. Ползуны 9 и 40 передвигаются по направляющим 41, а ползун 8 остается непо-движным до тех Пор, пока он пе войдет в контакт с ползуном 40. Бла-годаря этому зажимами 7 ползуна 9 расправляют кромку
мыска изделия. Далее перемещают все ползуны одновременно, сдвигая изделие к краю формы, после чего включают пневмоцилиндр 6 и прижимам-и 10 и 11 охватывают изделие, и нагретая проволока 49 пережигает полотно,
сваривая концы нитей у оставшегося на форме изделия.
Затем одновременно выключают пневмоцилиндры 5 к 6, освобождая изделие, и реверсируют привод 46, возвращая устрой-ство 4 в
исходное положение. Включают привод 13 платфор-мы 14, привод 16 краео,бмоточноймашины 15 и зашивают мысок чулка по дуге о-кружйости, в конце которой с помощью механизма подъема лапки освобождают изделие
и образуют ов-ерлочную цепочку механизМом обрезки. После этого платформу 14 возвращают в исходное полож-енне.
Затем включают пневмоцилиндры 32 н заж-нмами 30 зажимают изделие на форме, после этого включают привод 26 и вращают винт 24 iQ часовой ст релке, nepeAi-ещая-ползун 25, а с ним и изделие до тех пор, пока борт изделия не освободится.
В момент перегиба изделия на вешале 33
выключают пневм-оцилиндр 32 и полностью освобождают изделие, а затем возвращают меха-низм 21 съема изделия в ис.ходное положение. -После завершения сам-ой длительной операции включают привод 39 ротора и повора-чивают крестовину 55 на 90°, устанавлив ая ификсируя формы 5 в новом положении, и цикл повторяют.
Пред м е т и з о б р е те н и я
1. Полуавтомат для защив {и мыска Чулочно-носочпых изделий из термопластичных волокон, состоящий из устройства с формами65- для изделий, расположенными Г0|ризонтально,
устройства для расправления « предварительного закрепления «ромки изделия, содержащего связанные с пиевмоцилилдрами две пары залшмое, смонтированных на двух ползунах, пару прижимов с приспособлением для заюреллания кромки, устройства для зашивки мыска, представляюЕ1его -собой снабженную приводом периодического действия поворотную .платформу с закрепленной «а ней краеобметочНой машиной, соединенной с приводом ременной передачей с регулируемым диаметром ш.кива л снабженной шпулярником и известйыМИ механизмами подъема лапки и обрезки оверлочной цепочки н системы управления, отличающийся тем, что, с целью повышения производительиости, он содержит механизм съема изделия, представляющий собой установленный IB неподвижных опорах ходовой Винт, ременной передачей соединенный с периодически включаемым приводом, установленный (В параллельных винту направляющих ползун, связанный с винтом гайкой и несущий на себе зажимы для изделия, через систему рычагов взаимодействующие с пневмоцилиндром, и вещало для изделия.
2. Полуавтомат по п. 1, отличающийся тем, что, с целью упрощения конструкции, устройство с формами выполнено в виде четырехпозиционного ротора, состоящего из смонтированной на вертикальной оси крестоенны, несущей щарнирно закрепленные на ней рычаги с формами и прижимными роликами, контактирующими с неподвнл4ным центрально расположенным кулаком, привода периодического
действия и фиксаторов для форм, устройство для расправления и предварительного закрепления кромки изделия содержит три ползуна, установленных в направляющих, параллельно которым в неподвнжных опорах установлен ходовой винт, ременной передачей 1связанный с периодически включаемым приводом и гайками соединенный с первым и третьим ползунами, .при этом ,пара прижимов смонтирована на третьем ползуне, приспособление
для закрепления кромки выполнено в виде нагреваемой током нро1волоки, постоянно натянутой с помощью пружины, а второй ползун установлен между первым .и третьим на расстоянии, равном длине закрученной кромки изделия.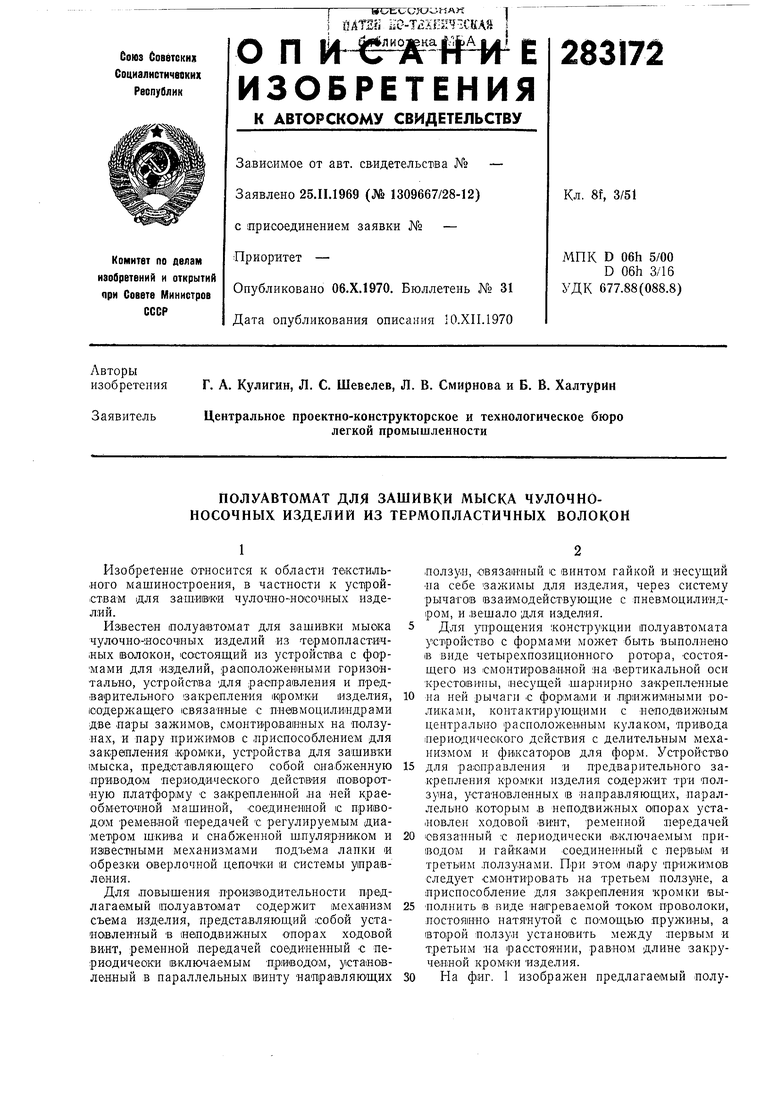
| название | год | авторы | номер документа |
|---|---|---|---|
| ТГХКНЧЕСКАЯ БИБЛИОТЕКА | 1969 |
|
SU247448A1 |
| СПОСОБ ЗАШИВКИ МЫСКА ЧУЛОЧНО-НОСОЧНОГО ИЗДЕЛИЯ, | 1968 |
|
SU219736A1 |
| Устройство для выворотки и ориентированной укладки чулочно-носочных изделий | 1981 |
|
SU985184A1 |
| Устройство для выворачивания и ориентированного раскладывания чулочных изделий | 1985 |
|
SU1300053A1 |
| КРАЕОБМЕТОЧНАЯ МАШИНА | 1971 |
|
SU314836A1 |
| УСТРОЙСТВО ДЛЯ ВЫВОРАЧИВАНИЯ РУКАВИЦ И ДРУГИХ ПОДОБНЫХ ИЗДЕЛИЙ | 1967 |
|
SU194688A1 |
| ПОТОЧНАЯ ЛИНИЯ В ПРОИЗВОДСТВЕ ЧУЛОЧНО-НОСОЧНЫХИЗДЕЛИЙ | 1972 |
|
SU330215A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ ЧУЛОЧНЫХИЗДЕЛИЙ в ОРИЕНТИРОВАННОМ ПОЛОЖЕНИИИЗ ПНЕВМОСИСТЕМЫ | 1972 |
|
SU427108A1 |
| Швейный полуавтомат для выполнения контурных строчек | 1982 |
|
SU1082882A1 |

s
3
7
13
.S
аг.З
