Изобретение относится к получению термостойких керамических фильтрующих материалов, применяемых, в частности, в металлургической промышленности для фильтрации расплавов металлов.
Цель изобретения - повышение прочности и проницаемости материала.
Поставленная цель достигается тем, что в отличие от известного способа, включающего изготовление формы из открытоячеистого пенополиуретана, пропитку ее суспензией, удаление избытка суспензии путем отжима, сушку и спекание, пропитку осуществляют по крайней мере 2 раза, а удаление избытков суспензии осуществляют воздухом при скорости обдува v, определяемой соотношением
D
5
где D - средний размер ячейки пенополиуретана, мм;
v - скорость обдува, м/с;
Способ осуществляется следующим образом.
Заготовку из открытоячеистого пенополиуретана пропитывают суспензией и поме- щают под струю сжатого воздуха. Создающееся над материалом динамическое давление вытесняет избыток шликера и разрушает пленочные образования.
Капиллярное давление Р жидкости определяется соотношением 4 a cos©
о
С
а ел
ON
где DK - диаметр капилляра; о- коэффициент поверхностного натяжения;
0- краевой угол смачивания.
Динамическое давление Pg газа определяется соотношением
Р уРУ2 2
где К - коэффициент, зависящий от геометрии обдуваемого тела;
р- плотность газа.
Таким образом жидкость будет вытесняться из капилляра при Pg Рк, т.е.
,, pv2 . 4 о cos Э
К 2 Щ- или
v VSacos в КрОк
На процессе вытеснения жидкости из пенополиуретана оказывают влияние форма капилляра, неодинаковые размеры ячеек и ряд других факторов. Поэтому условия начала вытеснения керамической суспензии из пенополиуретана со средним диаметром ячейки D были определены экспериментально. При этом получили следующую зависимость:
v УТб , м/с D
При увеличении скорости обдува выше 5 м/с покрытие не удерживается на поверхности полиуретана, шликер сдувается до оголения, в результате чего прочность материала резко падает.
В процессе обдува образующееся на поверхности перемычек пенополиуретана покрытие имеет аэродинамически более выгодную гладкую округлую поверхность без острых кромок, трещин и выступов, являющихся концентраторами напряжений, что способствует повышению прочности изделия.
Далее изделие для удаления физико-химически и физико-механически связанной влаги. В процессе сушки, которая интенсифицируется обдувом, возможно появление микротрещин на керамических перемычках. Повторная пропитка формы суспензии необходима для повышения прочности изделия, поскольку происходит залечивание дефектов, образовавшихся в керамическом покрытии при сушке и обдуве, а также толщина перемычек получаемого пеноматериала возрастает. Количество циклов пропитка-сушка-продувка определяется в каждом конкретном случае применения материала, исходя из предъявляемых эксплуатационных характеристик, поскольку уже трехкратная про
питка материала приводит к значительному снижению проницаемости, но прочность возрастает. Далее изделие сушат и обжигают.
Таким образом, данный способ позволяет добиться одновременного повышения прочности и проницаемости материала.
П р и м е р 1. Образец из открытоячеистого пенополиуретана со средним диаметром ячейки 2 мм размером 100x100x30 мм пропитывают суспензией, состоящей из 65 мас.% 15 мас.% SisN и 20 мас.% алюмофосфатного связующего плотностью 1,35 г/см3 и продувают воздухом со скоростью воздушного потока 4 м/с до высыхания поверхности керамического покрытия. Далее образец нагревают до 110°С со скоростью 30°С в ч. Выдерживают 1 ч, охлаждают и повторно подвергают пропитке и продувке с той же скоростью воздушного потока. Образец нагревают до 300°С со скоростью 30°С в ч и до 1000°С со скоростью 200°С в ч. Выдержку осуществляют в течение2ч.
Данные о свойствах материала приведены в таблице.
П р и м е р 2. Образец из открытояче- истого пенополиуретана со средним диаметром ячейки 4 мм размером 100x100x30 мм пропитывают суспензией, состоящей из 65 мас.% , 15 мас.% и 20 мас.% алюмофосфатного связующего плотностью 1,35 г/см3, и продувают воздухом со скоростью воздушного потока 3 м/с. Сушка образца производится аналогично примеру 1. Далее образец еще дважды пропитывают и дважды продувают. После третьей пропитки материал подвергается термообработке по
режиму, аналогично предыдущему.
Коэффициент проницаемости определяют на установке Metefem (ВНР) по методике, разработанной на основании СТ-СЭВ 2291-80.
Предел прочности при сжатии определяется на разрывной машине InstroN (ФРГ) по методике, разработанной на основании ГОСТ 473.6-81.
Для повышения статической достоверности значения Km и (7Сж определяются для каждого случая на 5-ти образцах.
Таким образом, оптимальная скорость обдува определяется соотношением
5, м/с
D
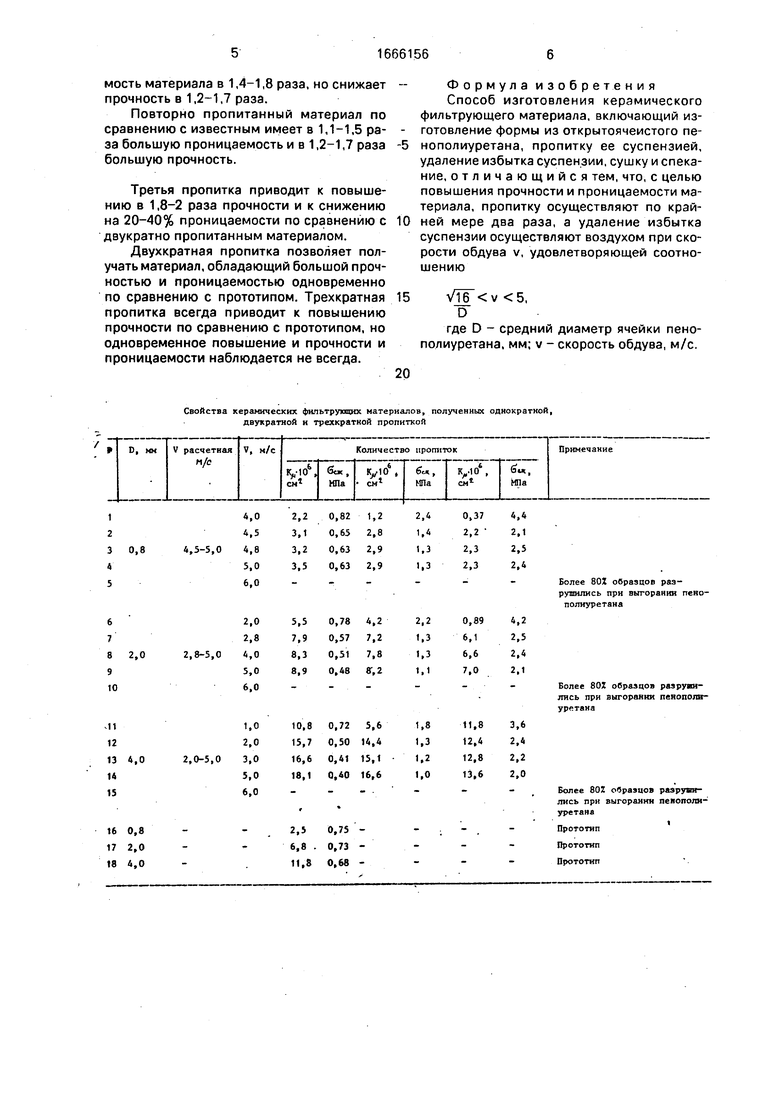
Однократная пропитка и обдув повышает по сравнению с известным проницаемость материала в 1,4-1,8 раза, но снижает прочность в 1,2-1,7 раза.
Повторно пропитанный материал по сравнению с известным имеет в 1,1-1,5 ра- за большую проницаемость и в 1,2-1,7 раза большую прочность.
Третья пропитка приводит к повышению в 1,8-2 раза прочности и к снижению на 20-40% проницаемости по сравнению с двукратно пропитанным материалом.
Двухкратная пропитка позволяет получать материал, обладающий большой прочностью и проницаемостью одновременно по сравнению с прототипом. Трехкратная пропитка всегда приводит к повышению прочности по сравнению с прототипом, но одновременное повышение и прочности и проницаемости наблюдается не всегда.
Формула изобретения Способ изготовления керамического фильтрующего материала, включающий изготовление формы из открытоячеистого пенополиуретана, пропитку ее суспензией, удаление избытка суспензии, сушку и спекание, отличающийся тем, что, с целью повышения прочности и проницаемости материала, пропитку осуществляют по крайней мере два раза, а удаление избытка суспензии осуществляют воздухом при скорости обдува v, удовлетворяющей соотношению
5,
D
где D - средний диаметр ячейки пенополиуретана, мм; v - скорость обдува, м/с.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения неорганического фильтрующего материала | 1987 |
|
SU1480855A1 |
| Способ из фильтрующей пенокерамики | 1990 |
|
SU1770314A1 |
| Способ изготовления пористой керамики | 1990 |
|
SU1782969A1 |
| Способ изготовления фильтрующей пенокерамики | 1990 |
|
SU1775136A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 1993 |
|
RU2062636C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ВЫСОКОПОРИСТЫХ БЛОЧНО-ЯЧЕИСТЫХ МАТЕРИАЛОВ | 2014 |
|
RU2571875C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ВЫСОКОПОРИСТЫХ БЛОЧНО-ЯЧЕИСТЫХ МАТЕРИАЛОВ | 2015 |
|
RU2580959C1 |
| Способ получения высокопористого открытоячеистого углеродного материала | 2020 |
|
RU2753654C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТЫХ СПЛАВОВ | 2005 |
|
RU2300444C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОГО ЯЧЕИСТОГО МАТЕРИАЛА | 2020 |
|
RU2759860C1 |
Изобретение относится к способам получения термостойких керамических фильтрующих материалов для расплавов металлов и позволяет одновременно повысить прочность и проницаемость материала. Способ изготовления керамического фильтрующего материала включает изготовление формы из открытоячеистого пенополиуретана, пропитку ее суспензией, удаление избытка суспензии, сушку и спекание, причем пропитку осуществляют по крайней мере два раза, а удаление избытка суспензии осуществляют обдувом воздухом при скорости обдува, определяемой соотношением: √16/D*98V*985, где D - средний диаметр ячейки пенополиуретана, мм
V - скорость обдува, м/с. 1 табл.
Свойства керамических фильтрующих материалов, полученных однократной, двукратной и трехкратной пропиткой
D, мм
6
7
8 2,0
9
10
И1 12
13 4,0 14 15
160,8
172,0
184,0
Примечание
Более 801 образцов разрушились при выгорании пенополиуретана
Более 80 образцов разрушились при выгорании пенополнБолее 80Z образцов разруяи- лнсь при выгорании пенопояи- i
i
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ КОНЦОВ НАТЯГИВАЕМОЙАРМАТУРЫ--—-»«* | 0 |
|
SU159963A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
