Изобретение относится к металлообработке и может быть использовано при изготовлении резьбовых отверстий пластическим деформированием.
Цель изобретения - повышение стойкости метчика за счет перераспределения нагрузки на витки калибрующей части.
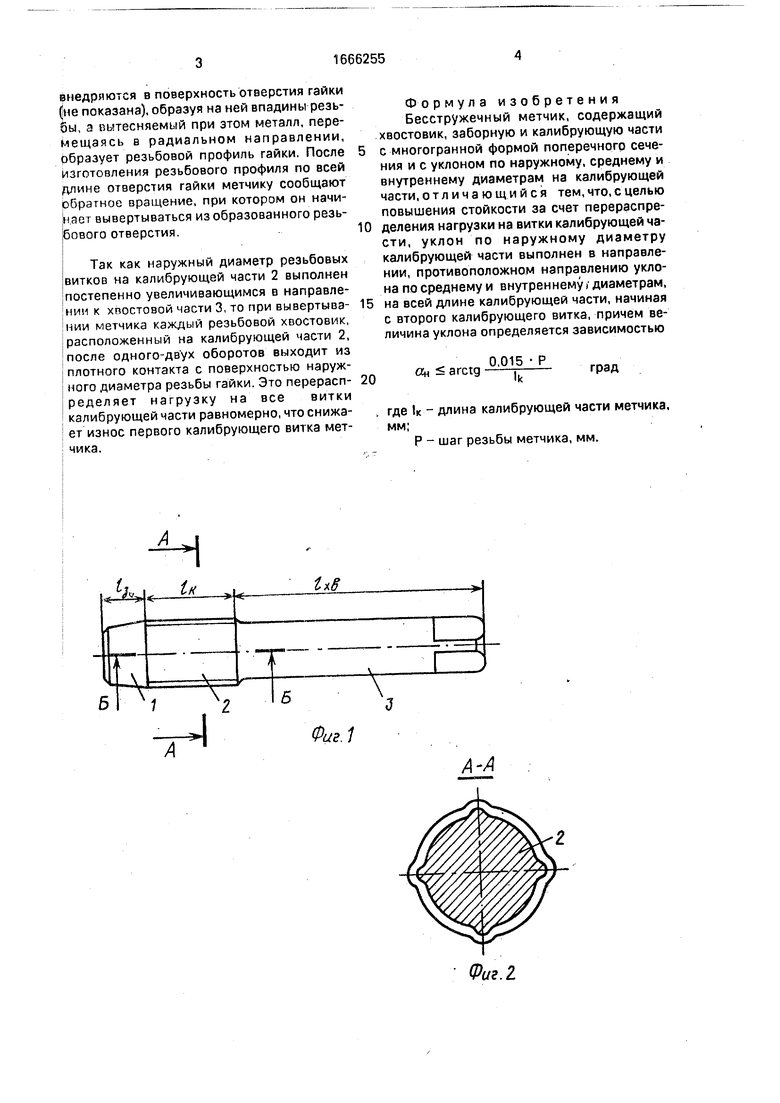
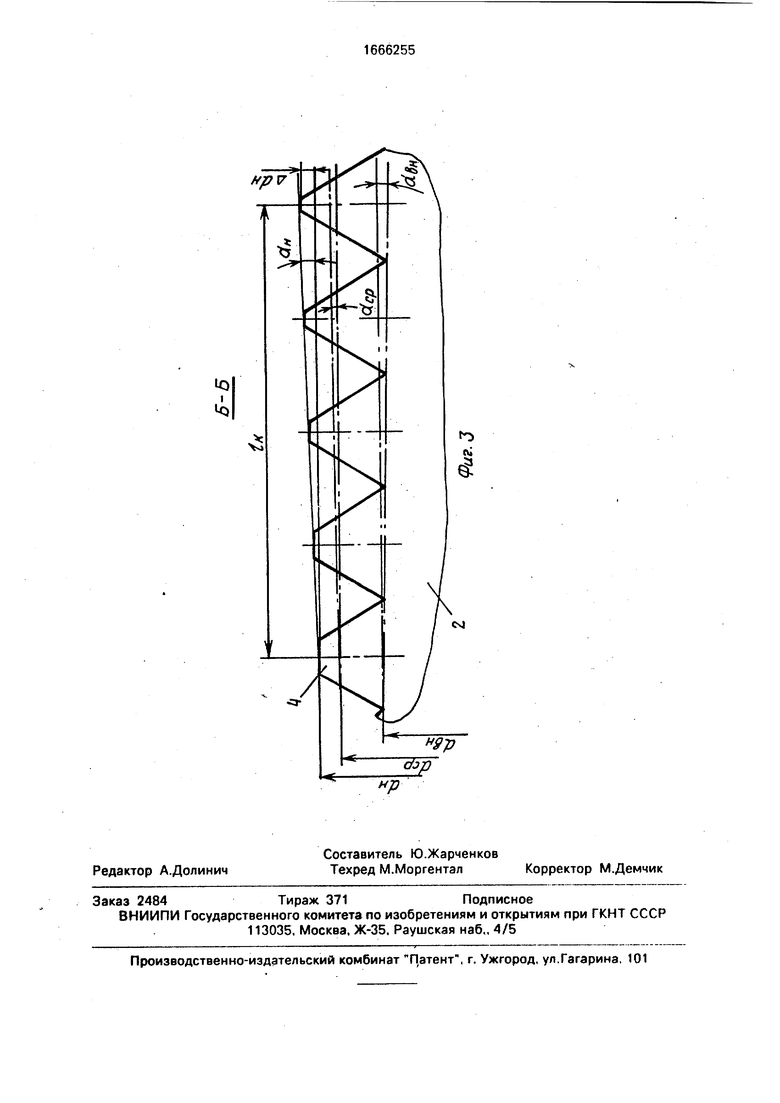
На фиг. 1 изображен бесстружечный метчик, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Бесстружечный метчик (фиг.1) состоит из заборной 1, калибрующей 2 и хвостовой 3 частей. Заборная 1 и калибрующая 2 части (сечение А-А) имеют вид многогранника (фиг.2), по периметру которого расположен резьбовой профиль. На калибрующей части 2 (фиг. 3) резьбовой профиль по среднему и внутреннему диаметру выполнен с одинаковым уклоном (Оср Овн) в направлении от начала калибрующей части к хвостовику,
а по наружному диаметру (dH) - с уклоном ан в направлении от хвостовика ко второму витку калибрующей части 2. При этом угол наклона а, по наружному диаметру определяется выражением
п
- arctg AT-
I- k
где До«40,015чР - половина допустимой величины превышения наружного диаметра калибрующей части 2 по сравнению с наружным диаметром dH первого витка 4 калибрующей части;
1К - длина калибрующей части метчика, мм (фиг.З);
Р - шаг резьбы метчика, мм
Бесстружечный метчик работает следующим образом.
Под действием крутящего момента, приложенного к метчику, резьбовые витки, расположенные на его заборной части 1,
fe
О
Os ON Ю Л
сл
/
1
внедряются в поверхность отверстия гайки (не показана), образуя на ней впадины резьбы, а вытесняемый при этом металл, перемещаясь в радиальном направлении, образует резьбовой профиль гайки. После изготовления резьбового профиля по всей длине отверстия гайки метчику сообщают обратное вращение, при котором он начинает вывертываться из образованного резьбового отверстия.
Так как наружный диаметр резьбовых витков на калибрующей части 2 выполнен постепенно увеличивающимся в направлении к хвостовой части 3, то при вывертывании метчика каждый резьбовой хвостовик, расположенный на калибрующей части 2, после одного-двух оборотов выходит из плотного контакта с поверхностью наружного диаметра резьбы гайки. Это перерасп- ределяет нагрузку на все витки калибрующей части равномерно, что снижает износ первого калибрующего витка метчика.
Формула изобретения Бесстружечный метчик, содержащий хвостовик, заборную и калибрующую части
с многогранной формой поперечного сечения и с уклоном по наружному, среднему и внутреннему диаметрам на калибрующей части.отлича ющий с я тем, что, с целью повышения стойкости за счет перераспределения нагрузки на витки калибрующей части, уклон по наружному диаметру калибрующей части выполнен в направлении, противоположном направлению уклона по среднему и внутреннему с диаметрам,
на всей длине калибрующей части, начиная с второго калибрующего витка, причем величина уклона определяется зависимостью
а arctg
0.015 Р Ik
град
. где IK - длина калибрующей части метчика, мм;
Р - шаг резьбы метчика, мм.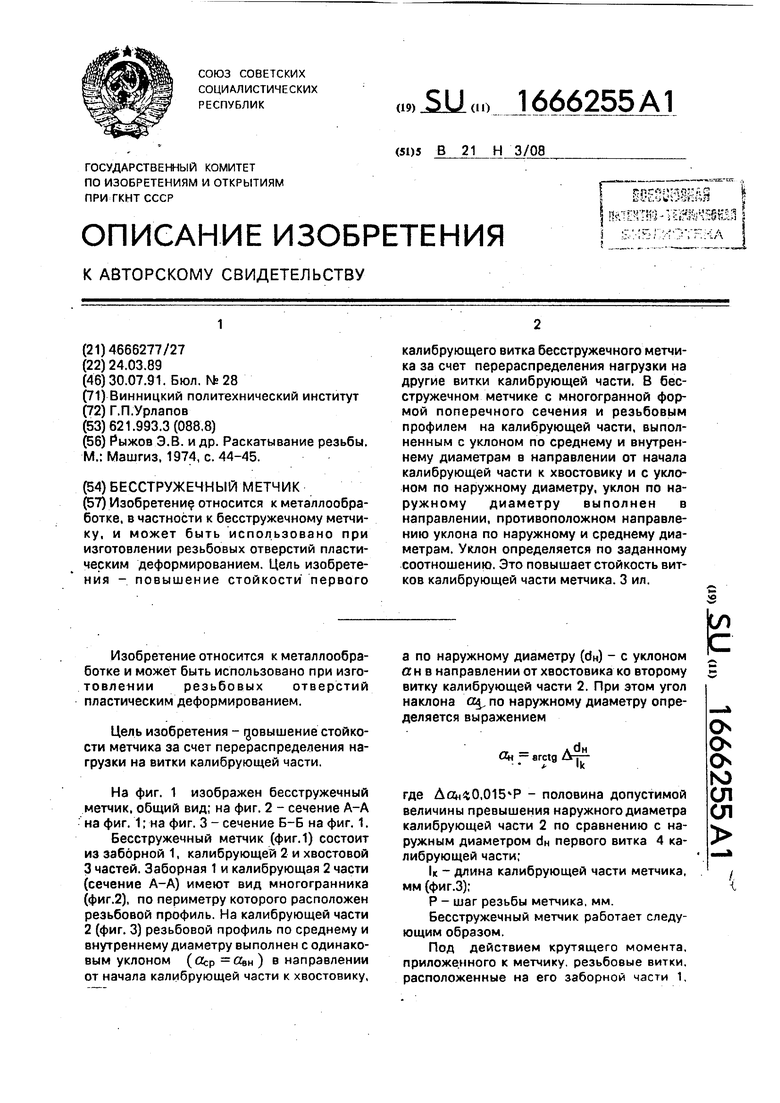
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| Бесстружечный метчик | 1988 |
|
SU1569067A1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Бесстружечный метчик | 1980 |
|
SU946756A1 |
| Метчик бесстружечный | 1981 |
|
SU1090513A1 |
| Бесстружечный метчик и устройство для его изготовления | 1987 |
|
SU1466860A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Бесстружечный метчик | 1988 |
|
SU1637924A1 |
Изобретение относится к металлообработке, в частности к бесстружечному метчику, и может быть использовано при изготовлении резьбовых отверстий пластическим деформированием. Цель изобретения - повышение стойкости первого калибрующего витка бесстружечного метчика за счет перераспределения нагрузки на другие витки калибрующей части. В бесстружечном метчике с многогранной формой поперечного сечения и резьбовым профилем на калибрующей части, выполненным с уклоном по среднему и внутреннему диаметрам в направлении от начала калибрующей части к хвостовику и с уклоном по наружному диаметру, уклон по наружному диаметру выполнен в направлении, противоположном направлению уклона по наружному и среднему диаметрам. Уклон определяется по заданному соотношению. Это повышает стойкость витков калибрующей части метчика. 3 ил.
Фиг.1
Фиг. 2.
IQ
| Рыжов Э.В | |||
| и др | |||
| Раскатывание резьбы | |||
| М.: Машгиз, 1974, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
