;54) СПОСОБ НАСТРОЙКИ ПРИ .ИЗГОТОВЛЕНИИ ВЕССТРУЖЕЧПЫК МЕТЧИКОВ НЛ РЕЗЬБОШЛИФОВАЛЬНЫХ СТАНКАХ
1
Изобретение относится к машиностроению и может быть использовано при изготовлении бесстружечных метчиков на резьбошлифовальных станках.
Известен способ настройки,по которому станок настраивают на шаг шлифуемой резьбы, устанавливают шлифовальный круг на угол подъема резьбы, настраивают станок на число деформируивдих граней бесстружечного метчика Сна количество ударов при заты-ловании), настраивают на величину затылования и на-шлифование заборной и калибрующей частей. Затем шлифуют резьбу с затылованием ее по профилю С1 D.
Недостатком данного способа является то, что он не позволяет получать на бесстружечном метчике разное количество деформирующих граней на заборной и калибрующей частях. Это снижает точность получаемых резьб. Способ не дает возможности выполнять на витках заборной части деформирующие грани, образованные затылованием по среднему диаметру, чередующимися с гранями, образованными затылованиеи по наружному диаметру, что не позволяет перераспределить припуск на обработку между деформирующими гранями.
а следовательно, увеличить стойкость инструмента.
Цель изобретения - повышение точности получаемых резьб и повышение стойкости бесстружечных метчиков.
Поставленная цель достигается тем, что на вершине ш.пифовального круга правят площадку под углом, рав10ным углу уклона заборной части бесстружечного метчикаJнастраивают станок на шлифование резьбы с шагом меньшим, чем шаг резьбы на бесстружечном метчике, а после затылования
15 заборной части по наружному диаметру шлифовальный круг правят по профилю до ликвидации площадки на вершине, перестраивают гитару затылования и шагов резьб станка и шлифуют резьбу
20 на заборной и калибрующей частях бесстружечного метчика с затылованием по среднему диаметру резьбы. Кроме того, гитару затылования перестраивают на количество ударов
25 по крайней мере на один меньше, чем при затьтовании заборной части по наружному диаметру, а на вершине шлифовсшьного круга правят площадку равную шагу резьбы бесстружечного
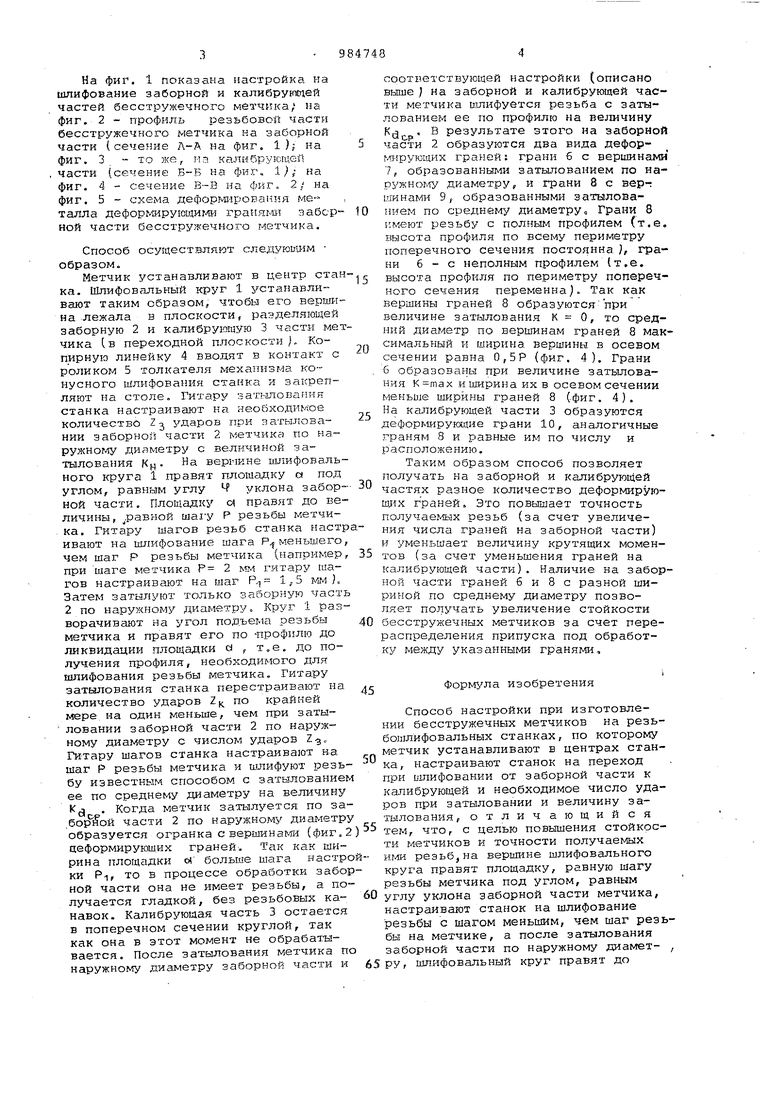
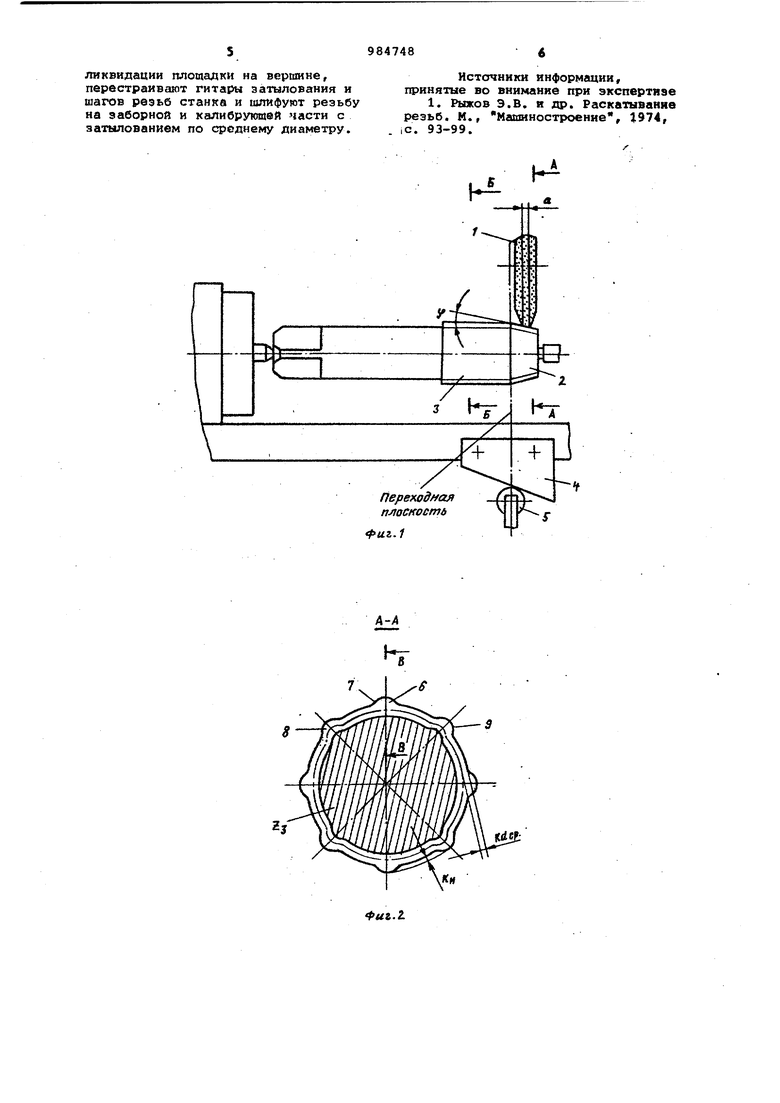
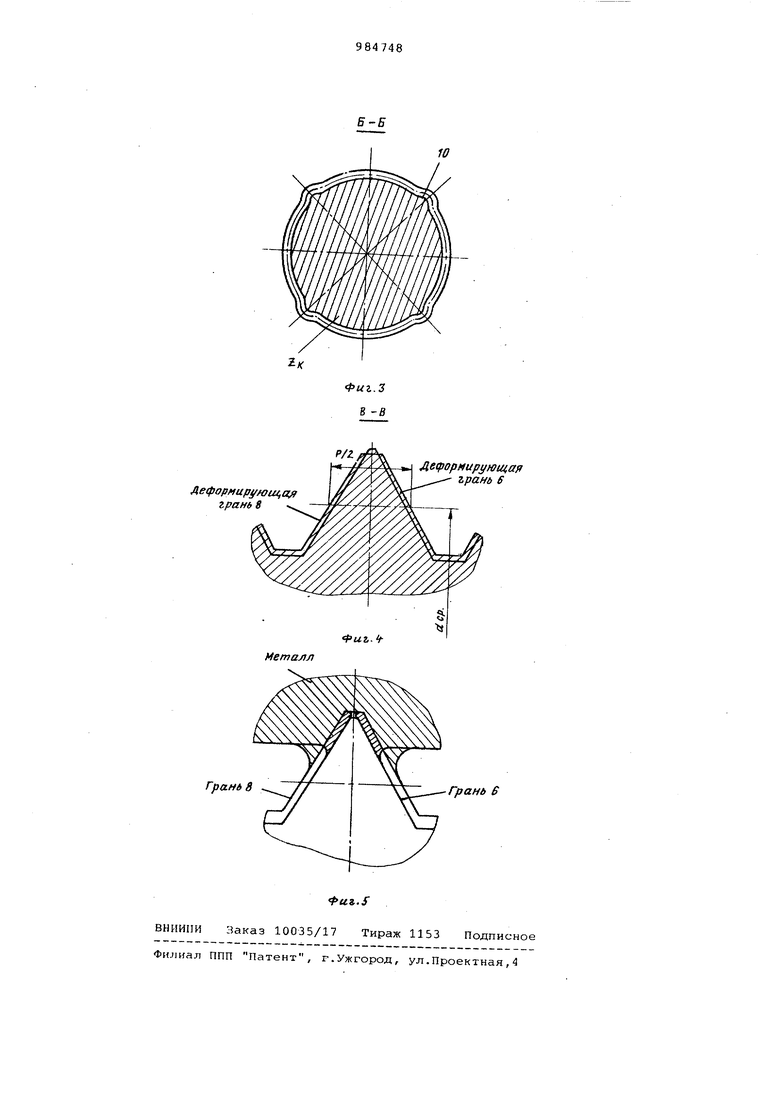
30 метчика. На фиг. 1 показана настройка на шлифование заборной и калибру п пей частей бесстружечного метчика; ма фиг, 2 - профиль резьбовой части бесстружечного метчика на заборной части {сечение Л-А на фиг. 1 )j на фиг. 3 - то же, ьа калибрукяцей части (сечение Б-Б на фиг, I,); на фиг. 4 - сечение В-в на фиг, 2, на фиг. 5 - схема деформ- рова11ия ме- талла дефорг4иру ощи1 1 граням забср Ной части бесстружечного метчика. Способ осуществляют следую1;щм образом. Метчик устанавливают в центр стан ка. Шлифовальный круг 1 устанавливают таким образом, чтобы его вершина лежала в плоскости, раэделяюитей заборную 2 и калибрующую 3 части мет чика (.в переходной плоскости , Копирную линейку 4 вводят в контакт с роликом 5 толкателя механизма конусного шлифования станка и закрепляют на столе. Гитару затылования станка настраивают на необходимое количество Z ударов при затыловаНИИ заборной части 2 метчика по на ружноглу диаметру с величиной эатылования . На вермине пшифовального круга 1 правят площадку а под углом, равным углу Ч уклона заборной части. Площадку сн правят до величины, равной ша1у Р резьбы метчика. Гитару шагов резьб станка настр ивают на шлифование шага Р меньшего чем шаг Р резьбы метчика (например при шаге метчика Р 2 лм гитару шагов настраивают на шаг Р/| 1,5 WM) Затем затылуют только заборную часть 2 по наружному дигхметрус Круг 1 разворачивают на угол подъема резьбы метчика и правят его по -профилю до ликвидации площадки d , т.е. до получения профиля, необходимого для шлифования резьбы метчика. Гитару затылования станка перестраивают на количество ударов Z по крайней мере на один меньше, чем при затыловании заборной части 2 по наружному диаметру с числом ударов 2, Гитару шагов станка настраивают на шаг Р резьбы метчика и ашифуют резь бу известньзм способом с затылованием ее по среднему диаметру на величину Когда метчик затылуется по за.борзой части 2 по наружному диаметру образуется огранка с вершинами (фиг.2 цеформируюших граней. Так как ширина площадки « больше шага настр ки PI, то в процессе обработки забор ной части она не имеет резьбы, а по лучается гладкой, без резьбовых кананок. Калибрующая часть 3 остается в поперечном сечении круглой, так как она в этот момент не обрабатывается. После затылования метчика п наружному диаметру заборной части и соответствующей настройки (описано выше ; на заборной и калибрующей части метчика шлифуется резьба с затылованием ее по профилю на вe шчинy К,. В результате этого на заборной части 2 образуются два вида деформ-грующих граней: грани 6 с вершинами 7, образованными затылованием по нарузкног.ту диаметру, и грани 8 с веригинами 9, образованными затылованием по среднему диаметру. Грани 8 имеют резьбу с полным профилем (т.е. высота профиля по всему периметру поперечного сечения постоянна ), грани 6 - с неполным профилем (т.е. высота профиля по периметру поперечного сечения переменна). Так как вершины граней 8 образуютсяпри величине затгллования К О, то средний диаметр по вершинам граней 8 максимальный и ширина вершины в осевом сечении равна 0,5Р (фиг. 4). Грани б образованы при величине затылования и ширина их в осевом сечении MeHbDje ширины граней 8 (-фиг. 4). На калибрующей части 3 образуются деформирующие грани 10, аналогичные граням 8 и равные им по числу и расположению. Таким образом способ позволяет получать на заборной и калибрующей частях разное количество деформирующих граней. Это повышает точность получаемых резьб (за счет увеличения числа граней на заборной части) и уменьшает величину крутящих моментов (за счет уменьшения граней на калибрующей части). Наличие на заборной части граней б и 8 с разной шириной по среднему диаметру позволяет получать увеличение стойкости бесстружечных метчиков за счет перераспределения припуска под обработку между указанными гранями. изобретения Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках, по которому метчик устанавливают в центрах станка, настраивают станок на переход при шлифовании от заборной части к калибрующей и необходимое число ударов при затыловании и величину затылования , отличающийся тем, что, с целью повышения стойкости метчиков и точности получаемых Hf-iH резьб, на вершине шлифовального круга правят площадку, равную шагу резьбы метчика под углом, равным углу уклона заборной части метчика, настраивают станок на шлифование резьбы с шагом меньшим, чем шаг резьбы на метчике, а после затылования заборной части по наружному диамет- , ру, шлифовальный круг правят до
ликвидации площалки на вершине, перестраивают гитары эатылования и шагов резьб станка и шлифуют резьбу на заборной и калибрующей части с затылованием по среднему диаметру.
Источники информации, принятые во внимание гфи экспертязе 1. Рыжов Э.В. и др. Раскатывание резьб. М., Машиностроение, 1974,
ic. 93-99.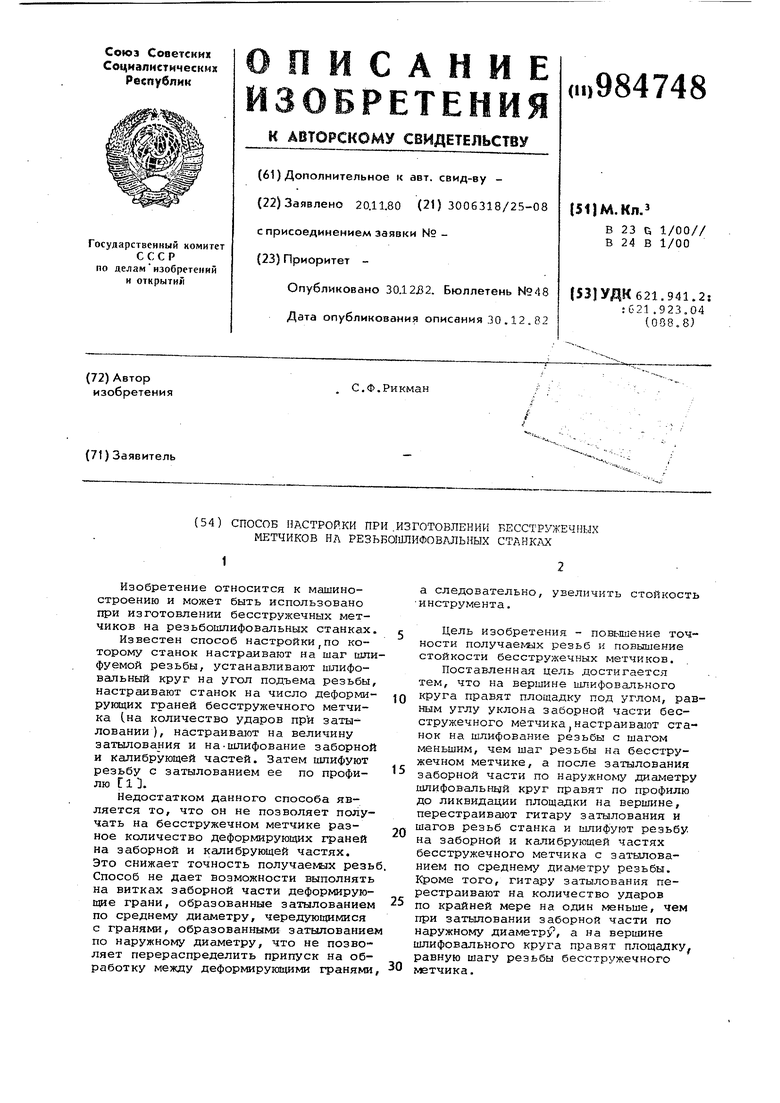
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ настройки | 1981 |
|
SU1038190A1 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
| Способ настройки при изготовления метчиков на резьбошлифовальных станках и устройство для его осуществления | 1990 |
|
SU1748997A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Метчик | 1973 |
|
SU506476A1 |
| Устройство для изготовления резьбообразующего инструмента | 1973 |
|
SU921731A1 |
| Способ шлифования резьбы на заборной части метчиков-раскатников | 1972 |
|
SU553091A1 |
8
Фиг.2.
