Изобретение относится к металлообработке и может быть использовано при получении внутренних резьб.
Известны метчики, у которых угол профиля витков резьбы на заборной части выполнен большим угла профиля получаемой резьбы и постепенно уменьшается к началу калибрующей части 1.
Недостатком известных метчиков является несимметричность угла профиля витков относительно вершины, что вызывает в процессе нарезания резьбы появление неуравновешенных осевых сил, вследствие чего происходит подрезание профиля резьбы, т.е. снижается ее точность.
Цель изобретения - увеличение стойкости инструмента и точности получаемых резьб.
Цель достигается тем, что в бесстружечном метчике, на заборной части которого витки резьбы выполнены симметричными относительно вершин витков получаемой резьбы, угол профиля витков резьбы выполнен большим угла профиля получаемой резьбы и постепенно уменьшающимся к началу калибрующей части.
При этом угол профиля витков резьбы заборной части определяется зависимостью
eigf
2arcsin
VP 4-4lO,866p-ttgfP
«A-угол профиля получаемой резьбы;
t - расстояние от начала калибрующей части до верщины рассматриваемого витка резьбы заборной части;
Р- угол уклона верщины витков резьбы заборной части по наружному диаметру;
Р- шаг резьбы.
На чертеже показаны витки резьбы заборной части метчика и часть витков калибрующей части.
Метчик состоит из заборной 1 и калибрующей 2 частей.
Витки 3-8 резьбы заборной части имеют
коррегированный профиль. Угол профиля
витков d выполнен больше угла профиля
at получаемой резьбы и в общем виде опре0 деляется приведенной формулой.
Метчик работает следующим образом. Первоначально в работу вступает виток 3. Он начинает профилировать резьбовую канавку с углом профиля . При осевом перемещении в работу вступают следующие витки заборной части, углубляя резьбовую канавку и изменяя ее профиль, который по мере приближения витков калибрующей части становится все ближе к проQ филю получаемой резьбы. Витки калибрующей части окончательно формируют резьбу. Выполнение витков резьбы заборной части коррегированными позволяет выполнять их без уклона по внутреннему диаметру, что увеличивает прочность, упрощает
5 технологию изготовления. Витки получаются симметричными относительно вершин, что уравновещивает нагрузки на левую и правую части витков. Сохраняется неизменным и равным шагу резьбы на калибрующей части шаг витков по верщинам на заборной части, т.е. устраняется недостаток, присущий всем бесстружечным метчикам с полнопрофильной резьбой на заборной части. Все это позволяет исключить «разбивание резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| Бесстружечный метчик | 1988 |
|
SU1637924A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Метчик бесстружечный | 1981 |
|
SU978994A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Бесстружечный метчик | 1986 |
|
SU1466859A1 |
| Бесстружечный метчик | 1989 |
|
SU1666255A1 |
1. МЕТЧИК БЕССТРУЖЕЧНЫЙ, на забортной части которого вдтки резьбы выполнены симметричными относительно вершин витков получаемой резьбы, отличающийся тем, что, с целью увеличения стойкости инструмента и точности получаемых резьб, угол профиля витков резьбы выполнен большим угла профиля получаемой резьбы и постепенно уменьшающимся к началу калибрующей части. 2. Метчик по п. 1, отличающийся тем, что угол профиля витков резьбы заборной части определяется зависимостью о( arcsin . . . A(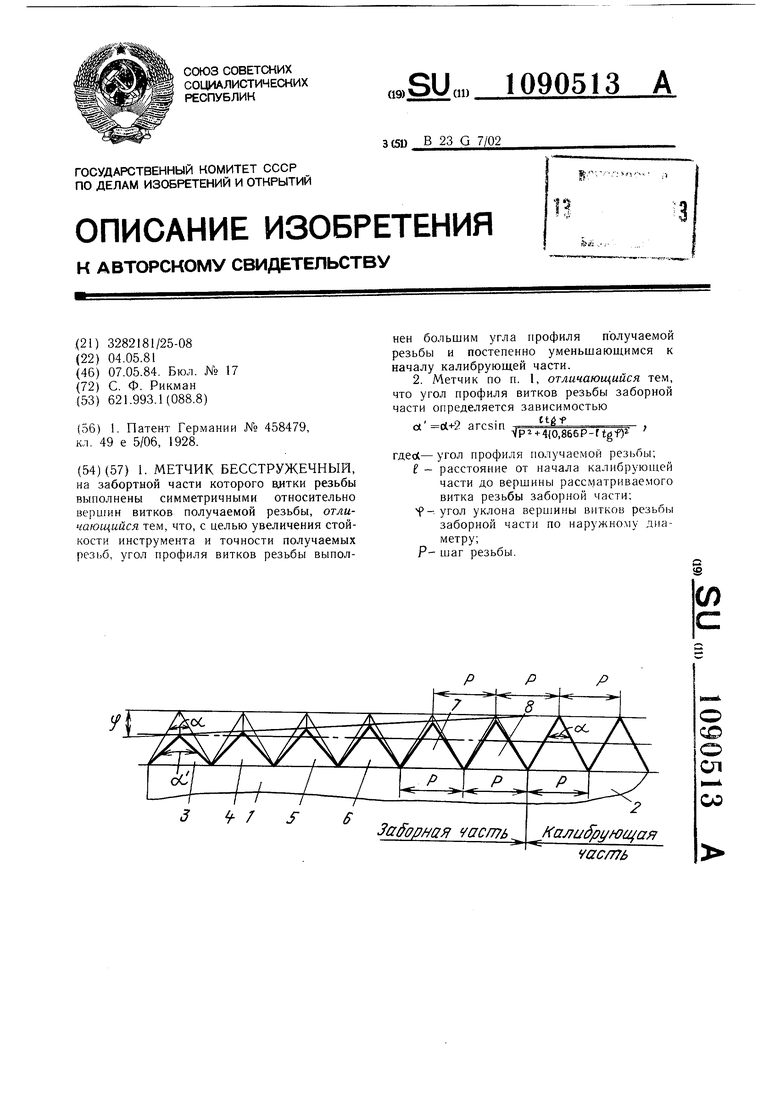
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для спуска и подъема плавсредств в открытом море | 1972 |
|
SU458479A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
