Изобретение относится к металлообработке и может найти применение в изготовлении глубоких отверстий методом электроэрозионной обработки.
Цель изобретения - повышение точности обработки за счет создания в материале прутка напряжений растяжения.
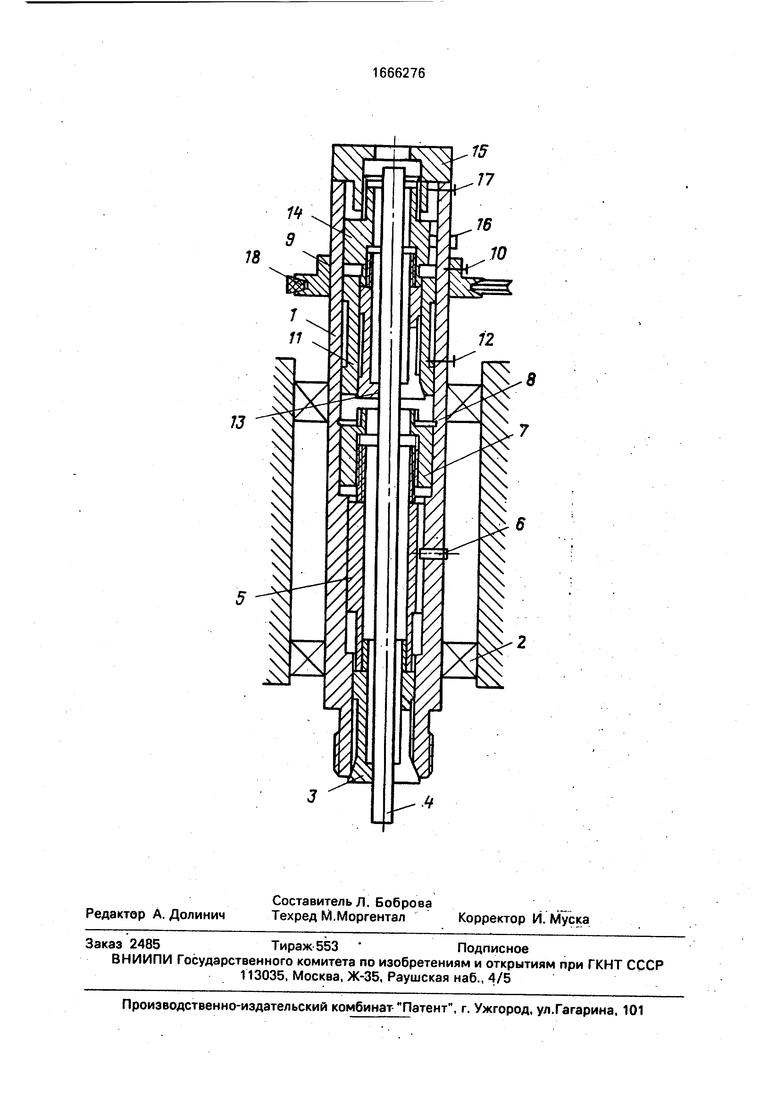
На чертеже представлено устройство для зажима прутка.
Устройство для зажима прутка состоит из шпинделя 1, установленного на опорах 2 качения. Внутри полого шпинделя со стороны подачи обрабатываемого инструмента устанавливается механизм зажима первой цанги 3, в которой зажат пруток 4, вставлен-, ный внутрь шпинделя 1. Первая цанга 3 через резьбовое соединение связана с трубой 5, зафиксированной от проворота относительно шпинделя штифтом 6, входящим в паз трубы. На другом конце трубы 5 имеется
наружная резьба, на которую навинчена гайка 7 с выполненными на ней шлицами под ключ, ограниченная с одной стороны заплечиком внутренней полости шпинделя 1. а с другой стороны - кольцом 8 С другого конца шпинделя 1 там, где закреплен шкив 9 стопорным винтом 10, в полость шпинделя устанавливают механизм зажима второй цанги, состоящей из упорной втулки 11, которая зафиксирована относительно шпинделя равномерно расположенными по окружности винтами 12.
Внутри упорной втулки 11 установлена вторая цанга 13, которая резьбовым соединением связана с втулкой 14, а другой конец втулки 14 с наружной резьбой соединен с гайкой 15. На втулке 14 имеется паз, в который входит винт 16, удерживающий втулку 14 от проворачивания внутри шпинделя. В свою очередь гайка 15 крепится винтом 17.
Шпиндель приводится во вращение от привода через ременную передачу, ремень 18 которой установлен на шкиве 9.
Устройство работает следующим образом.
Перед установкой прутка 4 в цангу 3 на шпинделе 1 вывинчивают винты 12, 16 и 17 так, чтобы обеспечить свободный выход из полости шпинделя упорной втулки 11 со второй цангой 13, а также втулки 14с гайкой 15. Затем внутрь шпинделя вставляют торцовый ключ с полостью, внутри которой должен размещаться выступающий конец зажимного прутка 4. Торцовый ключ вводят в зацепление со шлицами гайки 7. Проворачиванием гайки 7 перемещаюттрубу 5 в сторону первой цанги 3. Цанга 3 выдвигается, при этом лепестки ее разжимаются. После выдвижения первой цанги 3 на расстояние, позволяющее свободно протащить сквозь нее пруток4, в нее встав- ляют пруток с таким расчетом, чтобы задний конец его мог войти во вторую цангу 13.
После этого торцовым ключом проворачивают гайку 7 так, чтобы труба 5, ввинчиваясь в гайку 7, втянула внутрь шпинделя 1 первую цангу 3 до положения, при котором пруток 4 будет надежно зажат лепестками цанги 3, Затем торцовый ключ извлекают из полости шпинделя 1. Вместо торцового ключа в шпиндель вставляют в сборе упор- ную втулку 11 со второй цангой 13 и втулку 14с гайкой 15 таким образом, чтобы пруток 4 вошел внутрь второй цанги 13. После установки всех элементов внутри полости шпинделя (фиг.1) упорную втулку 11 застопаривают винтами 12, при этом винт 16 должен быть ввинчен в паз втулки 14 так, чтобы винт 16 не препятствовал перемещению втулки 14 в осевом направлении. После этого торцовым гаечным ключом (не показан) начинают про- ворачивать гайку 15 таким образом, чтобы втулка 14, ввинчиваясь внутрь гайки 15, перемещала вторую цангу 13 внутрь упорной втулки 11. Зажав пруток 4, вторая цанга 13 удаляется от первой цанги 3, растягивает
пруток 4. После надежного зажатия прутка 4 вращение гайки 15 прекращают и винтом 17 эту гайку застопоривают. Включается привод, шпиндель 1 получает вращение вместе с закрепленным в нем прутком 4.
Извлечение прутка после обработки происходит в следующем порядке.
После остановки шпинделя вывинчивают винт 17 до полного утапливанияего выступающего конца в тело шпинделя и делают несколько оборотов гайки 15 с тем, чтобы она отошла от торца шпинделя на определенное расстояние. После этого легким ударом по гайке 15 перемещают втулку 14 и связанную с ней вторую цангу 13 в сторону первой цанги 3. Вследствие этого вторая цанга 13 выдвигается из упорной втулки 11 и лепестки второй цанги 13 расходятся, освобождая зажатый пруток 4. После этого вывинчивают винты 12 и 16 до полного утап- ливания их выступающих концов в тело шпинделя 1. Затем, потянув за гайку 15, извлекают все элементы, связанные с ней. Вставляют торцовый ключ и начинают проворачивать гайку 7 до тех пор, пока первая цанга 3 не выдвинется из полости шпинделя 1 и не отпустит зажатый пруток, после чего пруток 4 свободно извлекается из полости шпинделя,
Формула изобретения
Устройство для зажима прутка, содержащее полый шпиндель, внутри которого с возможностью осевого перемещения установлены два цанговых зажима, снабженных приводом осевого перемещения цанг для последовательного зажима прутка, причем конус одной из цанг обращен вершиной в сторону ее перемещения при зажиме прутка, отличающееся тем, что, с целью повышения точности обработки путем созда- , ния в материале прутка напряжений растяжения, цанги установлен с возможностью перемещения одна относительно другой в осевом направлении, при этом вершины конусов обеих цанг обращены в одну сторону.
18
4
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1978 |
|
SU700291A1 |
| Механизм зажима пруткового материала | 1987 |
|
SU1450910A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| Цанговый патрон | 1989 |
|
SU1685623A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU1028429A2 |
| Пружинно-пневматическое зажимное устройство | 1981 |
|
SU1028462A1 |
| Механизм зажима и подачи прутка | 2018 |
|
RU2687349C1 |
| Цанговый зажим | 1977 |
|
SU671928A1 |
| Цанговый патрон | 1978 |
|
SU732083A1 |
| Цанговый патрон | 1986 |
|
SU1315158A1 |
Изобретение относится к металлообработке и может найти применение при изготовлении глубоких отверстий электроэрозионной обработкой. Целью изобретения является повышение точности обработки за счет создания в материале прутка напряжений растяжения. Устройство содержит полый шпиндель, внутри которого с возможностью осевого перемещения установлены два цанговых зажима, снабженных приводом осевого перемещения, обеспечивающим последовательный зажим прутка сначало одним цанговым зажимом, а затем другим зажимом для создания напряжений растяжения, при этом вершины конусов, боковые поверхности которых принадлежат цангам, направлены в одну сторону, вершина одного конуса направлена в сторону второго цангового зажима, обеспечивающего зажим прутка после того, как он будет зажат в первом цанговом зажиме при его осевом перемещении относительно второго зажима. 1 ил.
| Цанговый патрон | 1972 |
|
SU474402A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
