to
оо
4 Ю
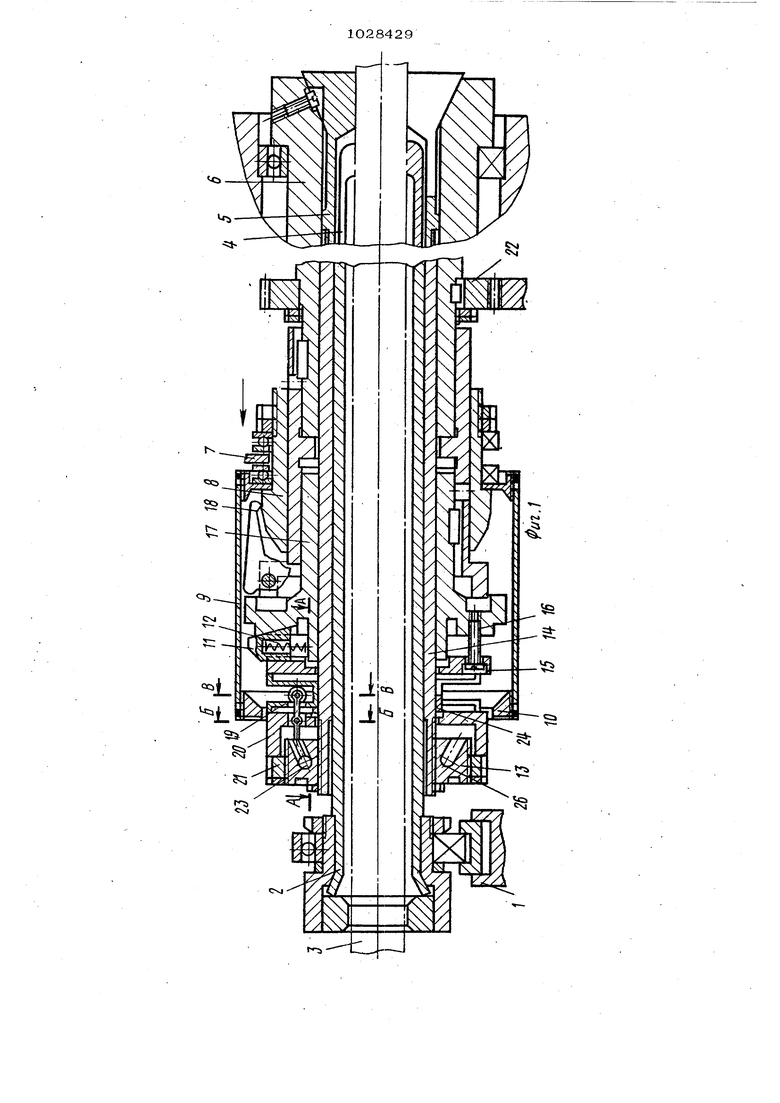
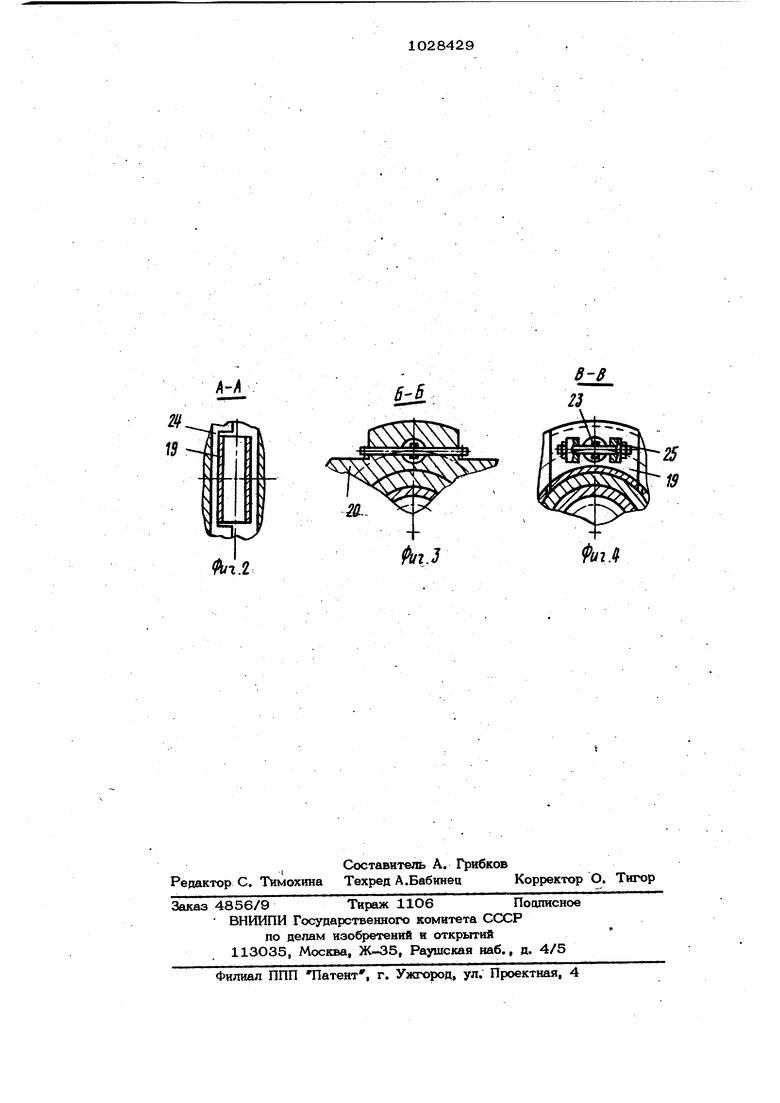
со Изобретение относится к металлообработке и может, быть использовано для зажима пруткового материала. По основному авт. св. 956156 известен механизм зажима пруткового материала, содержащий ползун зажима, муфту с закрепленной на ней трубой управления с кольцом на конце, трубу зажима с регулировочной гайкой, упругий элемент, подпружиненные клинья и рычагиС1. Однако при таком испотшении низка точность закрепления. Целью изобретения является 1ювышение точности закрепления. « Поставленная цель достигается тем, что механизм снабжен упорным фланцем с установленными в нем на ocsix двуплечими рычагами с роликами на концах, а на торцовой поверхности гайки вьшолнен наклонный кольцевой паз, причем . одни концы рычагов предназначены для взаимодействия со стенками упругого эл мента, а другие - со стенками паза. На фиг. 1 представлен предлагаемый механизм, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фшг. 3 - сенение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1. Механизм содержит ползун подачи 1, связанный с приводом, трубу подачи 2, в которую помещен пруток 3, связанную с трубой подачи 2 подакяиую цангу 4, зажимную цангу 5, помещенную в щпинделе 6, ползун зажима 7, муфту 8 с закрепленной на ней трубой управления 9 и кольцом 1О, три клина 11 с тремя пр жинами 12, регулировочную гайку 13, связанную с трубой зажима 14, диск 15 в свою очередь связанн яй посредством трех винтов 16 с подвижной втулкой 17 на которой установлены три рычага 18. Упругий элемент 19, выполненный в виде кругового тонкостенного пружинящего желоба, установлен на трубе зажима 14 и помещен между диском 15 и упорным фланцем 20. На регулировочную гайку 13 навинчена дополнительная гайка 21. Шестерня 22 связана с приводом вращения шпинделя 6. В упорном фланде 2О на осях устгшовлены три рычага 23, а упругий элемент 19 зафиксирован кольцом 24 (фиг. 2). На концах рабочих рычагов 3 установлены ролики 25. На торцовой поверхности гайки 13 выполнен наклонный кольцевой паз 26. Механизм работает следующим образом. Помещенный в подающую цангу 4 пруток 3 посредством ползуна подачи 1 подают в полость лепестков зажимной цанги 5, затем согласно стрелке продвигают ползун зажима 7 с муфтой 8 и трубой 9, тем самым освобождают подпруЧ жиненные пружинами 12 клинья 11. Так как шпиндель 6 постоянно вращает от привода через шестерню 22, то детюлнительно к действию сил пружин 12 добавляются и центробежные силы в клиньях 11, раздвигающие последние в радиальном направлении. Таким образом, перемещают в осевом направлении влево регулировочную гайку 13 со связанной с ней тру бой зажима i с зажимной цангюй 5, чем и обеспечивают предварительное сжатие лепестков зажимной цанги 5 до контакта с прутком 3, т. е. вьгбирают зазор отклонения от номинального диаметра прутка 3. Продвигая дальше согласно стрелке муфту 8, рычагами 18 воздействуют на подвижную втулку 17, клинья 11, диск 15, упругий элемент 19, упорный ({ланец 2О, дополнительную гайку 21 (фиг. 1), навинченную на регулировочную гайку 13, которая соединена посредством резьбы с трубой подачи 14 и тем самым производят силовой зажим прутка 3. При разжиме прутка 3 кольцом 1О упирают в клинья 11, последнее сводят радиальИЬ к центру и одновременно учитывая пружинящее сройство зажимной цанги 5 - самовосстановление в свободное состо8шие, - приводятмеханизм в исходное положение, при этом ползун 1 с трубой 2 отводят в крайнее левое положение на весь процесс обработки прутка. Требуемый силовой зажим прутка 3 (а он необходим в том случае, когда прутковый материал может быть, например, в виде тсдакостенной трубы, обладать повышенными хрупкостью, податливостью и др.) при необходимости осуществляют поворотом регулировочной гайки 13, тем самым посредством кольцевого наклонного к оси щпинделя 6 желоба, в последней поворачивают на осях упорного фланца 20 помещенные в желоб концы рычагов 23. Роликами 25 на концах рычагов 23 изменяют жесткость упругого элемента 19. Аналогичным поворотом регулировочной гайки 13, при неойсодимости, вручную производят над-стройку на конкретный диаметр прутка 3,однако необходимую данную надстройку
. 31О284294
производят до регулирования силовогоТехнико-экономическая эффективность
зажима прутка 3, при этом посредствомот внедрения механизма в зажимном
винтов 16 избегеиот самопроизвольной.устройстве базового станка модели
разладки узла - пары 11, 12, 13, 15,ХБ265-6 обуславливается повышением
16.,точности в 1,2 раза.
с.
«
Л-И
B-l,
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима пруткового материала | 1987 |
|
SU1450910A1 |
| Механизм зажима пруткового материала | 1980 |
|
SU917924A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU956156A1 |
| Механизм зажима заготовок | 1982 |
|
SU1090504A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |
| Устройство для зажима пруткового материала | 1983 |
|
SU1146135A1 |
| Устройство для зажима пруткового материала | 1984 |
|
SU1222422A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| Механизм зажима прутка | 1982 |
|
SU1129030A1 |
МЕХАНИЗМ ЗАЖИМА ПРУТКОВОЮ МАТЕРИАЛА по авт. св. NO 956156, отличающийся тем, что, с целью повышения точности закрепления, механизм снабжён упорным фланцем с установленными в нем на осях двуплечими рычагами с роликами на концах, а на торцовой noBepxHocTvi гайки вьшолнен наклонный кольцевой паз, причем одни концы рычагов предназначены для взаимод Лствия со стенками упругого элемента, а другие - со стенками паза. i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU956156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
