Изобретение относится к металлургии, а именно к защите струи металла при непрерывной разливке.
Цель изобретения-повышение качества металла за счет улучшения механических свойств и снижения содержания неметаллических включений
Способ защиты струи металла при непрерывной разливке включает подачу жидкого металла из сталеразливочного ковша в промежуточный ковш через защитную огнеупорную трубу, подачу в нее нейтрального газа с расходом определяемым по зависимости
G -R-V2qH-F
где G - расход нейтрального газа м /мин,
h - длина струи металла, м
Н - начальный уровень металла в сталеразливочном ковше м
q - ускорение свободного падения, м/с2;
F - площадь поперечного сечения струи металла при установившемся режиме разливки, м1,
и увеличивают расход газа на 20-40% до достижения уровня металла в сталеразливочном ковше 0,8Н, а в конце разливки - после достижения уровня металла 0,2Н.
В начале разливки до достижения уровня металла в сталеразливочном ковше 0.8Н возникают сильные турбулентные потоки на выходе из стакана шиберного узла, способствующие раскрытию струи, увеличению подсоса воздуха и окислению металла.
Затем процесс разливки стабилизируется и струя истекающего из стаперязливоч- ного ковша металла приобретает форму правильного цилиндра В этот период иомиО
о
00
о
GK
нальный расход нейтрального газа определяется по указанной зависимости.
При уровне металла в сталеразливоч- ном ковше менее 0,2Н струя металла приобретает веерообразную форму вследствие низкого напора стали, что ведет к увеличению окисленности металла и росту числа неметаллических включений в виде оксидов. Исходя из этого в начале разливки до достижения уровня металла в сталеразли- вочном ковше 0,8Н и в конце разливки после достижения уровня 0,2Н необходимо увеличивать расход нейтрального газа на 20-40%.
Пределы изменения расходов газа уста- новлены экспериментально: при изменении расхода менее 20% не обеспечивается стабильного снижения оксидов в металле, а при увеличении расхода более 40% происходит оголение металла в месте падения струи и увлечение окисления металла.
П р и м е р. На установке непрерывной разливки стали разливается металл марки 09Г2С в слябы сечением мм. Длина защищаемого участка струи металла состав- ляет 0,8 м, начальный уровень металла в сталеразливочном ковше 5 м, площадь поперечного сечения струи металла при установившемся режиме разливки 5,024-10 м . Расход газа в начале разливки до достижения уровня металла в сталеразливочном ковше 0.8Н (4 м) составляет 0,624 м3/мин, а в конце разливки после достижения уровня металла в сталеразливочном ковше 0,2Н (1 м) - также 0,624 м3/мин.
Расход нейтрального газа при уровне металла в сталеразливочном ковше (0,8- 0,2)Н определяется по зависимости
.0,8.
10 3
G -V2qH-F V2-9JB-5-5.024
0,007957 м3/с или 0,48 м: /мин.
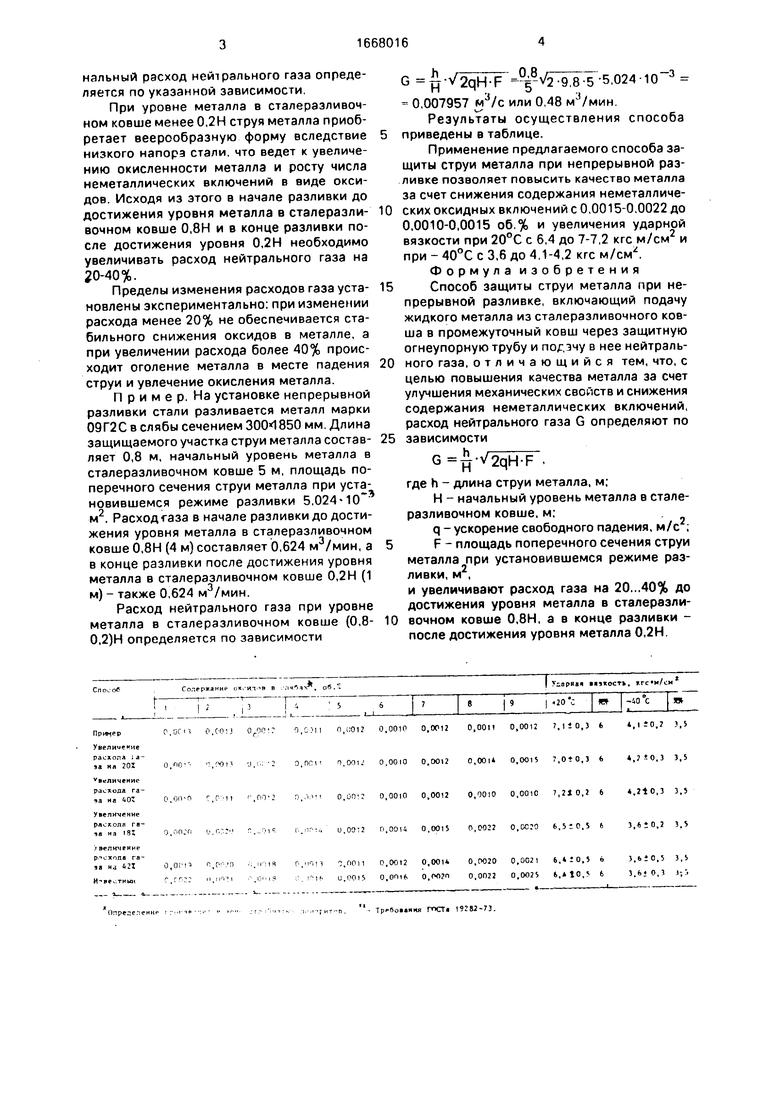
Результаты осуществления способа приведены в таблице.
Применение предлагаемого способа защиты струи металла при непрерывной разливке позволяет повысить качество металла за счет снижения содержания неметаллических оксидных включений с 0,0015-0,0022 до 0,0010-0,0015 об.% и увеличения ударной вязкости при 20°С с 6,4 до 7-7,2 кгс м/см2 и при - 40°С с 3,6 до 4,1-4,2 кгс м/см.
Формула изобретения
Способ защиты струи металла при непрерывной разливке, включающий подачу жидкого металла из сталеразливочного ковша в промежуточный ковш через защитную огнеупорную трубу и подэчу в нее нейтрального газа, отличающийся тем, что, с целью повышения качества металла за счет улучшения механических свойств и снижения содержания неметаллических включений, расход нейтрального газа G определяют по зависимости
h
G V2qH-F ,
где h - длина струи металла, м;
Н - начальный уровень металла в сталеразливочном ковше, м;
q - ускорение свободного падения, м/с ;
F - площадь поперечного сечения струи металла при установившемся режиме разливки, м2,
и увеличивают расход газа на 20...40% до достижения уровня металла в сталеразливочном ковше 0,8Н, а в конце разливки - после достижения уровня металла 0.2Н
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ПОСЛЕДУЮЩЕЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ В ЗАГОТОВКУ МАЛОГО СЕЧЕНИЯ | 2011 |
|
RU2460807C1 |
| СПОСОБ ХИМИЧЕСКОГО НАГРЕВА СТАЛИ | 2006 |
|
RU2340682C2 |
| СПОСОБ ВЫПЛАВКИ И ВНЕПЕЧНОЙ ОБРАБОТКИ ВЫСОКОКАЧЕСТВЕННОЙ РЕЛЬСОВОЙ СТАЛИ | 2012 |
|
RU2525969C2 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ КАЛЬЦИЕМ | 2011 |
|
RU2461635C1 |
| СПОСОБ ХИМИЧЕСКОГО НАГРЕВА СТАЛИ | 2000 |
|
RU2186126C2 |
| Способ производства трубной стали | 2016 |
|
RU2640108C1 |
| Способ получения стали | 1990 |
|
SU1752779A1 |
| Устройство для защиты струи металла при непрерывной разливке | 1982 |
|
SU1097439A1 |
| Способ обработки металла газом | 1991 |
|
SU1838037A3 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
Изобретение относится к металлургии, а именно к защите струи металла при непрерывной разливке. Цель изобретения - повышение качества металла за счет улучшения механических свойств и снижения содержания неметаллических включений. Способ включает подачу жидкого металла из сталеразливочного ковша в промежуточный ковш через защитную огнеупорную трубу, подачу в нее нейтрального газа с расходом, определяемым по зависимости G = H/H√2QH.F, где G - расход нейтрального, газа, м3/мин
H - длина струи металла, м
H - начальный уровень металла в сталеразливочном ковше, м
Q - ускорение свободного падения м/с2
F - площадь поперечного сечения струи металла, м2, и увеличивают расход газа на 20 - 40% до достижения уровня металла в сталеразливочном ковше 0,8H и в конце разливки после достижения уровня металла 0,2H. 1 табл.
ПризерГ,ОПЧ О.СО З 0ГПР Г0, 0, 0,0010 0,00120,0011 0,0012 7,110,3 64,liO,2 3,5
Увеличение опа 1 а- а 2010,пп-,ОП J. 2О,ОСИ 0.001.; 0,0010 0,00120,001 0,0015 7,,3 64,,3 3,5
а 40:
ола гага на I8Z
О 00 П г ( м 01-2
О ifKfl I г
i,ii4 о, 0,0010 0,0012 0,0010 О.ООЮ 7,210,2 64,210,3 3,5
(.1. и,00-2 П,0014 0,00150,0022 0,0020 6,5;0,S 63,6iO,2 ,5
.гвелнчение расхода газа на 210,Dip Г 1, i 14 f, ir,M О.ПОП 0,0012 0,001 О.СЮ20 0,0021 6,410,5 о3.bi0.5 3,5
b.onis O.OOlfc 0,00210,0022 0.0025 k,10, 6l.MO,3 i-j
Опредеченнр
Ь«
И/СИ
- Tpi-боияяя ГПСТа 19282-73.
| СПОСОБ ПРОИЗВОДСТВА КОМПОТА ИЗ ЯБЛОК | 2013 |
|
RU2530167C1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
