со ;о Изобретение относится к металлургии, а именно к непрерывной разливке металлов. Известно устройство для зйщиты струи металла при непрерывной разливке, включающее удлиненный разливочный стакан, установленный в днище разливочного ковша. При этом в горизонтальное отверстие, выполненное в стенке стакана, вставлена трубки, которая поджимается пружиной.По труб ке подается инертный газ, например азот или аргон lj . Недостатком известного устройства является низкое качество непрерывнолитых заготовок. Это объясняется неудовлетворительной защитой струи металла от вторичного окисления вследствие подсоса воздуха в месте стыка стакана с днищем разливочного ковша. Кроме того, односторонний подвод инертного газа к струе металл не обеспечивает защиту металла по всей окружности струи. Вследствие происходящего вторичного окисления металла в последнем увеличивается количество неметаллических включений, что приводит к ухудшению качества непрерьтнолитых слитков . Известно также устройство для защиты струи металла при непрерывной разливке, включающее разливочный стакан, в нижней части которого имеется трубчатое кольцо с многочислен ными отверстиями, оси которых параллельны оси канала стакана. В кольцо подается инертный газ,которьй при выходе через отверстия создает защитную газовую оболочку вокруг струи L2J. Недостатком известного устройств является нийкое качество непрерьюно литых заготовок. Это объясняется не достаточной защитой струи металла от вторичного окисления вследствие подсоса воздуха в зазорах .между отдельными отверстиями в кольце. В ре зультате в металле повьшается содер жание неметаллических включений, приводяш;их к браку непрерьшнолиты заготовок. Известно устройство для защиты струи металла при непрерывной разлив ке, включающее разливочный стакан, состоящий из двух частей - верхней с каналом меньшего сечения, укрепленной на днище разливочного ковша, и нижней с каналом большего сечения В стенку стакана в начале нижней час ти встроен наклоненный вниз патрубок в который пропускают инертный газ З . Недостатком известного устройства является вторичное окисление металла в результате подсоса воздуха в месте стыка верхней и нижней частей стакана. Кроме того, при односторонней подаче нейтрального газа под углом к оси канала стакана в направлении вниз не устраняется процесс роста настылей металла на стыке частей стакана. При этом односторонняя подача не дает возможности для создания сплошной завесы вокруг струи металла. В результате применения указанного устройства при разливке стали, содержащей высокоактивные элементы (алюминий, титан), наблюдается нарушение стабильности процесса разливки и ухудшение качества непрерывнолитьпс заготовок. Нарушение стабипьности происходит в результате затягивания глиноземистыми включениями рабочих каналов сталеразливочных стаканов, которые необходимо прожигать кислородом. Поэтому брак по поясам и заворотам достигает 0,1%. В результате вторичного окисления загрязненность крупными экзогенными включениями достигает 0,05-0,06%. Наиболее близким по технической сущности и достигаемому ре льтату к предложенному является устройство для подвода металла в кристаллизатор, содержащее герметичный кожух, к которому сбоку подсоединен патрубок для подачи инертного газа и расположенный в нем разливочный стакан, по периметру которого расположены наклонные отверстия 43 . Недостатком устройства является то, что струя газа в нем режет струю подаваемого металла, что вызывает барботаж ее, не создавая сплошной газовой защиты, а это ведет к ухудшению качества непрерывнолитой заготовки. I Кроме того, недостатком устройства является использование в нем цельного стакана,для смены которого необходимо останавливать процесс непрерывной разливки, что нарушает его стабильность. Целью изобретения является улучшение качества непрерывнолитых слитков и повьш1ение стабильности процесса непрерывной разливки.
Для достижения поставленной цели в устройстве для защиты струи металла при непрерывной разливке, содержащем разливочный стакан с отверстиями и герметичный кожух с патрубком стакан выполнен из двух частей верхней с каналом меньшего сечения, закрепленной на днище разливочного ковша, и нижней с каналом большего сечения, при этом отверстия выполнены на верхнем, торце нижней части стакана в виде двух - четырех открытых сверху проточек конусной формы, оси которых направлены вверх в сторону нижнего торца верхней части стакана под углом 10-30°, а образующие каждой проточки расположены касательно к каналу стакана и наклонены к ее оси под углом 5-15 и их продолжения пересекаются внутри канала стакана.
Улучшение качества непрерывнолитых заготовок происходит потому, что создается сплошная защитная завеса из нейтрального газа вокруг струи металла, вытекающей из стакана. Это происходит вследствие подачи струи газа в нескольких точках по периметру стакана касательно к струе металла, что ведет к их закручиванию вокруг струи металла.
Повышение стабильности процесса непрерывной раз31ивки достигается благодаря тому, что по мере выработки требуется смена только нижней части стакана без остановки самого процесса.
Диапазон углов наклона к горизонтали осей конусных проточек на верхнем торце нижней части стакана в пределах 10-30 объясняется условиями смыва наростов застывшего металла в месте стыка составных частей стакана. При небольших значениях углов струи нейтрального газа будут проникать в канал верхней части стакана и охлаждать струю металла. При меньших значениях не будет происходить надежного устранения наростов металл в месте стыка составных частей стакана. Указанный диапазон устанавливается в прямо пропорциональной зависимости от весового расхода металла.
Диапазон углов наклона к осям образующих конусных проточек в предела 5-15 объясняется условиями закручивания струй нейтрального газа вокруг струи металла и создания благодаря
097439
этому сплошной заш 1тной газовой завесы вокруг металла. При меньших значениях такие условия создаваться не будут. При больших значениях ско 5 рость струй нейтрального газа вызовет дробление сплошной струи металла и ее разбрызгивание после выхода из стакана. Применение конусных проточек вызвано необходимостью создаtO ния эффекта диффузора при вдувании нейтрального газа в канал стакана. Указанный диапазон углов наклона к осям образующих конусных проточек устанавливается в прямо пропорциональной зависимости от весового расхода металла.
Количество проточек на верхнем торце нижней части стакана в пределах двух - четырех объясняется необходимостью надежного удаления наростов застывшего металла в месте стьжа составных частей стакана и создания сплошной газовой защиты вокруг струи металла. При меньшем значении на25 росты металла не удалятся,и сплошная газовая защита струи металла создаваться не будет. При большем значении будет происходить недопустимое переохлаждение жидкого металла, что приведет к нарушению стабильности формирования непрерывнолитого слитка. Число проточек устанавливается в прямо пропорциональной зависимости от весового расхода металла.
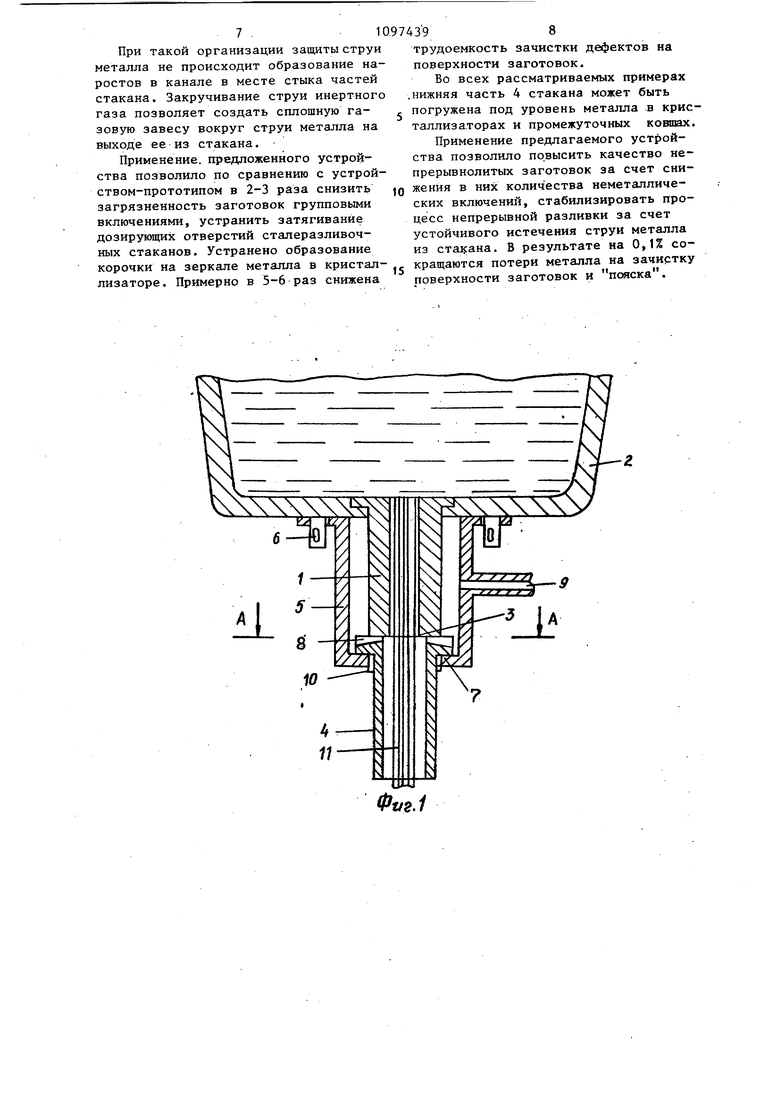
На фиг. 1 показано устройство для 35 защиты струи металла при непрерывной разливке, продольный разрез, на фиг. 2 - то же, разрез А-А на фиг.1 на фиг. 3 - то же, разрез Б-Б на фиг. 2.
40 Устройство для защиты струи металла при непрерывной разливке состоит из верхней части 1 стакана, закреп-,, ленной на днище разливочного ковша,
К нижнему торцу верхней части 1 стакана прижата нижняя часть 4 стакана посредством кожуха 5, закрепленного при помощи клиньев 6 на днище разливочного ковша 2. На верхнем торце 7 нижней части 4 стакана выполнены открытые сверху проточки 8 конусной формы. К кожуху 5 подведен патрубок 9. Корпус кожуха 5 контактирует с нижней частью 4 стакана через уплотнение 10. Позицией 11 обозначена струя металла.
Устройство для защиты струи металла при непрерывной разливке работает следующим образом. Пример 1 . В процессе непре . рывной разливки жидкая сталь марки 12X18 ЮТ вытекает из разливочного ковша 2 через верхнюю 1 и нижнюю 4 части стакана. Струя металла 11 направляется в кристаллизатор, оттуда вытягивается со скоростью 0,65 м/мин непрерывнолитой слиток сечением 20 1070 мм. Весовой расход металла составляет 0,98 т/мин. К нижнему торцу 3верхней части 1 стакана прижат вер ний торец 7 нижней части 4 стакана. Диаметр канала в верхней части 1 ста кана составляет 50i4M, диаметр канала в нижней части 4 стакана составляет 80 мм, общая длина частей 1 и 4 стакана составляет 800 мм. Нижняя часть 4стакана прижимается к верхней части 1 посредством кожуха 5. Кожух укреплен на днище разливочного ковша посредством клиньев 6. К кожуху 5 подведен патрубок 9 диаметром 10 мм по которому подается под избыточным давлением 0,5 кг/см нейтральный газ - аргон. Герметизация кожуха 5 обеспечивается за счет уплотнения 10 ,На верхнем торце 7 нижней части 4 стакана вьтолнены три открытые сверху проточки 8, оси которых расположены касательно к каналу нижней части 4 стакана. Кроме того, оси проточе 8 направлены вверх, в сторону нижнего торца 3 верхней части 1 стакана под углом 20 к горизонтали. Проточки 8 выполнены конусной формы, при этом образующие наклонены под углом 10 к оси проточек так,чт продолжения их пересекаются внутри стакана. Благодаря этому каждая про .точка представляет собой диффузор. Вследствие этого аргон, попадая по патрубку 9 в объем под кожухом 5, увеличивает скорость протекания по проточкам 8. На выходе из проточек 8 струи аргона направляются вверх,в . сторону нижнего торца 3 верхней час 1 стакана,одновременно приобретая вращательное движение вокруг струи металла. Благодаря такой организации защиты струи на торце 3 не образуются наросты металла, не нарушается стабильность истечения струи металла и процесса непрерывной разливки.Струи нейтрального газа сдувают с торца 3 корольки застывшего металла и не да ют им возможности превращаться в наросты. В то же время вращательное движение струй нейтрального газа спо собствует формированию сплошной газовой завесы вокруг струи 11 металла после ее выхода из нижней части стакана. Пример 2 . Процесс непрерывной разливки стали марки 1 2X1 8Н10Т в заготовки сечением 200-1070 мм со скоростью 0,5 м/мин, весовой расход 0,8 т/мин. Диаметр канала в верхней части 1 стакана составляет 60 мм, в нижней части - 90 мм. Общая длина частей 1 и 4 составляет 800 IM. В результате в кожух 5 под избыточным давлением 0,6 кг/см подается нейтральный газ - аргон. На верхнем торце 7 нижней части 4 стакана выполнены открытые сверху четыре проточки 8, оси которых расположены касательно к каналу нижней части 4 стакана. Кроме того, оси проточек 8 направлены вверх, всторону нижнего торца 3 верхней части 1 стакана под углом 30 к горизонтали. Проточки выполнены конусной формы, при этом образую-. ш;ие наклонены под углом 15 к оси проточек так, что продолжения их пересекаются внутри стакана. Благодаря такой организации защиты струи металла не образуются наросты металла в месте стыка частей 1 и 4 стакана, формируется сплошная завеса вокруг струи металла 11. Пример 3 . Процесс непрерывной отливки заготовок сечением мм со скоростью 0,35 м/мин, весовым расходом 0,55 т/мин стали марки 12Х18Н10Т. Диаметр канала в верхней части 1 стакана составляет 40 мм, в нижней части - 60 мм. Общая длина частей 1 и 4 составляет 80 мм. В кожух 5 под избыточным давлением 0,4 кг/см подается нейтральный газаргон. На верхнем торце 7 нижней части 4 стакана выполнены две открытые сверху проточки 8, оси которых расположены касательно к каналу нижней части 4 стакана. Кроме того,оси проточек 8 направлены вверх, в сторону нижнего торца 3 верхней части 1 стакана, под углом Ю к горизонтали. Проточки 8 выполнены конусной формы, при этом образующие наклонены под углом 5 к оси проточек так, как в примере 1. Нейтральный газ, ,проходя по проточкам, направляется вверх по торцу 3, одновременно закручиваясь по внутренней плоскости канала стакана.
При такой организации защиты струи металла не происходит образование наростов в канале в месте стыка частей стакана. Закручивание струи инертного газа позволяет создать сплошную газовую завесу вокруг струи металла на выходе ее из стакана.
Применение, предложенного устройства позволило по сравнению с устройством-прототипом в 2-3 раза снизить загрязненность заготовок групповьми включениями, устранить затягивание дозирующих отверстий сталеразливочных стаканов. Устранено образование корочки на зеркале металла в кристаллизаторе . Примерно в 5-6 раз снижена
трудоемкость зачистки дефектов на поверхности заготовок.
Во всех рассматриваемых примерах .нижняя часть 4 стакана может быть погружена под уровень металла в кристаллизаторах и промежуточных ковшах.
Применение предлагаемого устройства позволило по.высить качество непрерывнолитых заготовок за счет снижения в них количества неметаллических включений, стабилизировать процесс непрерывной разливки за счет устойчивого истечения струи металла из cTaijaHa. В результате на 0,1% сокращаются потери металла на зачиртку поверхности заготовок и пояска.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты струи металла при непрерывной разливке | 1987 |
|
SU1470433A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2200645C2 |
| Устройство для подвода металлапРи НЕпРЕРыВНОй РАзлиВКЕ | 1979 |
|
SU829325A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1998 |
|
RU2136437C1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137570C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| Устройство для защиты струи металла инертным газом | 1988 |
|
SU1632616A1 |

УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУЙ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЖВКЕ, содержащее разливочный стакан с отверстиями и герметичный кожух с патрубком, отличающееся тем, что, с целью улучшения качества непрерывнолитых слитков и повышения стабильности процесса непрерывной разливки, стакан выполнен из двух частей, верхней с каналом меньшего сечения, закрепленной на днище разливочного ковша, и нижней с каналом большего сечения, при этом отверстия вьшолнены на верхнем торце нижней части стакана в виде двух - четырех открытых сверху проточек конусной формы, оси которых направлены вверх в сторону нижнего торца верхней части стакана под углом 10-30 , а обсл разующие каждой проточки расположены касательно к каналу стакана и наклонены к ее оси под углом 5-13 и их продолжения пересекаются внутри канала стакана.
CZZ7
8
(г.2
-Я 78
/
0«/гЗ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
