1
(21)4674126/02 (22)22.02.89 (46)07.08.91 Бюл ISfe 29
(71)Новочеркасское производственное объединение Магнит
(72)А.А.Семов, В.П.Иванов и М.В.Киреев (53)621.746.48(088.8)
(56) Авторское свидетельство СССР № 1160108. кл. В 22 D 7/00.1985.
Авторское свидетельство СССР № 1133028. кл. В 22 D 27/04, 1985. (54) СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ПОСТОЯННЫХ МАГНИТОВ
(57) Изобретение относится к литейному производству. Цель изобретения - повышение коэффициента использования магнитного сплава за счет уменьшения возможности хрупкого разрушения прибыли при отделении от нее отливок. Способ включает заливку магнитного сплава при 1655 1800°С в рабочую и прибыльную полости литейной формы, охлаждение прибыли до 800 - 1000°С и заливку на ее верхнюю поверхность алюминиевого сплава слоем, равным 1-1,2 высоты прибыли 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литых постоянных магнитов с направленной структурой | 1982 |
|
SU1133028A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| Способ получения отливок и слитков | 1990 |
|
SU1764781A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| МЕТАЛЛИЧЕСКАЯ ЛИТЕЙНАЯ ФОРМА | 1991 |
|
RU2016696C1 |
Изобретение относится к литейному производству. Цель изобретения - повышение коэффициента использования магнитного сплава за счет уменьшения возможности хрупкого разрушения прибыли при отделении от нее отливок. Способ включает заливку магнитного сплава при 1655 - 1800°С в рабочую и прибыльную полости литейной формы, охлаждение прибыли до 800 - 1000°С и заливку на ее верхнюю поверхность алюминиевого сплава слоем, равным 1 - 1,2 высоты прибыли. 1 ил.
Изобретение относится к литейному производству.
Цель изобретения - повышение коэффициента использования сплава за счет уменьшения возможности хрупкого разрушения прибыли при отделении от нее отливок.
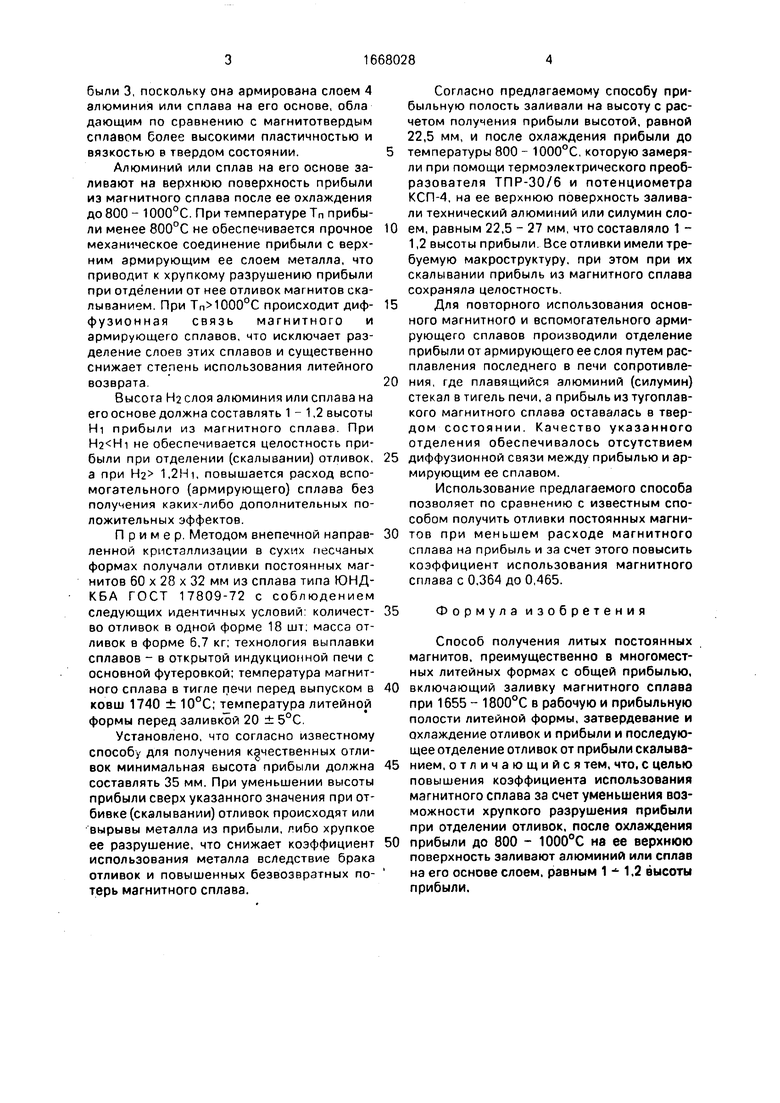
На чертеже показан куст отливок постоянных магнитов, полученный предлагаемым способом.
Куст включает отливки 1 магнитов, соединенные питателями 2 с общей для них прибылью 3 из магнитного сплава и залитый на верхнюю поверхность прибыли слой 4 алюминия или сплава на его основе, а также основную 5 и вспомогательную 6 литниковую системы.
Способ осуществляют следующим образом.
В литейную форму с поддоном-холодильником, содержащую рабочие полости для отливок и расположенную
над ними общую прибыльную полость, через каналы основной литниковой системы 5 залива ют магнитный сплав при 1655- 1800°С, который вначале заполняет рабочие полости для отливок 1 через вертикальные питатели 2, а затем часть полости для прибыли 3. После направленного от поддона-холодильника снизу вверх затвердевания залитого в форму магнитного сп лава и последующего охлаждения прибыли 3 до 800 - 1000°С на верхнюю поверхность последней заливают через кана- лы вспомогательной литниковой системы 6 алюминий или сплав на его основе слоем 4, равным 1 - 1,2 высоты прибыли 3.
После полного охлаждения куст отливок извлекают из литейной формы и отделяют отливки магнитов от общей прибыли скалыванием по питателям 2 При этом исключается хрупкое разрушение самой при(Л
С
о
ON 00 О hO 00
были 3, поскольку она армирована слоем 4 алюминия или сплава на его основе, обла дающим по сравнению с магнитотвердым сплавом более высокими пластичностью и вязкостью в твердом состоянии.
Алюминий или сплав на его основе заливают на верхнюю поверхность прибыли из магнитного сплава после ее охлаждения до 800 - 1000°С. При температуре Тп прибыли менее 800°С не обеспечивается прочное механическое соединение прибыли с верхним армирующим ее слоем металла, что приводит к хрупкому разрушению прибыли при отделении от нее отливок магнитов скалыванием. При ТП ЮОО°С происходит диффузионная связь магнитного и армирующего сплавов, что исключает разделение слоев этих сплавов и существенно снижает степень использования литейного возврата
Высота Н2 слоя алюминия или сплава на его основе должна составлять 1-1,2 высоты Hi прибыли из магнитного сплава. При не обеспечивается целостность прибыли при отделении (скалывании) отливок, а при Н2 1,2Hi, повышается расход вспомогательного (армирующего) сплава без получения каких-либо дополнительных положительных эффектов.
Пример. Методом внепечной направленной кристаллизации в сухих песчаных формах получали отливки постоянных магнитов 60 х 28 х 32 мм из сплава типа ЮНД- КБА ГОСТ 17809-72 с соблюдением следующих идентичных условий количество отливок в одной форме 18 шт. масса отливок в форме 6,7 кг; технология выплавки сплавов - в открытой индукционной печи с основной футеровкой; температура магнитного сплава в тигле печи перед выпуском в ковш 1740 ± 10°С; температура литейной формы перед заливкой 20 ± 5°С
Установлено, что согласно известному способу для получения качественных отливок минимальная высота прибыли должна составлять 35 мм. При уменьшении высоты прибыли сверх указанного значения при отбивке (скалывании) отливок происходят или вырывы металла из прибыли, либо хрупкое ее разрушение, что снижает коэффициент использования металла вследствие брака отливок и повышенных безвозвратных потерь магнитного сплава.
Согласно предлагаемому способу прибыльную полость заливали на высоту с расчетом получения прибыли высотой, равной 22,5 мм, и после охлаждения прибыли до
температуры 800 - 1000°С, которую замеряли при помощи термоэлектрического преобразователя ТПР-30/6 и потенциометра КСП-4, на ее верхнюю поверхность заливали технический алюминий или силумин слоем, равным 22,5 - 27 мм, что составляло 1 - 1,2 высоты прибыли Все отливки имели требуемую макроструктуру, при этом при их скалывании прибыль из магнитного сплава сохраняла целостность.
Для повторного использования основного магнитного и вспомогательного армирующего сплавов производили отделение прибыли от армирующего ее слоя путем расплавления последнего в печи сопротивления, где плавящийся алюминий (силумин) стекал в тигель печи, а прибыль из тугоплавкого магнитного сплава оставалась в твердом состоянии. Качество указанного отделения обеспечивалось отсутствием
диффузионной связи между прибылью и армирующим ее сплавом.
Использование предлагаемого способа позволяет по сравнению с известным способом получить отливки постоянных магнитов при меньшем расходе магнитного сплава на прибыль и за счет этого повысить коэффициент использования магнитного сплава с 0,364 до 0,465.
35
Формула изобретения
Способ получения литых постоянных магнитов, преимущественно в многоместных литейных формах с общей прибылью,
включающий заливку магнитного сплава при 1655 - 1800°С в рабочую и прибыльную полости литейной формы, затвердевание и охлаждение отливок и прибыли и последующее отделение отливок от прибыли скалыванием, отличающийся тем, что. с целью повышения коэффициента использования магнитного сплава за счет уменьшения возможности хрупкого разрушения прибыли при отделении отливок, после охлаждения
прибыли до 800 - 1000°С на ее верхнюю поверхность заливают алюминий или сплав на его основе слоем, равным 1 1,2 высоты прибыли.
