/
W
сг Изобретение относится к области литья постоянных магнитов с направленной структурой. Известен способ изготовления постоянных магнитов с направленной структурой, заключающийся в нагреве керамической формы до 1300-1350 С, установке ее на медный водоохлаждаемый .холодильник и заливке перегретого до 1650°С сплава 1. Недостатком данного способа является то, что магниты близкую к совершенной, направленную кристаллическую (столбчатую) структуру только до высоты 80 мм при относительно низких показателях магнитных свойств. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ изготовления постоянных ма нитов с направленной структурой, включающ нагрев литейной формы, установку ее на ме ный водоохлведаемый холодильник, заливку сплава при 1655-1800 С и охлаждение 2. Недостатком известного способа являются относительно низкие показатели магнитных свойств магнитов. Целью изо етення является повышение мапштных свойств при магнитов высотой до 5,50 мм. Цель достигается тем, что согласно способ изготовления литых постоянных магнитов с нт|равленной структурой, включающему нагре литейной формы, установку ее на медный водоохлаждаемый холодильник, заливку сплава при 1655-1800 С и охлаждение, нагрев литейной формы осуществляют при 13551450° С. На чертеже представлено устройство для осуществления способа. Предлагаемая совокупность признаков позволяет повысить длину столбчатых кристалло и, как следствие, магнитные свойства: козр цитивную силу, остаточную индукцию и магнитную знергию, так, что при заливке магнит ных сплавов при темп атуре ниже 1655с в форму, разогретую до 1355-1450 С, невоз можно получение отливок магнитов с направ ленной структурой длиной более 80 мм, поскольку о азуются зоны равноосных денд ритов, препятствующих росту направленных кристаллов. При заливке сильно перегретого сплава при гемперат свыше в формы с 1355-1450 С, хотя и можно получить магниты с направленной структурой дли ной более 80 мм, но резкий угар легирующих элементов и развитие ликвационных процессов приводит к падению механических и магнитных свойств. Прн температуре формы менее 1355 и заливке сплава при 1655-1800 С нарушаются необходимые условия формирования направленных кристаллов в отливках крупногараритных магнитов (образуются зоны равноосных дендритов), что снижает качество отливок. При температуре формы более 1450 С и заливке сплава при 1655-1800С происходит угар легирующих элементов, развитие ликвационных процессов, а в некоторых случаях и разрушение формы, что приводит к снижению магнитных свойств и увеличению брака. Способ осуществляют следующим образом. Литейную форму нагревают в пределах температур 1355-1450 .С; устанавливают ее на медный водоохлаждаемый холодильник, разогревают сплав до температуры заливки 16551800 С и заливают сплав в форму. Далее производят охлаждение запитого сплава. Литейная форма для получения магнитов (см. чертеж) состоит из заливочной воронки 1, прибыли 2, питателя 3, полости магнитов 4 и холодильника 5. Формирование литой направленной структуры осуществляется следующим образом. Расплавленный металл заливают в керамические формы через заливочную воронку 1. Металл заполняет прибыль 2, далее через питатель 3 поступает в полости магнитов 4. По предложенному способу получена .серия отливок магнитов из сплава ЮНДК 35Т5БА с направленной структурой. Отливки магнитов получают при различных температурах формы и сплава. Результаты измерений длины направленных столбчатых кристаллов и магнитных свойств сведены в табл. 1 и 2. Ограничение температуры формы и заливки сплава способствует обеспечению положительного температурного градиента плоского фронта кристаллизации и тем самым улучшению направленной структуры и повышению качества магнитов. Проведенные рентгенографические исследования ориентировки кристаллов на аппарате УРС-60 показали, что магниты из сплава ЮНДК 35Т5БА, полученные по предлагаемому способу, имеют среднее значение угла отклонения от оси наилегчайшего намагничивания (оси(ООН) равное 2 и длину направленных кристаллов до 150 мм, а магниты из этого же сплава, полученные при более низких температурах формы и заливаемого сплава, имеют угол отклонения, равный в среднем ш, и максимальную длину направленных кристаллов до 80 мм. Уменьшение угла отклонения кристаллов от оси наилегчайшего намагничивания (ось 001) с Ю до 2° способствует увеличе-i
нию длины зоны направленных кристаллов, увеличению магнитных свойств крупногабаритных ЛИТЫХ магнитов: коэрцетивная (Не) увеличивается в среднем на 25%, магнитная индукция (Вг) - иа 20%, магннтная энергия
на 20%.
(ВН)
П10Х
Магниты, полученные по предлагаемому способу, имеют совершенную направленную структуру и обладают высокими магнитными
1330284
свойствами, их использование в приборах и аппаратах позволит улучшить показатели стабильности, точности качества работы.
J Экономический зффект от использования изобретения составит 8-10 тыс.руб. иа тонну магнитного сплава за счет с шжеш1я брака при литье иа 10-15% и повышения магнитных свойств готовых изделий.
Таблица I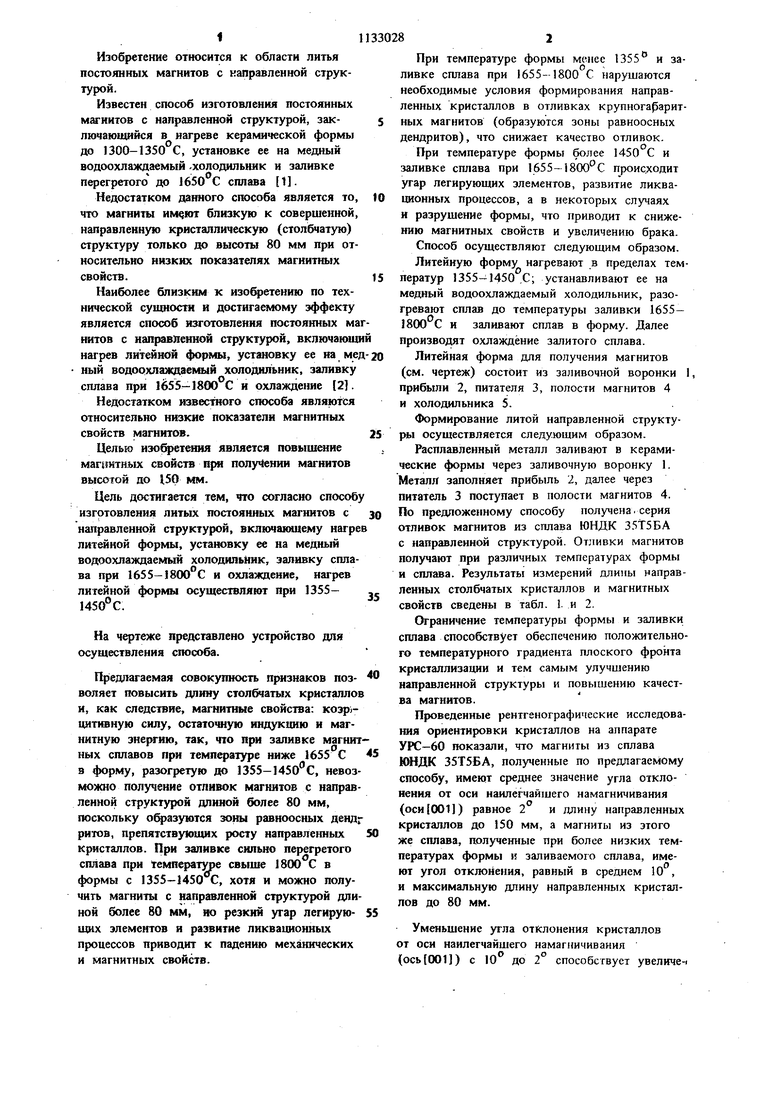

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок с направленной структурой | 1978 |
|
SU791456A1 |
| Способ получения литых многополюсных магнитов и устройство для его осуществления | 1980 |
|
SU954170A1 |
| Способ получения отливки постоянного магнита с направленной кристаллической структурой | 1987 |
|
SU1528616A1 |
| Комбинированная литейная форма для получения столбчатой структуры в изделиях из магнитотвердых материалов типа Al-Ni-Co-Ti-Fe | 2016 |
|
RU2635983C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 1992 |
|
RU2043855C1 |
| Способ получения литых постоянных магнитов | 1989 |
|
SU1668028A1 |
| Способ выплавки сплавов для магнитов с ориентированной кристаллической структурой | 1988 |
|
SU1576587A1 |
| Способ регулирования температурного режима установки для получения слитков с направленной кристаллической структурой | 1990 |
|
SU1759543A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1978 |
|
SU740403A1 |
| Способ получения магнитотвердых сплавов типа ЮНДКТ | 1991 |
|
SU1822441A3 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ПОСТОЯННЫХ МАГНИТОВ С НАПРАВЛЕННОЙ СТРУКТУРОЙ, включающий нагрев литейной формы, установку ее на медн1 1Й водоохлаждаемый холодильник, заливку сплава при 1655-1800 С и охлаждение, отличающийся тем, что, с целью повыщения магнитных свойств при получении магнитов высотой до 150 мм, нагрев литейной формы осуществляют при 1355-1450 С.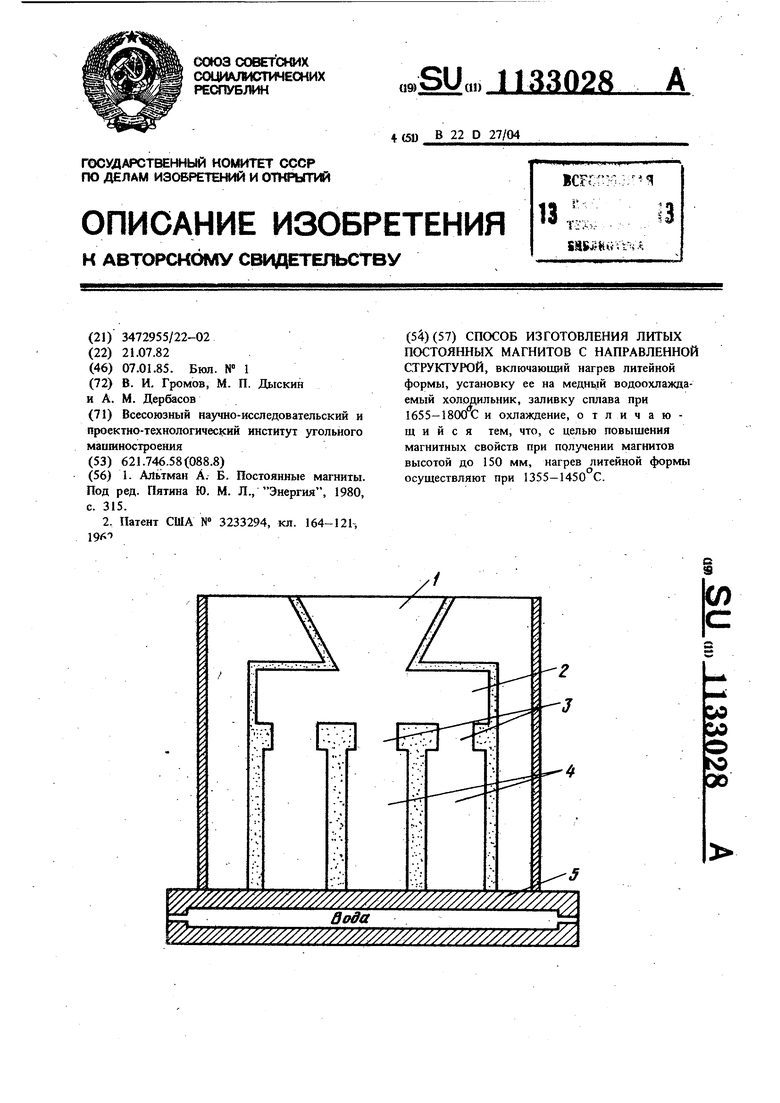
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Альтман А.- Б | |||
| Постоянные магниты | |||
| Под ред | |||
| Пятина Ю | |||
| М | |||
| Л., Энергия, 1980, с | |||
| Способ очищения амида ортотолуолсульфокислоты | 1921 |
|
SU315A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3233294, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
