Изобретение относится к литейному производству черных и цветных металлов, в частности к постоянным литейным формам.
Известна металлическая литейная форма, в которой выполнена формообразующая полость, соединенная в верхней части с дополнительной полостью с установленной в ней с зазором вставкой [1].
Однако в известной металлической форме вставка имеет значительную толщину, способствующую быстрому затвердеванию части жидкого металла в прибыли, что приводит к повышенному расходу металла и сказывается на качестве отливок и производительности процесса.
Известна также металлическая линейная форма, имеющая вставку, установленную в прибыльной полости с зазором [2].
Недостатком прототипа является низкое качество отливки и неэффективная работа прибыли из-за отсутствия направленной кристаллизации. Это ведет к увеличенному расходу металла на прибыль и длительному процессу затвердевания и, как следствие, к снижению производительности. Кроме того, конструкция прибыльной вставки отличается сложностью, имеет дополнительные переходные кольца, экраны, а тонкостенная металлическая форма сильно перегревается и быстро выходит из строя.
Целью предлагаемого изобретения является устранение указанных недостатков, а именно улучшение качества отливок и снижение массы прибыли.
Поставленная цель достигается тем, что в известной металлической литейной форме, имеющей вставку, установленную в прибыльной полости с зазором, вставка выполнена с толщиной стенки δ, выбранной из соотношения δ = (0,008-0,06)r, где r - радиус прибыли в мм.
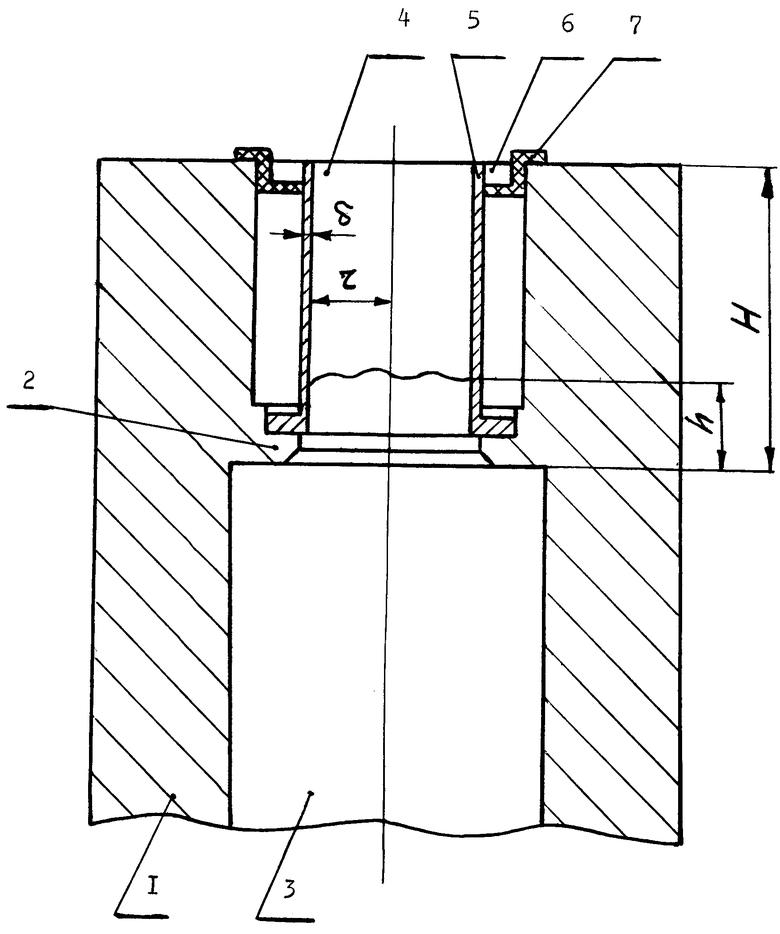
На чертеже изображен общий вид предлагаемой металлической литейной формы.
Металлическая литейная форма включает формообразующую часть 1 с кольцевым буртом 2, рабочую полость 3 для получения отливки, прибыльную полость 4, соединенной с рабочей полостью 3, прибыльную вставку 5, установленную на кольцевой бурт 2 с зазором 6 и прибыльную полость, фиксирующий вставку элемент 7.
Металлическая литейная форма работает следующим образом.
Жидкий металл после окончания заливки заполняет рабочую 3 и прибыльную 4 полости металлической формы до высоты Н. При выполнении толщины стенки вставки в интервале δ = (0,008-0,06)r ее теплоаккумулирующая способность мала и некоторой части теплоты перегрева жидкого металла прибыли достаточно для нагрева тела вставки до температуры кристаллизации металла отливки. Теплопередача от вставки 5 к поверхности прибыльной полости через зазор (воздушный или заполненный каким-либо теплоизолятором) по сравнению со случаем непосредственного контакта вставки с формой или заполнения зазора жидким металлом невелика.
В связи с этим и при выбранной толщине стенки металлической формы, соизмеримой с толщиной отливки, начинается процесс направленного затвердевания жидкого металла в форме снизу-вверх, обеспечивающий получение качественной литой заготовки. Из-за малой теплоаккумулирующей способности вставки и незначительной теплопередачи от прибыли к металлической форме затвердевания металла на стенках прибыльной вставки практически не происходит и весь объем металла прибыли в течение всего процесса формирования отливки непрерывно расходуется на ее питание. К концу затвердевания отливки первоначальная высота металла в прибыльной вставке уменьшается до значения h. По сравнению с прибылью отливки, полученной в известной металлической форме, объем затвердевшей прибыли отливки в предлагаемой форме в силу действия указанных факторов в 2-4 раза меньше, плоскость отливки выше на 15-20%.
Для повышения долговечности прибыльной вставки ее рабочая поверхность, соприкасающаяся с жидким металлом, с целью защиты от высокотемпературного окисления покрывается слоем оксидов, карбидов или нитридов тугоплавких металлов методами плазменного газотермического напыления.
Такое выполнение предлагаемой металлической литейной формы позволяет получить качественную плотную отливку без усадочных дефектов с уменьшением расхода жидкого металла при прибыль.
Металлическая форма обеспечивает резко отличающиеся тепловые условия формирования тела отливки и прибыли.
Повышается производительность процесса за счет быстрого направленного охлаждения отливки и достигается мелкозернистая плотная структура.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления легирующих вставок для локального легирования отливок | 1979 |
|
SU944781A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная форма | 1980 |
|
SU876263A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| Экзотермическая смесь для обогрева прибыльных частей литейных форм | 1976 |
|
SU598684A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| Способ получения литых постоянных магнитов | 1989 |
|
SU1668028A1 |
Изобретение направлено на улучшение качества отливок и снижение массы прибыли. Металлическая литейная форма имеет вставку, установленную в прибыльной полости с зазором. Новизна формы состоит в том, что вставка выполнена с толщиной стенки δ , выбранной из соотношения d = (0,008-0,06)r, где r - радиус прибыли в мм. 1 ил.
МЕТАЛЛИЧЕСКАЯ ЛИТЕЙНАЯ ФОРМА, содержащая вставку, установленную в прибыльной полости с зазором, отличающаяся тем, что, с целью улучшения качества отливок и снижения массы прибыли, вставка выполнена с толщиной стенки δ , составляющей (0,008 - 0,06)r, где r - радиус прибыли, мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вейник А.И | |||
| Кокиль | |||
| Минск: Наука и техника, 1972, с.39, рис.13 в. | |||
