1
(61) 1344541
(21)4692066/27
(22) 19.05.89
(46) 15.08.91. Бюл. №30
(71)Краматорский индустриальный институт
(72)С. А. Шоно, Л. А. Гешлин и А. С. Шоно (53) 621.791.753.042.4.039(088.8)
(56) Авторское свидетельство СССР № 1344541.кл. В 23 К 9/28, 1986.
(54) ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ С ОТСОСОМ ГА- ЗОПЫЛЕВЫДЕЛЕНИЙ (57) Изобретение относится к электродуговой сварке, в частности к держателям электродов, и может быть использовано во всех отраслях промышленности, где применяется ручная дуговая сварка. Цель изобретения - повышение эффективности работы путем регулирования скорости перемещения насадки стабилизацией температуры нагрева насадки. Электрододержатель со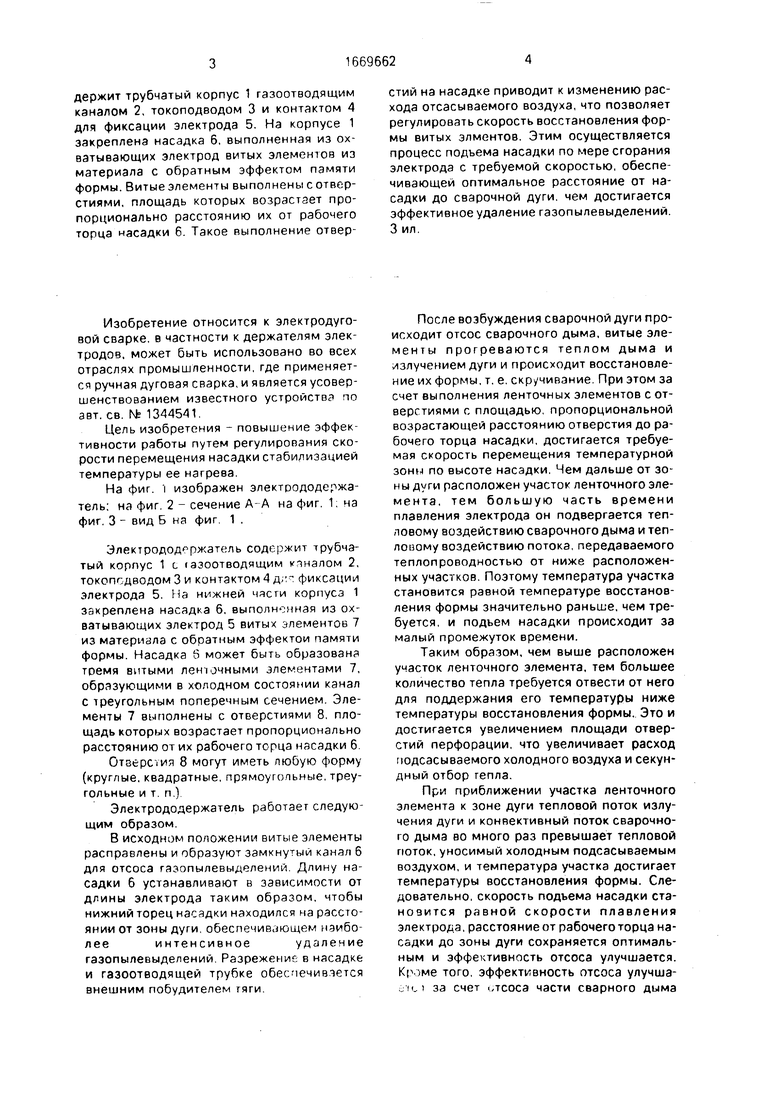
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель для ручной дуговой сварки с отсосом газопылевыделений | 1986 |
|
SU1344541A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газопылевыделений | 1987 |
|
SU1433679A2 |
| Электрододержатель для ручной дуговой сварки с отсосом газопылевыделений | 1987 |
|
SU1504031A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газопылевыделений | 1986 |
|
SU1402415A1 |
| Электрододержатель для ручной дуговой сварки | 1987 |
|
SU1625615A1 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Горелка для дуговой сварки | 1974 |
|
SU586972A1 |
| Электрододержатель для ручной дуговой сварки | 1982 |
|
SU1107978A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1981 |
|
SU1073036A1 |
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1975 |
|
SU558766A1 |
Изобретение относится к электродуговой сварке, в частности к держателям электродов, и может быть использовано во всех отраслях промышленности, где применяется ручная дуговая сварка. Цель изобретения - повышение эффективности работы путем регулирования скорости перемещения насадки стабилизацией температуры нагрева насадки. Электрододержатель содержит трубчатый корпус 1 с газоотводящим каналом 2, токоподводом 3 и контактом 4 для фиксации электрода 5. На корпусе 1 закреплена насадка 6, выполненная из охватывающих электрод витых элементов из материала с обратным эффектом памяти формы. Витые элементы выполнены с отверстиями, площадь которых возрастает пропорционально расстоянию от их рабочего торца насадки 6. Такое выполнение отверстий на насадке приводит к изменению расхода отсасываемого воздуха, что позволяет регулировать скорость восстановления формы витых элементов. Этим осуществляется процесс подъема насадки по мере сгорания электрода с требуемой скоростью, обеспечивающей оптимальное расстояние от насадки до сварочной дуги, чем достигается эффективное удаление газопылевыделений. 3 ил.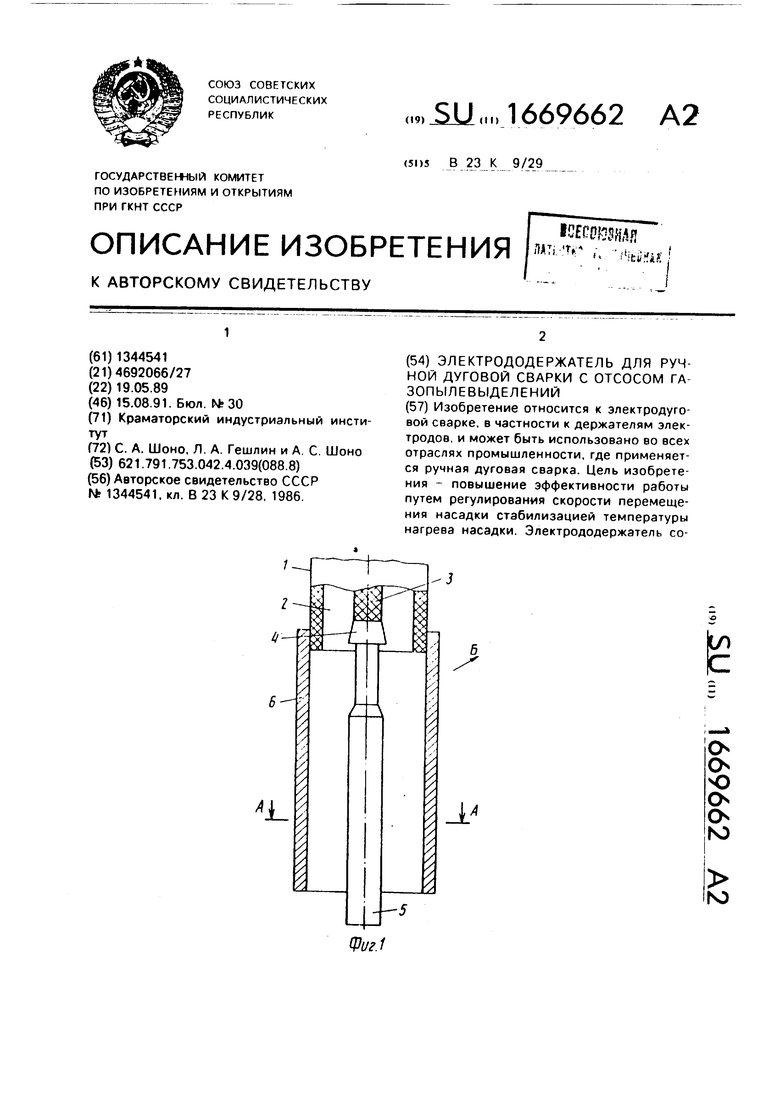
ё
О
о ю о о го
го
держит трубчатый корпус 1 газоотводящим каналом 2, токоподводом 3 и контактом 4 для фиксации электрода 5. На корпусе 1 закреплена насадка 6, выполненная из охватывающих электрод витых элементов из материала с обратным эффектом памяти формы. Витые элементы выполнены с отверстиями, площадь которых возрастает пропорционально расстоянию их от рабочего торца насадки 6. Такое выполнение отверИзобретение относится к электродуговой сварке, в частности к держателям электродов, может быть использовано во всех отраслях промышленности, где применяется ручная дуговая сварка,и является усовершенствованием известного устройства по авт. св. Мг 1344541.
Цель изобретения - повышение эффективности работы путем регулирования скорости перемещения насадки стабилизацией температуры ее нагрева.
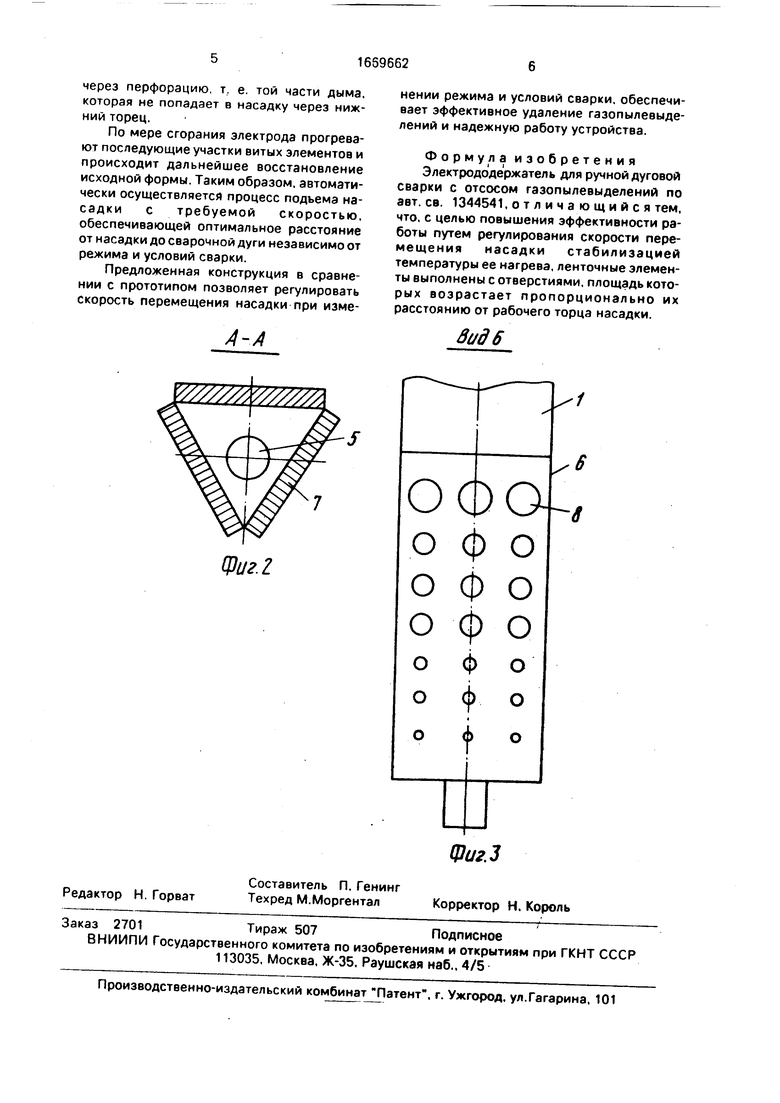
На фиг. 1 изображен электрододержа- тель; на фиг. 2 - сечение А-А на фиг. 1, ча фиг. 3 - вид Б на фиг. 1 .
Электродод ржатель содержит трубчатый корпус 1 с газоотводящим ктналом 2, токопгдводом 3 и контактом 4 д,: фиксации электрода 5. На нижней чясги корпуса 1 закреплена насадка 6. выполненная из охватывающих электрод 5 витых элементов 7 из материала с обратным эффектои памяти формы. Насадка 5 может быть образована тремя витыми ленточными элементами 7, образующими в холодном состоянии канал с треугольным поперечным сечением. Элементы 7 выполнены с отверстиями 8. площадь которых возрастает пропорционально расстоянию от их рабочего торца насадки 6.
Отверстия 8 могут иметь любую форму (круглые, квадратные, прямоугольные, треугольные и т. п.)
Электрододержатель работает следующим образом.
В исходном положении витые элементы расправлены и образуют замкнутый канал 6 для отсоса газопылевыделений. Длину насадки 6 устанавливают в зависимости от длины электрода таким образом, чтобы нижний торец насадки находился на расстоянии от зоны дуги, обеспечивающем наиболееинтенсивноеудалениегазопылевыделений.Разрежение в насадке и газоотводящей трубке обеспечивается внешним побудителем тяги.
стий на насадке приводит к изменению расхода отсасываемого воздуха, что позволяет регулировать скорость восстановления формы витых элментов. Этим осуществляется процесс подъема насадки по мере сгорания электрода с требуемой скоростью, обеспечивающей оптимальное расстояние от насадки до сварочной дуги, чем достигается эффективное удаление газопылевыделений. 3 ил.
После возбуждения сварочной дуги происходит отсос сварочного дыма, витые элементы прогреваются теплом дыма и излучением дуги и происходит восстановление их формы, т. е. скручивание. При этом за счет выполнения ленточных элементов с отверстиями с площадью, пропорциональной возрастающей расстоянию отверстия до рабочего торца насадки, достигается требуемая скорость перемещения температурной зоны по высоте насадки. Чем дальше от зоны дуги расположен участок ленточного элемента, тем большую часть времени плавления электрода он подвергается тепловому воздействию сварочного дыма и тепловому воздействию потока, передаваемого теплопроводностью от ниже расположенных участков. Поэтому температура участка становится равной температуре восстановления формы значительно раньше, чем требуется, и подъем насадки происходит за малый промежуток времени.
Таким образом, чем выше расположен участок ленточного элемента, тем большее количество тепла требуется отвести от него для поддержания его температуры ниже температуры восстановления формы. Это и достигается увеличением площади отверстий перфорации, что увеличивает расход подсасываемого холодного воздуха и секундный отбор гепла.
При приближении участка ленточного элемента к зоне дуги тепловой поток излучения дуги и конвективный поток сварочного дыма во много раз превышает тепловой поток, уносимый холодным подсасываемым воздухом, и температура участка достигает температуры восстановления формы. Следовательно, скорость подъема насадки стэ- ноаится равной скорости плавления электрода, расстояниеот рабочего торца насадки до зоны дуги сохраняется оптимальным и эффективность отсоса улучшается. Кроме того, эффективность отсоса улучша- ,ум 1 за счет лсосэ части сварного дыма
через перфорацию, т. е. той части дыма, которая не попадает в насадку через нижний торец.
По мере сгорания электрода прогревают последующие участки витых элементов и происходит дальнейшее восстановление исходной формы. Таким образом, автоматически осуществляется процесс подъема насадки с требуемой скоростью, обеспечивающей оптимальное расстояние от насадки до сварочной дуги независимо от режима и условий сварки.
Предложенная конструкция в сравнении с прототипом позволяет регулировать скорость перемещения насадки при измеА-А
7
Фиг. г
нении режима и условий сварки, обеспечивает эффективное удаление газопылевыде- лений и надежную работу устройства.
Формула изобретения Электродо де ржатель для ручной дуговой сварки с отсосом газопылевыделений по авт. св. 1344541, отличающийся тем, что, с целью повышения эффективности работы путем регулирования скорости перемещения насадки стабилизацией температуры ее нагрева, ленточные элементы выполнены с отверстиями, площадь которых возрастает пропорционально их расстоянию от рабочего торца насадки.
Вид 6
