Фиг.З
Изобретение относится к электрической сварке,, в частности к держа-- телям электродов.
Цель изобретения регупирование скорости перемещения
На фиГ:, 1 приведена конструкция предлагаемого ansirrponoiieirsa/renHj на фиг о 2 - сечение А-А на фиг,1; на фиг,3 принципиальная злектрическая рхема„
; ЭлектрододержатеЛЬ содер5)шт труб- атьй корпус 1 с газоотводяггщм каналом 2j тскоподводом 3 и контактом 4 |для фиксодии электрода 5 На нижнюю Часть корпуса 1 крепится иасадка 6
из витых элементов
:ШНЮЮ
часть которых нанесен .гокс Проводящии .слой 8 с высоким удельным электричес ;ким сопротивлением, подсойдиненньм к источнику 9 эле;1.:трическог( тока о Последний снабжен рех улятором 10 электрического тока„ Источник 9 тока включен в цепь 11 питания электрической дуги
Электрододержатель работает следующим обр аз ом,
В исходном состоянии витые элементы 7 расправлены и образз/ют зам- кнутьй канал 6 для отсоса газовыде- лений,, ,Цлину насадки 6 устанавливадат, в зависимости от длины электрода таким образ-ом,чтобы ни Лчний торец насадки находился ка расстоянир o l зоны дуги5 обеспечивающем наиболее интенсивное удаление Г а.зопьшевы,г,ел:е,ний, Разреже™ ние в ка. иадке и газоотводящей трубке обеспечизается внешни.м побудителем тяги.
После возб угкденкя снарочной дуги включает:;я источник 9 пи 1 аиия и через токопрово ящи слой .8 Г1ро:;;.одит электрический ток. За счат высэкого удельного электрического гспротналения слоя при прохождении тока в нем быст- ро выдеочяется тепло, которое дополнительно подогревает яич Ь е . злементы 7« Основное тепло зктке злементь получают от отс,асьш.а,;М1)Г;:.) сварочного дыма и за счет тепзговогч; излучения дуги
Использование дополнительного источника теплоты 1ФИ npoirjrcKaHHH тока через токопроводящкй спой позволяет регулировать скорость нагре:ва витьпс элементсв и соответс :, вгнно скорость восстановления эле1-лектз ш исходной .
25
5
20
.
0
0
5
формЫд т«е. скорость подъема отсасывающей насадки.
Если сварщик в процессе рабоуы часто меняет режим сварки, то для удобства эксплуатации держателя источник 9 питания снабжают регулятором 10 электрического тока. Перед началом работы сварпщк устанавливает необходимьй ток t: помощью регулятора 10 в зависимости от режима сварки.
Для автоматического регулирования режима дополнительного подогрева витых элемент.ов 7 источник 9 питания включен в цепь 11 питания сварочной дуги. В зависимости от режима сварки посредством специальной схемы управления автоматически устанавливается требуемьй ток дополнительного подогрева,.
По мере сгорания электрода прогреваются последующие участки витых элементов и происходит дальнейшее восстановление исходной формы. Таким образом, автоматически осуществляется процесс подъема насадки и выдерживается оптимальное расстояние от нижнего торца насадки до зоны сварочной дуги независимо от режима сварки.
Предлагаемая конструкция электро- додержателя позволяет регулировать скорость перемещения насадки при изменении режима сварки, поддерживать оптимальное расстояние между отсабы- вающей насадкой и сварочной дугой, обеспечивает эффективное удаление газопьшевьщелений и надежную работу З стройства.
Формула изобретения
1.Электрододержатель для ручной дуговой сварки с отсосом газопылевы- делений по авт. св. № 1344541, о т- личающий ся тем, что, с целью регулирования скорости переме- . насадки, он снабжен регулируемым источником электрического тока, соединенным с нанесенным по периметру ленточных элементов насадки высоко- омным токопроводящим слоем.
I
2.Электрододержатель по п, 1, отличающийся тем, что источник тока включен в цепь питания сварочной дуги.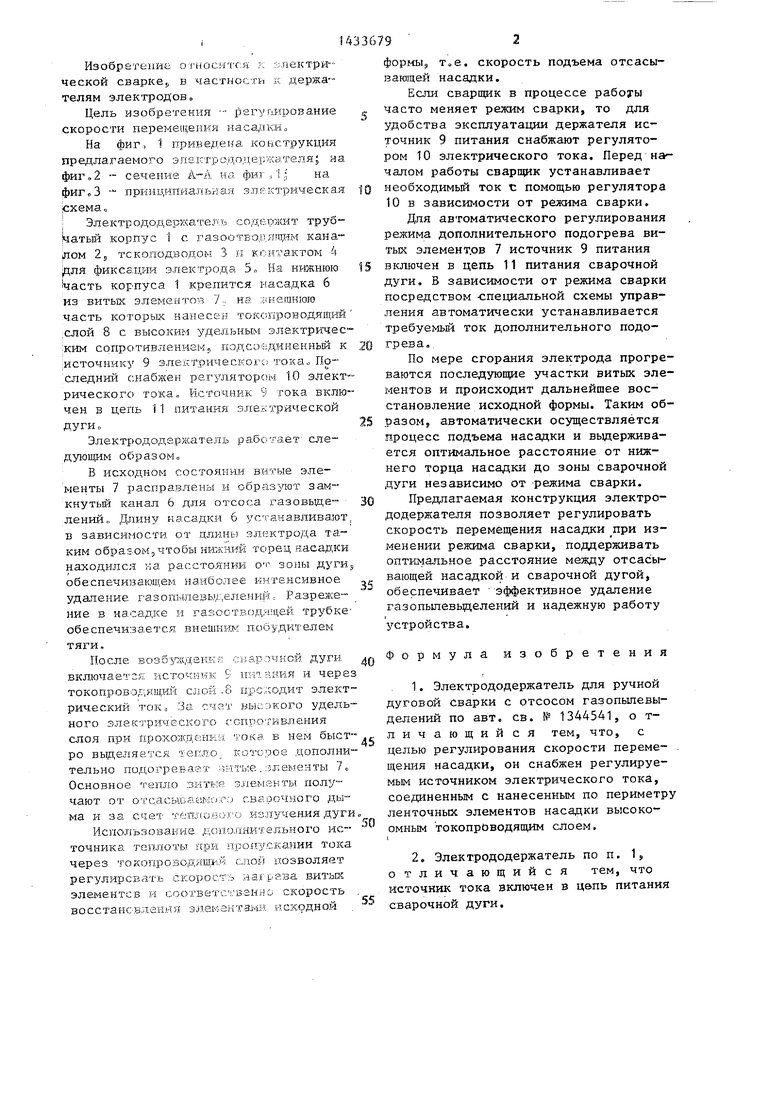
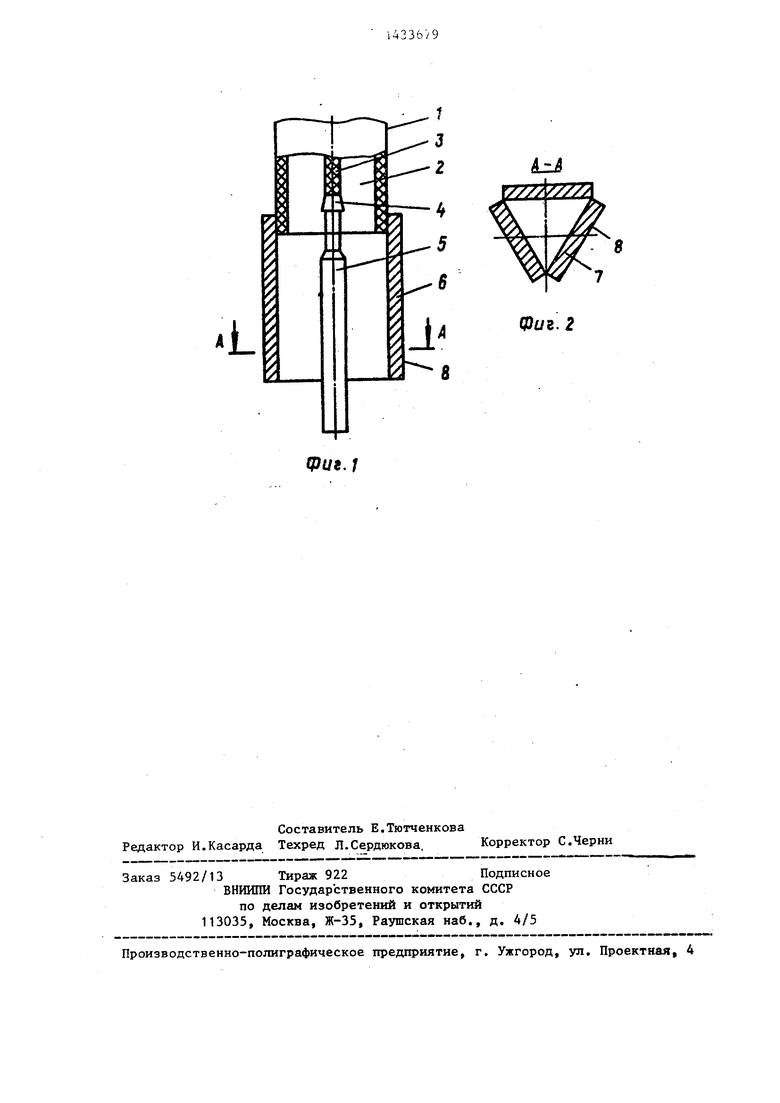
Изобретение относится к элект- , рической сварке, точнее к электродо- держателям для ручной сварки с отсо-: сом газопыленьделений. Целью изобретения является регулирование скорости перемещения отсасывающей насадки. На внешнюю часть витых элементов, образующих отсасывающую насадку, нанесен высокоомньй токопроводящий слой, подсоединенный к источнику электр5этеского тока. После возбуждения сварочной дуги включается источник питания 9 и через токопроводящий слой 8 проходит электрический ток. За счет высокого удельного электрического сопротивления слоя при прохождении тока в нем быстро вьделяет- ся тепло, которое дополнительно подогревает витые элементы 7. Изобретение позволяет подобрать оптимальный режим работы насадки. 1 з.п. ф-лы, 3 ил.
фуг.;
Фиг. 2
| Электрододержатель для ручной дуговой сварки с отсосом газопылевыделений | 1986 |
|
SU1344541A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
