Изобретение относится к металлургии, а именно к непрерывной разливке металлов.
Цель изобретения - повышение срока службы ролика за счет исключения образования трещин в сварных швах при изготовлении и эксплуатации.
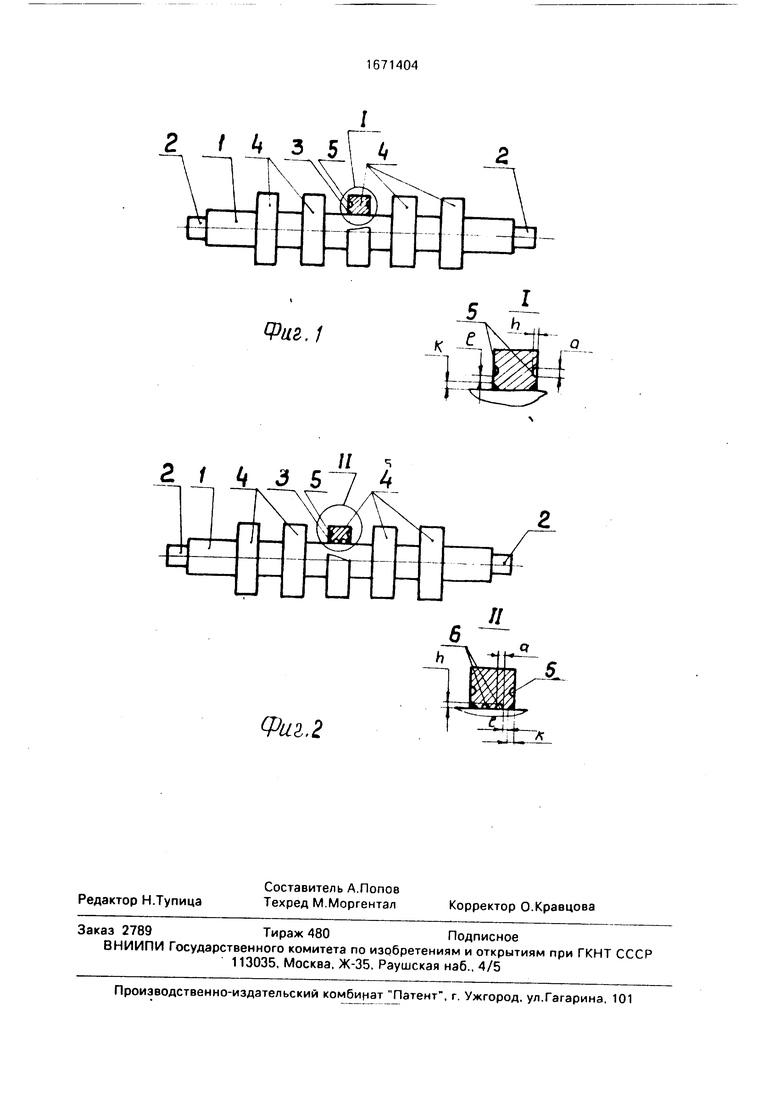
На фиг.1 приведен ролик со сварными швами с катетом до 30 мм и узел I; на фиг.2 - то же, с катетом 30 мм и узел II.
Ролик состоит из бочки 1 с опорными цапфами 2. На бочке 1 закреплены посредством сварных швов 3 кольца 4 с V-образны- ми канавками 5 и 6. Канавки 5 и 6 могут быть выполнены различной кривизны (радиусные, овальные и др.).
Нижний предел глубины h ширины а каждой канавки и расстояния I от нее сварного шва составляет 0,5 размера К катета сварного шва и определен, исходя из минимально допустимой прочности околосварного сечения кольца. Нижний предел принят, в основном, при соединении колец с бочкой ролика методом электродуговой сварки. Снижать нижний предел ниже указанного значения не рекомендуется, так как
это приведет к излишнему снижению проч ности околосварного сечения кольца и, в конечном счете, преждевременному разрушению ролика.
Верхний предел глубины h шиоинь, s каждой канавки и расстояния I от нее до свар ного шва составляет 3,5 размера К катета сварного шва и определен, исходя из следующих причин. При сварке жесткость свариваемых элементов существенно влияет на напряжения в сварных швах. Объем зоны распределения напряжений зависит от мощности и продолжительности нагрева, а также от структурных превращений, происходящих в зоне, непосредственно примыкающей к сварному шву Величина верхнего предела принята, в основном, исходя из необходимости соединения колец с бочкой ролика газовой сваркой, при этом значительно расширяется околошовная зона разогрета металла. Поэтому верхний предел выбран из соображений охвата зоны распределе ния напряжений, примыкающей к сварному шву.
Повышать верхний предел нецелесообразно, так как это приведет к образованию
(Л
С
о
Ј О
трещин в остывших сварных швах при изготовлении ролика.
Ролик работает следующим образом.
Ролик установлен цапфами 2 в подшипниковых опорах, на которые он передает нагрузки от собственного веса и веса перемещаемых заготовок. В процессе эксплуатации ролик, вращаясь, перемещает на кольцах 4 заготовки, при подходе которых к ролику, в момент касания, происходит удар по кольцам (например, на слябовой машине непрерывного литья заготовок, при разрезке сляба на мерные длины, на его нижней кромке образуются наплывы из застывшего металла расплавленного газораэрезкой, эти наплывы и ударяют по кольцам ролика).
Канавки 5 и 6 снижают жесткость колец 4 в зоне сварных швов, тем самым смягчая ударные нагрузки на сварные швы 3 и бочку 1, что замедляет процесс образования усталостных микротрещин в сварных швах.
Пример. Ролик реализуется в рольгангах для слябовой шины.
Бочка ролика (фиг.1) выполнена из стали 40{ГОСТ 1050-74) диаметром 260 мм; кольцо - из стали 35 (ГОСТ 1050-74), внутренний диаметр 260,5 мм.наружный диаметр 450 мм, ширина 120 мм; канавка на кольце имеет кривизну мм, расстояние от сварного шва до канавки 7 мм, глубина 8 мм, ширина 20 мм.
Ролик по фиг.2 рекомендуется выполнять при большой массе сварного шва (катет шва более 30-мм).
Преимущества устройства заключаются в том, что исключается возможность образования трещин в сварных швах при изготовлении роликов из среднеуглеродистых, вксокоуглеродистых и легированных сталей, кроме того, повышается срок службы
ролика из-за снижения жесткости колец ролика в зоне сварных швов, т.е. из-за повышения усталостной прочности ролика.
Первоначально конструкция ролика представляла собой аналогичную бочку 1 с
кольцами 4 без канавок 5 и 6. В процессе сварки колец к бочкам из 46 роликов на 44 образовались трещины в сварных швах, на 7 роликах дополнительно образовались радиальные трещины в кольцах, на одном ролике трещина перешла в основной металл бочки ролика.
При использовании роликов с плавными канавками на кольцах, в результате чего повышается усталостная прочность, срок их
службы увеличивается на 15%, т.е. на 15% сокращается количество вновь изготавливаемых роликов.
25
Формула изобретения
Ролик рольганга, содержащий бочку и закрепленные на ней посредством сварного шва кольца, отличающийся тем, что, с целью повышения срока службы ролика за
счет исключения образования трещин в сварных швах при изготовлении и эксплуатации, на кольцах бочки выполнены V-об- разные канавки, при этом глубина, ширина каждой канавки и расстояние от нее до сварного шва составляют 0,5-3,5 высоты сварного шва.
1 JL з5.П
Фиг./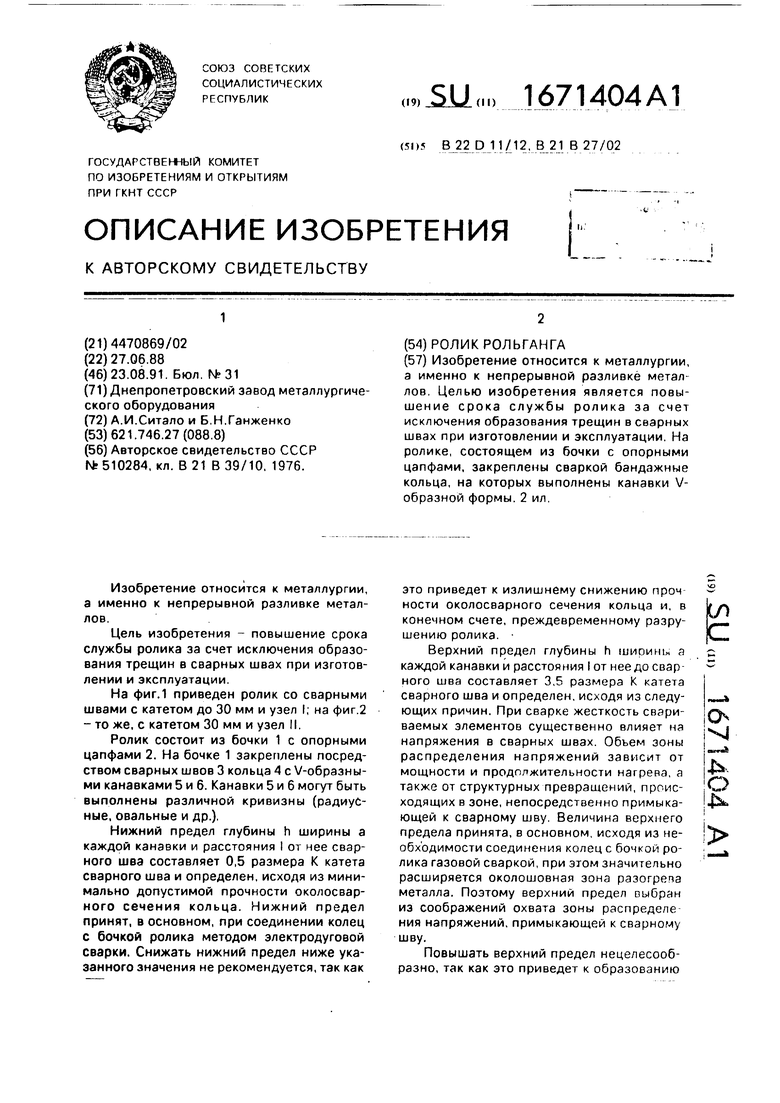

| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК АГРЕГАТА НЕПРЕРЫВНОГО ОТЖИГА | 2001 |
|
RU2207475C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ | 2013 |
|
RU2552614C1 |
| Способ дуговой сварки | 1988 |
|
SU1698020A1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2111084C1 |
| КОРПУС БОЕВОЙ ЧАСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2399863C1 |
| Способ дуговой сварки однослойных швов угловых соединений | 1983 |
|
SU1140912A1 |
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| Способ обработки сварных соединений | 1991 |
|
SU1787093A3 |
| Состав подкладки для формирования обратной стороны сварного шва | 1980 |
|
SU903044A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
Изобретение относится к металлургии, а именно к непрерывной разливке металлов. Целью изобретения является повышение срока службы ролика за счет исключения образования трещин в сварных швах при изготовлении и эксплуатации. На ролике, состоящем из бочки с опорными цапфами, закреплены сваркой бандажные кольца, на которых выполнены канавки V-образной формы. 2 ил.
Јte,
| Ребристый ролик рольганга | 1974 |
|
SU510284A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
