Изобретение относится к металлургии, конкретнее к машинам непрерывного литья заготовки.
Известен ролик зоны вторичного охлаждения машины непрерывного литья заготовок [1] , содержащий бочку с опорными цапфами и бандаж, состоящий из нескольких колец, которые выполнены толщиной 0,05-0,07 от диаметра бочки и шириной 2-7 толщин кольца, причем кольца насажены на бочку с относительным к ее диаметру натягом, равным 0,001-0,004.
Недостатком известного технического решения является низкая стойкость ролика из-за отсутствия втулок и недостаточной толщины бандажа.
Наиболее близким к заявляемому является ролик зоны вторичного охлаждения машины непрерывного литья заготовок [2], содержащий бочку, опорные цапфы, бандаж, состоящий из колец толщиной 0,05-0,07 от диаметра бочки, промежуточные втулки с толщиной стенки равной 0,01-0,055 от диаметра бочки и шириной 5,0-20,0 от толщины стенки втулки, причем расстояние между кольцами бандажа и втулками не превышает величину суммарного температурного расширения втулки и кольца. Недостатком известного технического решения является низкая стойкость ролика, вследствие малой толщины колец бандажа и отсутствия ограничения минимальной суммарной ширины всех колец бандажа по отношению к длине бочки ролика.
Технический результат - повышение стойкости ролика и улучшение качества заготовок.
Поставленный технический результат достигается тем, что ролик содержит бочку, опорные цапфы, бандаж, состоящий из нескольких колец, и втулки, установленные между кольцами бандажа, причем толщина бандажа равна 0,073-0,99 от диаметра бочки, а суммарная ширина всех колец бандажа составляет не менее 0,54 от длины бочки ролика. В качестве дополнительных мер для повышения стойкости роликов является уменьшение толщины втулок до значений 0,0055-0,0098 от диаметра бочки, а расстояние между кольцами бандажа и втулкой превышает величину суммарного температурного расширения втулки и кольца не более, чем на 15%.
На чертеже изображен ролик, общий вид. Ролик состоит из бочки 1 с опорными цапфами 2. На бочке 1 расположены кольца бандажа 3. Между кольцами установлены промежуточные втулки 4. Dб - диаметр бандажа, Dн - наружный диаметр ролика, B - ширина бандажа, h - высота бандажа, A - ширина втулки, h1 - толщина втулки, h2 - зазор между бочкой и втулкой, S - зазор между кольцом бандажа и втулкой, Lб - длина бандажа.
Пределы толщины кольца выбираются из следующих условий. Многочисленные исследования, а также известные источники информации (авт. св. N 1091991) показывают, что максимальная глубина циклических изменений температуры составляет 15-25 мм, что соответствует 0,05-0,07 от диаметра бочки ролика. При выполнении бандажа вышеуказанной толщины ((0,05-0,07)Dб) в случае образования на поверхности бандажа усталостной трещины, она, под действием циклических изменяющихся напряжений, будет распространяться на всю толщину бандажа, в результате бандаж лопается и ролик преждевременно выходит из строя. Кроме того, в случае аварийного уменьшения степени охлаждения ролика возможен быстрый прогрев бандажа на всю толщину (вследствие его малой толщины), может наблюдаться проскальзывание колец бандажа относительно бочки, особенно на приводных роликах. Таким образом, повышение толщины колец бандажа до 0,073-0,099 от бочки ролика позволяет одновременно тормозить развитие трещины, т. к. глубже 0,07 Dб температура не изменяется и, следовательно, отсутствуют циклически изменяющиеся напряжения и, с другой стороны, повышение толщины бандажа позволяет уменьшить вероятность его проскальзывания в случае аварийного нагрева, т. к. его температура ниже (из-за повышенной массы), а также из-за того, что можно использовать более высокие допуски насадки бандажа на ось при его изготовлении. В случае увеличения толщины кольца более 0,099 Dб значительно снижается диаметр бочки, что может привести к ее поломке при эксплуатации.
Исследованиями установлено, что минимально возможная суммарная ширина всех колец бандажа должна составлять не менее 0,54 от длины бочки ролика. При уменьшении этого значения резко увеличивается нагрузка на бандаж, что вызывает его повышенный износ и проскальзывание колец относительно бочки. При этом может наблюдаться наличие следов колец бандажа на поверхности заготовки, что снижает ее качество.
Уменьшение диаметра втулки позволяет улучшить теплоотвод от поверхности заготовки и повысить степень охлаждения колец бандажа. При выполнении толщины втулки менее 0,0055 Dб она становится слишком тонкой и может быстро выйти из строя вследствие коррозии, а в случае увеличения толщины втулки 0,0098 Dб уменьшается степень охлаждения ролика и заготовки.
Расстояние между кольцом бандажа и втулкой может превышать величину суммарного температурного расширения втулки и кольца не более, чем на 15%. Это ограничение связано с тем, что в процессе эксплуатации кольца бандажа и втулки нагреваются и расширяются и при этом не касается друг друга, т.е. не протекает пластическая деформация и центральные кольца в этом случае не пытаются сдвинуть крайние. А ограничение в 15% не позволяет значительно смещаться кольцами бандажа и втулками в процессе работы.
Ниже приведен конкретный пример выполнения ролика. Диаметр бочки ролика составляет 218 мм, толщина колец бандажа - 21 мм, что соответствует 0,096 Dб. Ширина колец бандажа - 80 мм. Кольца и бочка бандажа выполнены из одного материала - стали 25Х1МФ. Ширина втулок - 50 мм, толщина составляет 2 мм, что соответствует 0,0092 Dб, материалы - ст. 3. Общее количество колец - 15 шт, при длине бочки ролика равной 1900 мм, что соответствует суммарной ширине всех колец бандажа равной 0,63 от длины бочки ролика. Известно, что в связи с удаленность от зоны нагрева и постоянному охлаждению водой нижняя зона кольца бандажа и втулки нагреваются до температуры не выше 80oC. Коэффициент теплового линейного расширения для обоих марок стали одинаков и равен 12 • 10-6 1oC. Общая суммарная деформация кольца и втулки будет равна: (B+A) α T = (80+50) • 12 • 1--6 • 80 = 0,125 мм. Тогда зазор между кольцом бандажа и втулкой принимаем равным 0,13 мм, что превышает на 4% величину суммарного расширения втулки и кольца. Кольца бандажа насажены на бочку с натягом (допуск - 0,65 мм), зазор между бочкой ролика и втулкой составляет 1 мм.
Применение роликов предлагаемой конструкции позволяет повысить их стойкость и надежность, а также улучшить качество изготавливаемых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1993 |
|
RU2060861C1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННЫХ РОЛИКОВ | 1998 |
|
RU2123412C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1994 |
|
RU2083342C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1996 |
|
RU2104141C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1996 |
|
RU2096155C1 |
| СПОСОБ РЕМОНТА РОЛИКОВ | 1996 |
|
RU2096156C1 |
Изобретение относится к металлургии, конкретнее к машинам непрерывного литья заготовок. Для повышения стойкости ролика и качества заготовок ролик содержит бочку, опорные цапфы и втулки, установленные между кольцами бандажа. Толщина колец бандажа равна 0,073- 0,099 от диаметра бочки, суммарная ширина всех колец бандажа составляет не менее 0,54 от длины бочки ролика, толщина втулок составляет 0,0055 - 0,0098 от диаметра бочки, а расстояние между кольцами бандажа и соседней втулкой превышает величину суммарного температурного расширения втулки и кольца не более, чем на 15%. 2 з.п. ф-лы, 1 ил.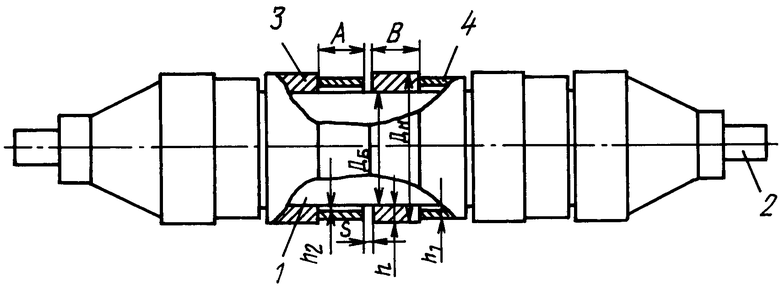
| SU, авторское свидетельство, 1091991, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| SU, авторское свидетельство, 1196117, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

