При изготовлении тонкостенных труб средних и больших диаметров, в частности газои нефтепроводных, известными способами их раскатку в валковых станах производят в горячем состоянии.
Для увеличения диаметра, уменьшения толш,ины стенки, а также повышения точности геометрических размеров и улучшения качества внутренней поверхности и механических свойств предлагается бесшовные и сварные трубы подвергать обработке в холодном или подогретом (500-700°С) состоянии на соответствующем прокатном оборудовании.
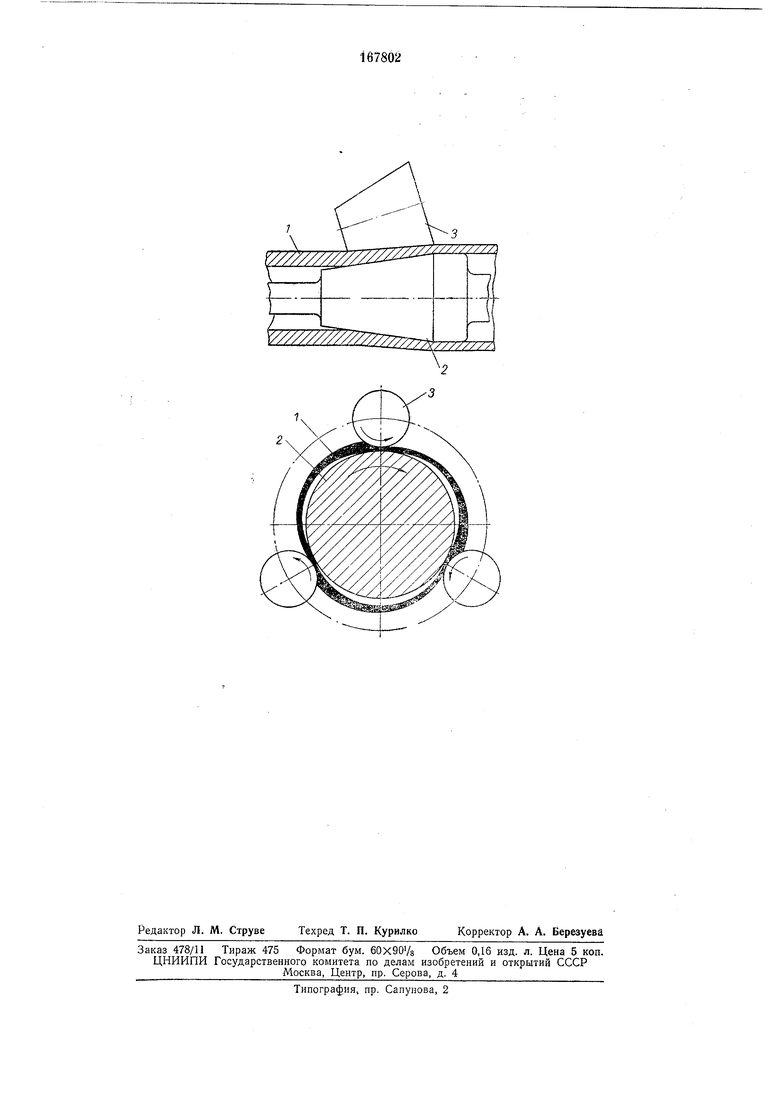
На чертеже изображена трубная заготовка в разрезах.
Трубная заготовка / надевается на оправку 2 и проталкивается через ее головную часть и через несколько валков 5. Последние могут быть расположены параллельно оси оправки или под некоторым углом к ней. Оправке с трубой и валками или только оправке с трубой сообш,ается вращательное движение вокруг оси.
При применении описываемого способа можно получать трубы больших диаметров с тонкой стенкой путем расширения толстостенных труб меньших диаметров (бесшовных и сварных). Например, из бесшовной трубы диаметром 630 мм со стенкой толщиной 10,5 мм можно получить трубу диаметром 5 820 мм со стенкой толщиной 8 мм; из сварной трубы диаметром 820 мм со стенкой толщиной 12,5 мм - трубу диаметром 1020 мм со стенкой толщиной 10 мм. Такие трубы не требуют дальнейшей обработки (кроме подрезки 0 торцов) 11 имеют гладкую поверхность высокой степени чистоты.
Предмет изобретения
Способ изготовления тонкостенных труб 5 средних и больщнх диаметров, в частности га30- и нефтепроводных, путем обработки надетой иа оправку стальной трубной заготовки, проталкиваемой через головную часть оправки и через несколько валков прокатного стана, 0 отличающийся тем, что, с целью увеличения диаметра и уменьшения толщины стенки, повышения точности геометрических размеров, улучшения качества внутренней поверхности и механических свойств, бесшовные и сварные 5 трубы подвергают обработке в холодном или подогретом (500-700°С) состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2523394C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЦЕНТРОБЕЖНО-ЛИТЫХ ПОЛЫХ ЗАГОТОВОК И СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16T2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ (ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК) С ОБЕСПЕЧЕНИЕМ УДАРНОЙ ВЯЗКОСТИ KCU БОЛЕЕ 100 ДЖ/СМ | 2004 |
|
RU2257271C1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25 мм НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2547973C2 |
| Способ обработки труб-заготовок из стали для получения холоднокатаных труб | 2022 |
|
RU2800273C1 |