Импульсный стабилизатор 10 имеет регуляторы 15 и 16 подачи импульсов по фазе полуволны каждой полярности. Электрод 17 и изделие 18 включаются в сварочную цепь.
На фиг. 2 показаны внешние статические вольтамперные характеристики сварочной установки. Буквами А, Б, В и Г обозначены статические характеристики, соответствующие различным положениям переключателя Sn-Si/j и минимальному времени задержки подачи импульса по отношению к нулевому значению сварочного напряжения. Буквами а, б, в, г обозначены статические характеристики, соответствующие тем же положениям переключателя Sn-Si4, но максимальному времени задержки подачи импульса по отношению к нулевому значению сварочного напряжения.
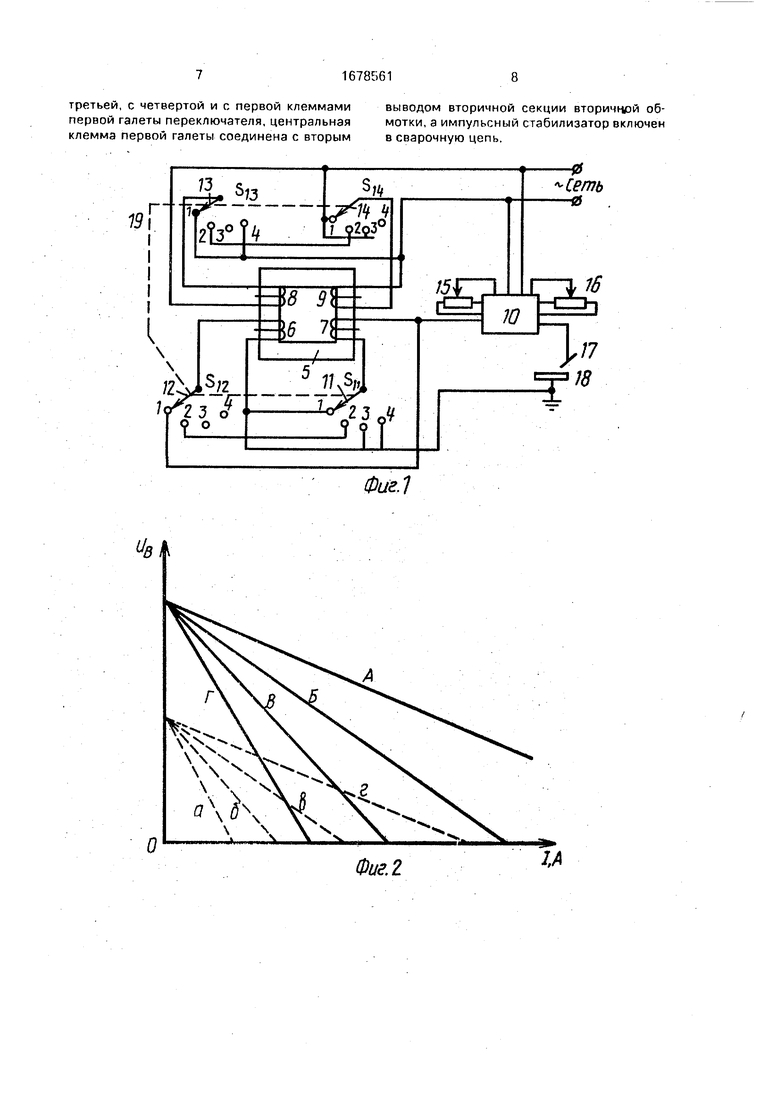
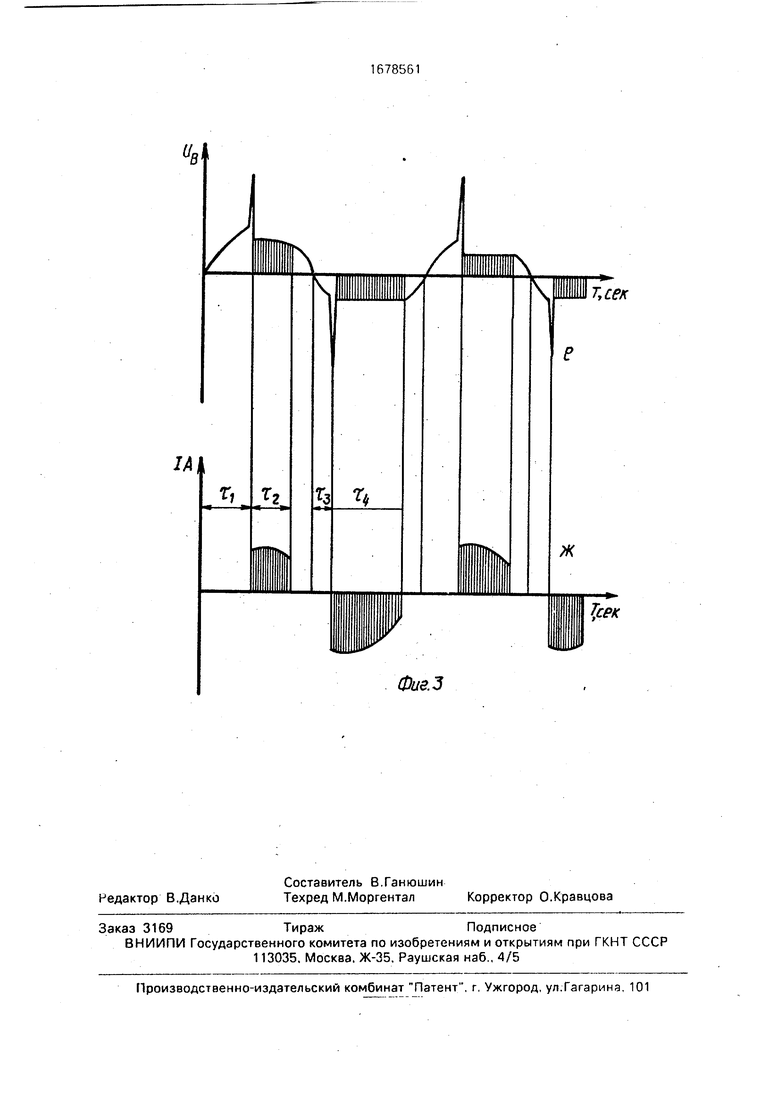
На фиг. 3 представлены диаграммы работы сварочной установки, (на фиг. Зе показан график изменения сварочного напряжения, на фиг. Зж - график изменения сварочного тока).
Сварочная установка работает следующим образом.
Напряжение сети подается на первичные полуобмотки 8 и 9 трансформатора 5 через переключающие галеты 13 и 14 переключателя 19. Трансформатор 5 развязывает гальванически сеть со сварочной цепью и понижает напряжение до величины, необходимой для сварки. Сварочное напряжение снимается с вторичных полуобмоток 6 и
7трансформатора 5 и подается в сварочную цепь через галеты 11 и 12 переключателя 19. Схема соединения переключателя выполнена таким образом, что в положении 1 первичные полуобмотки 8 и 9 и одновременно вторичные полуобмотки 6 и 7 включены параллельно. В этом случае ток во вторичной цепи максимален и внешние статические характеристики сварочной установки соответствуют диапазону,ограниченному лини- ями А-а (фиг. 2). При положении 2 переключателя 19 первичные полуобмотки
8и 9 и вторичные полуобмотки 6 и 7 трансформатора 5 оказываются включенными последовательно, что позволяет сохранить напряжение холостого хода практически на прежнем (соответствующем положению 1 переключателя 19) уровне, но не уменьшить ток дуги, что обеспечивает формирование характеристик диапазона, ограниченного линиями В-в (фиг. 2). При положении 3 переключателя 19 к сети оказывается подключенной только полуобмотка 9 трансформатора 5. К сварочной цепи подключается одна полуобмотка 7. Полуобмотки 9 и 7 расположены на одном стержне трансформатора 5, поэтому потери на рас-
сеивание минимальны и при этом положении переключателя 19 формируются харак- теристики, ограниченные линиями Б-б (фиг. 2).
При положении 4 переключателя 19 к сети подключена полуобмотка 8 трансформатора 5. К сварочной цепи подключена полуобмотка 7 трансформатора 5. Полуобмотки 7 и 8 расположены на различных стержнях трансформатора 5, при этом потери на рассеивание становятся максимальными, что обеспечивает формирование внешних статических характеристик диапазона, ограниченного линиями Г-г на фиг. 2. Таким
образом, формируется диапазон малых токов, в котором благодаря повышенному рассеиванию имеется сдвиг по фазе между током и напряжением в сварочной цепи, что обеспечивает повышенную устойчивость
дуги на малых токах. Таким образом, заявляемая сварочная установка имеет четыре диапазона регулировки сварочного тока.
В сварочную цепь включен импульсный стабилизатор 10 (СИ). Момент подачи импульса одной полярности регулируется регулятором 15, определяющим время задержки подачи импульса по отношению к началу полуволны данной полярности. Регулятор 16 таким же образом позволяет регулировать момент подачи импульса при полуволне противоположной полярности.
При сварке на переменном токе высоколегированных сталей, алюминия, магния, никелевых сплавов, меди стабильность дуги
оказывается низкой и недостаточной для повторного возбуждения дуги. Поэтому для повторного возбуждения дуги применен специальный импульсный стабилизатор, включаемый в сварочную цепь и подающий
на дуговой промежуток короткий импульс высокого напряжения, обеспечивающий поджиг дуги. В стабилизаторе 10 момент подачи импульса при каждой полярности сварочного тока может регулироваться регуляторами 15 и 16, Сварочная дуга горит между электродом 17 и изделием 18,
Диаграмма работы сварочной установ- ки представлена на фиг, 3. На фиг. Зе показан график изменения напряжения на
дуговом промежутке. Это напряжение нарастает в течение времени п по синусоидальному закону. Так как дуга в это время ток не проводит, то ток в сварочной цепи отсутствует (фиг. Зж), После подачи импульса стабилизатором 10 происходит поджиг дуги, напряжение снижается до величины напряжения на дуге, а а сварочной цепи появляется ток. Прохождение сварочного тока происходит в период времени Г2. обусловленный достаточным напряжением на дуговом промежутке. Когда напряжение на дуге снижается до величины меньшей, чем нужно для горения дуги, дуга обрывается. Промежуток времени горения дуги выделен на фиг. Зе, ж заштрихованными участками. При полуволне обратной полярности картина аналогичная, время от начала полуволны до момента поджига дуги Тз. время горения дуги ТА. Так как момент подачи поджигающих импульсов может регулироваться регуляторами 15 и 16, то изменяются длительности периодов времени Г| и Гз. Таким образом, можно увеличить или уменьшить время Г2 и ТА горения дуги прямой и обратной полярности. Это позволяет регулировать ток внутри каждого из диапазонов и именно этим обусловлено плавное регулирование тока без применения регулировки сварочного трансформатора 5.
При увеличении времени ri и Тз от минимального до максимального значения ха- рактеристики сварочной установки перемещаются от своего положения, обозначенного на фиг. 2 заглавной буквой, до соответствующего положения, обозначенного той же, но строчной буквой. Например, при положении 1 переключателя 19 характеристика сварочной установки перемещается от положения А к положению а. Таким образом, сварочная установка для регулировки сварочного тока использует в качестве ключевого элемента саму сварочную дугу, управляя ею с помощью импульсов, вырабатываемых импульсным стабилизатором 10.
По сравнению с базовым объектом данная установка позволяет с помощью регуляторов 15 и 16 независимо регулировать время задержки подачи импульсов ri и тз. Значит, имеется возможность независимо для каждой полярности регулировать время горения дуги Га и .е. регулировать ток прямой и обратной полярности независимо друг от друга. Таким образом, осуществляется регулировка постоянной составляющей в зависимости от условий сварки. Так, при сварке тонколистового алюминия, когда велика опасность прожогов и необходимо снизить тепловложение в свариваемое изделие, устанавливают преобладание тока обратной полярности над током прямой полярности, а переключатель 19 устанавливают в положение 4. При аргонодуговой сварке толстолистового алюминия переключатель 19 устанавливают з положение 1, позволяющее получить максимальный ток, а регулировку стабилизатора производят таким образом,чтобы преобладал ток прямой полярности, что позволяет удалить оксидную пленку с поверхности металла и а то же время увеличить нагрев основного металла и снизить нагрев неплааящегося элек- трода.
Следует отметить, что трансформатор заявляемой установки не имеет магнитных управляемых пунктов, поэтому он мал по габаритам и мал по весу, что особенно важ0 но для установок, применяемых в условиях монтажа. Кроме того, такой трансформатор дешев в изготовлении. Примененная схема соединения переключателя позволяет получить диапазон малых токов без примене5 ния дополнительного дросселя, что также способствует снижению веса, габаритов и стоимости сварочной установки. Формула изобретения Сварочная установка для электродуго0 вой сварки на переменном токе, содержащая трансформатор, переключатель и импульсный стабилизатор, отличающая- с я тем, что, с целью снижения массы и габаритов установки, расширения техноло5 гических возможностей и удешевления ее изготовления, переключатель выполнен че- тырехгалетным с четырьмя клеммами на каждой галете, а первичная и вторичная обмотки трансформатора выполнены двухсек0 ционными, трансформатор выполнен с нормальным рассеиванием и естественной поглощающей характеристикой, импульсный стабилизатор снабжен регуляторами подачи импульсов по фазе для каждого пол5 упериода сварочного тока, а переключатель соединен с секциями обмоток трансформатора, при этом первый вывод первой секции первичной обмотки соединен с центральной клеммой третьей галеты переключателя,
0 второй вывод этой секции соединен с первым сетевым проводом, второй сетевой п ровод соединен с первой и четвертой клеммами третьей галеты переключателя, вторая клемма которой соединена с второй клеммой
5 четвертой галеты переключателя, первая и третья клемма четвертой галеты соединены с первым сетевым проводом, центральная клемма четвертой галеты соединена с вторым выводом второй секции первичной обмотки,
0 первый вывод этой секции соединен с вторым сетевым проводом, первый вывод первой секции вторичной обмотки соединен с центральной клеммой второй галеты переключателя, первая клемма этой галеты
5 подключена к импульсному стабилизатору и к первому выводу второй секции вторичной обмотки, вторая клемма второй галеты соединена с второй клеммой пррпой галеты, второй вывод первой секции вторичной обмотки соединен с дуговым промржутком, с
третьей, с четвертой и с первой клеммами первой галеты переключателя, центральная клемма первой галеты соединена с вторым
выводом вторичной секции вторичной обмотки, а импульсный стабилизатор включен в сварочную цепь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
| Устройство для электродуговой сварки | 1990 |
|
SU1710245A1 |
| Источник питания дуги переменного тока | 1974 |
|
SU538839A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2140344C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 2010 |
|
RU2416502C1 |
| Трансформатор с поворотным магнитопроводом | 1988 |
|
SU1734973A1 |
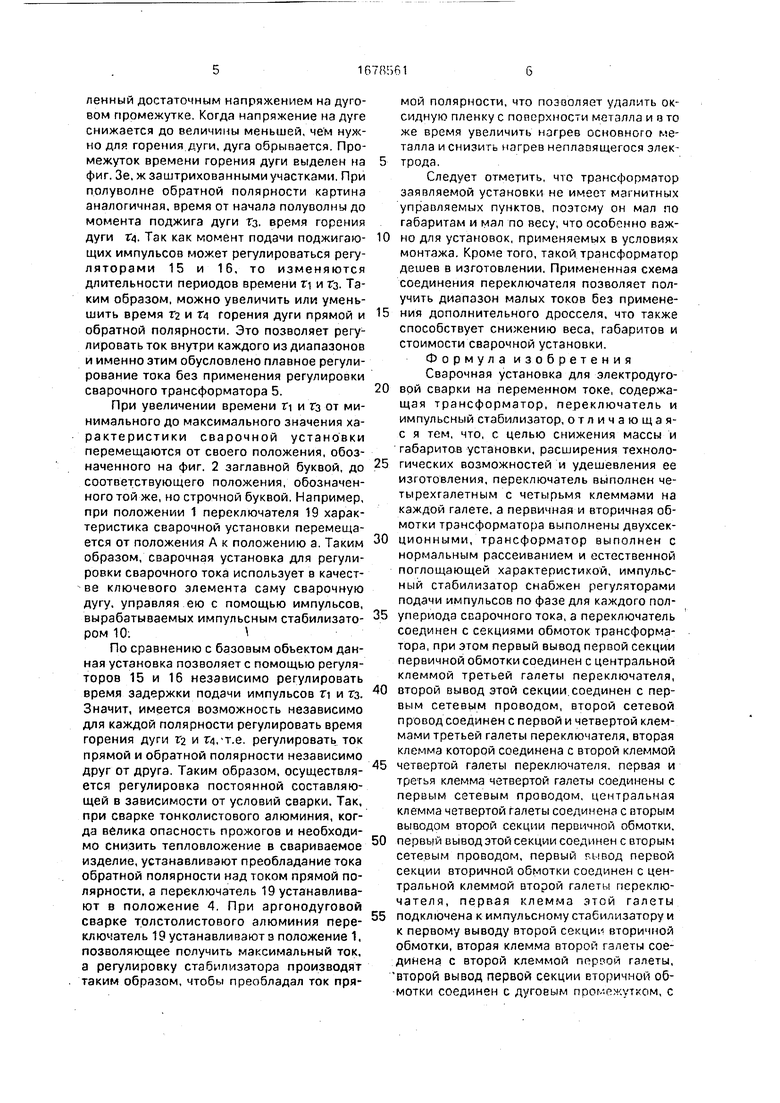
Изобретение может быть использовано в условиях монтажа при низкой стабильности горения сварочной дуги, например при сварке алюминия. Цель изобретения - снижение массы и габаритов установки, расширение технологических возможностей и удешевление ее изготовления, Установка содержит трансформатор с первичными и вторичными полуобмотками, соединенными посредством переключателя, имеющего четыре положения четырех переключающих галет. Возможны следующие варианты включения полуобмоток: последовательное Изобретение относится к области сварки, а именно к сварочным установкам, преимущественно для сварки легких сплавов, и может найти применение для сварки в монтажных условиях, при ремонте оборудования и различных сооружений. Цель изобретения - снижение веса и габаритов установки, расширение ее технологических возможностей, удешевление ее изготовления. На фиг. 1 изображена схема сварочной установки; на фиг. 2 - ее внешние статичевключение как первичных, так и вторичных полуобмоток; параллельное включение первичных полуобмоток и параллельное включение вторичных полуобмоток; включение одной вторичной и одной расположенной на том же стержне сердечника трансформатора первичной обмотки; включение одной вторичной полуобмотки на одном стержне сердечника трансформатора и одной первичной полуобмотки на другом стержне сердечника трансформатора. Это обеспечивает четыре диапазона регулирования сварочного тока. В сварочную цепь включен стабилизатор, имеющий регуляторы, позволяющие регулировать фазу подачи импульса отдельно для дуги прямой и отдельно для дуги обратной полярности. Регулируя момент подачи поджигающих импульсов, осуществляют плавную регулировку сварочного тока отдельно для тока прямой полярности и отдельно для тока обратной полярности, что позволяет регулировать постоянную составляющую сварочного тока. Это расширяет технологические возможности сварочного оборудования. 3 ил. ские характеристики; на фиг. 3 - принцип плавного регулирования сварочного токэ. Сварочная установка содержит четы- рехгалетный переключатель с клеммами 1- 4, силовой трансформатор 5, имеющий вторичные полуобмотки 6 и 7, расположенные на разных стержнях сердечника трансформатора, и первичные полуобмотки 8 и 9, расположенные также на разных стержнях сердечника трансформатора 5, а также импульсный стабилизатор 10. Галеты 11 (Sn), 12 (812), 13 (813) и 14 (Sn) механически связаны между собой и имеют положения 1-4. СП С о ч 00 ел о
Фиг Л
Фиг. 2
Ъ
Ъ
/
ъ
ж
ТСРК
Фие.З
| Сварка в машиностроении | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Под ред | |||
| Ю.Н.Зорина, М.; Машиностроение | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
