Изобретение относится к области сварки и может использоваться как источник питания для различных видов ручной автоматической и полуавтоматической сварки.
Известно устройство для электродуговой сварки, содержащее сварочный трансформатор и вспомогательный трансформатор, в первичнукз обмотку которого включен коммутатор, управляющая цепь которого соединена с датчиком параметров дуги, включенным в сварочную цепь, а вторичная обмотка вспомогательного трансФорматора соединена последовательно с первичной обмоткой сварочного трансформатора и шунтирована дополнительно введенным в устройство коммутатором из встречно-параллельно включенных вентилей.
Устройство имеет ряд недостатков: высокие энергетические и массогабаритные показатели, сравнительно большая величина напряжения холостого хода.
Цель изобретения - повышение качества сварочного соединения, улучшение энергетических и массогабаритных показателей, а также повышение безопас ности эксплуатации устройства.
Это достигается тем, что в ycтpoйctвo введен второй симистор, а первичная обмотка вспомогательного трансформатора выполнена на двух полуобмотках, при этом
точка соединения полуобмоток соединена с выходом вторичной обмотки вспомогательного трансформатора, другие выводы полуобмоток первичной обмотки вспо иогательного трансформатора соединены через первый и второй симисторы, точка соединения которых соединена с выводом первичной обмотки сварочного трансформатора и третьим выходом блока управления, четвертый и пятый выходы которого соединены соответственно с первым и вторым симисторами, а вход блока управления соединен с выходом датчика параметров дуги.
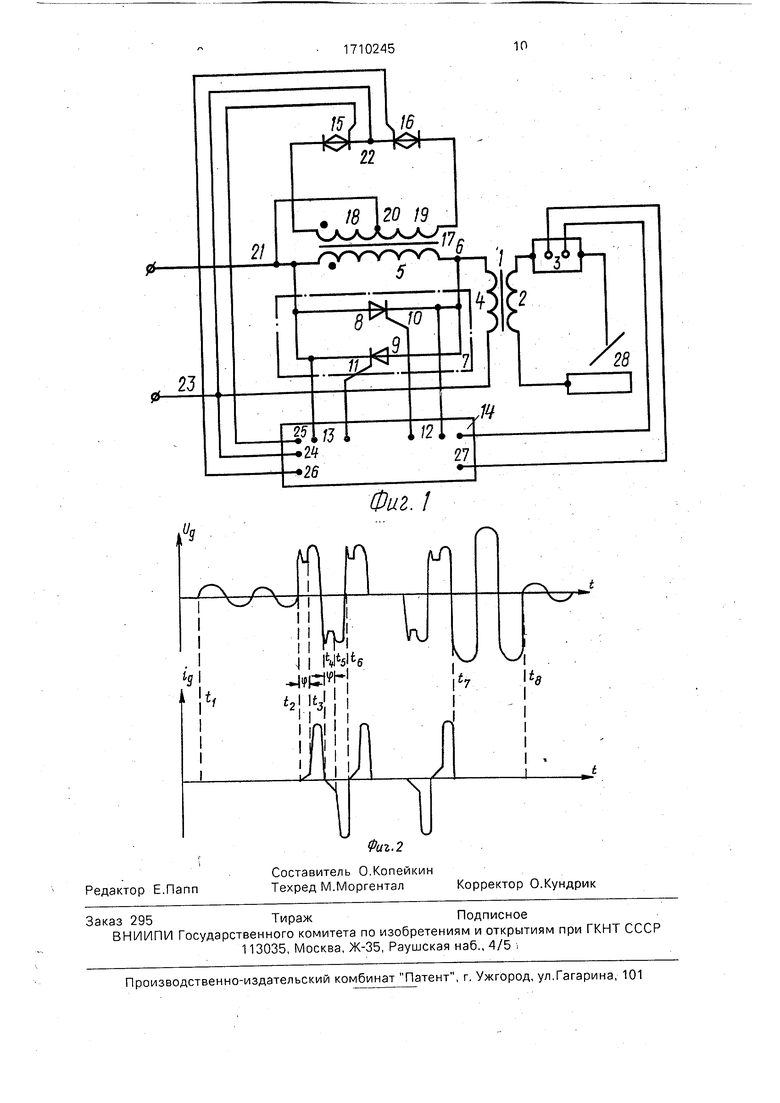
На фиг.1 дана принципиальная схема предлагаемого устройства для электродуговой сварки: на фиг.2 - эпюры тока дуги и напряжения на дуговом промежутке в режиме нагрузки и холостого хода устройства.
Устройство (фиг.1) содержит сварочный трансформатор 1, во вторичную обмотку 2 которого включен датчик 3 параметров дуги, последовательно с первичной обмоткой 4 сварочного трансформатора 1 включена вторичная обмотка 5 вспомогательного, имеющего большое внутреннее (индуктивное) сопротивление, трансформатора 6, параллельно вторичной обмотке 5 включен коммутатор 7 с встречно включенными параллельно, например, тиристорами 8 и 9, управляющие входы 10 и 11 которого подключены к первому 12 и второму 13 выходам блока 14 управления, первый 15 и второй симисторы 16, закорачивающие первичную обмотку 17 вспомогательного трансформатора 6 и состоящую из двух полуобмоток 18 и 19, при этом точка 20 соединения полуобмоток 18 и 19 соединена с выходом 21 вторичной обмотки 5 вспомогательного трансформатора б, другие выводы полуобмоток 18 и 19 соединены через симисторы 15 и 16с выводом 23 первичной обмотки 4 сварочного трансформатора 1 и третьим выходом 24 блока 14 управления, четвертый выход 25 и пятый выход 26 которого соединены соответственно с управляющими электродами симисторов 15 и 16, а вход 27 блока
14управления соединен с выходом датчика 3 параметров дуги. Вторичная обмотка 2 трансформатора 1 работает на дугу (нагрузку) 28.
Устройство работает следующим образом.
При Подключении устройства к сети (момент времени ti, фиг.2) напряжение прикладывается к трансформатору 1 и симисторам
15и 16 (фиг.1). На дуговом промежутке 28 возникает дежурное напряжение величиной 10..,15В, а ток отсутствует. При закорачивании в момент времени t2 электрода на изделие (включении нагрузки 28) датчик 3
параметров дуги 28 вырабатывает сигнал и блок 14 управления включает тот симистор, который повысит на дуговом промежутке напряжение. Пусть в точку 20 поступит положительная полуволна питающего напряжения. С выхода 26 блока 14 управления должен поступить сигнал управления симистору 16 и по полуобмотке 19 потечет ток (момент времени t2, фиг.2), наводящий во
вторичной обмотке 5 вспомогательного трансформатора 17 ЭДС, согласно направленную с ЭДС, наводимой в первичной обмотке 4 основного трансформатора 1. В момент прохождения тока 28 нагрузки через нуль коммутатор 7 закрыт. При этом на вторичной обмотке 2 основного трансформатора 1 возникает .бросок напряжения, пропорциональный сумме ЗДС, возникающих на первичной обмотке 4 основного
трансфррматора 1 и вторичной обмотке 5 вспомогательного трансформатора 17, имеющего большое внутреннее сопротивление (крутопадающую внешнюю характеристику). Это способствует надежному начальному и повторному зажиганию дуги. Ту часть полупериода, пока коммутатор закрыт, через нагрузку 28 течет небольшой ток, однако достаточный для поддержания дугового разряда. В момент,времени t3 с выхода 12
блока 14 управления на вход 10 тиристора 8 поступит управляющий импульс и этот-тиристор откроется с некоторым углом у(фиг.2) запаздывания и сварочный ток увеличивается, так как на этом интервале полупериода
питание дуги осуществляется только от трансформатора 1, имеющего малое внутреннее сопротивление (жесткую внешнюю характеристику), а трансформатор 6 с его большим внутренним сопротивлением стал
закороченным тиристором 8 коммутатора 7. После перехода сварочного тока через нуль тиристор 8 закрывается. В следующий полупериод t4 с углом запаздывания (р откроется другой тиристор 9 коммутатора 7 (фиг.2,
момент времени ts) и ток нагрузки 28 в период времени t5...t6Cнoвayвeличитcя. Симистор 16 остается открытым на время сварки. Когда сварка прекращается (момент времени t7, фиг.2), датчик 3 прекращает подачу
информации о токе нагрузки 28 и блок 14 управления с технологической выдержкой времени t7...t8 (в течение которого на дуговом промежутке сохраняется высркое напряжение холостого хода, пропорциональное суммарной ЭДС, наводимой в обмотке 4 основного трансформатора 1 и в обмотке 5 вспомогательного трансформатора 7) закрывает симистор 16 (прекращает подачу импульсов с выхода 26) и открывает
симистор 15 (начинает подачу импульсов с выхода 25 блока 14 управления). При Отключении полуобмотки 19 и включении посредством симистора 15 полуобмотки 18 во вторичной обмотке 5 вспомогательного трансформатора 6 наводится ЭДС, наводимая в первичной обмотке 4 сварочного трансформатора 1. Таким образом на втрричной обмотке 2 сварочного трансформатора 1 возникает пониженное напряжение, которое пропорционально разности ЭДС, возникающих на первичной обмотке 4 основного трансформатора 1 и вторичной обмотке вспомогательного трансформатора 6, т.е. на холостом ходу устройства устанавли Вается дежурное безопасное напряжехие величиной 10...25 В. Таким образом, в отсутствие информации о токе дуги с датчика 3 включен все время симистор 15 и устройство имеет пониженное напряжение холостого хода. Это наблюдается и при подключении устройства в сеть в период времени ti...t2, пока не закорачивается электрод на изделие или не подключается нагрузка 28 (фиг.2).
Большинство источников переменного тока работают с продолжительностью включения , а с продолжительностью нагрузки ПН 100%. Известно, что потери в стали трансформатора пропорциональны В ПВ (здесь В - индукция стали магнитопровода, ПВ - продолжительность включения трансформатора в сеть). Снижение напряжения холостого хода трансформатора до 10...25 В практически равносильно выключению его из сети (в пересчете на потери, т.е. ПВ ПН 100%. Поэтому при условии сохранения потерь в стали маг 1Итопровода индукция стали В««1/ПН, т.е. сварочный трансформатор, работающий в .прерывистом режиме (чередование сниженного холостого хода с нагрузкой), может
выполняться с индукцией, превышающей максимально допустимую для данной электротехнической стали, что дополнительно снижает его энергетические и массогабаритные показатели и повышает технику безопасности при эксплуатации устройства.
Формула изобретения
Устройство для электродуговой сварки, содержащее сварочный трансформатор, во вторичную обмоткукоторого включен датчик параметров дуги, последовательно с первичной обмоткой сварочного трансформатора включена вторичная обмотка вспомогательного трансформатора, параллельно которой включен коммутатор, упраляющие входы которого подключены к первому и второму выходам блока управления, первый симистор,-о тличающееся тем, что, с целью повышения качества сварного соединения, улучшения энергетических и массогабаритных показателей, а также повышения безопасности эксплуатации устройства, в него введен второй симистор, а первичная обмотка вспомогательного трансформатора выполнена в виде двух полуобмоток, при этом точка соединения полуобмоток соединена с выводом вторичной обмотки вспомогательного трансформатора, другие выводы полуобмоток первичной обмотки вспомогательного трансформатора соединены через первый и второй симисторы, точка соединения которых соединена с выводом первичной обмотки сварочного трансформатора и третьим выходом блока управления, четвертый и пятый выходы которого соединены соответственно с первым и вторым симисторами, а вход блока управления соединен с выходом датчика параметров дуги.
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1974 |
|
SU554967A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| Сварочный источник питания | 1988 |
|
SU1602643A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1829989A3 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| Устройство для электродуговой сварки | 1989 |
|
SU1660886A1 |
| Устройство для дуговой электросварки | 1976 |
|
SU996123A1 |
| Ограничитель напряжения холостого хода сварочных трансформаторов | 1988 |
|
SU1539016A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1982 |
|
SU1074674A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 2004 |
|
RU2283210C2 |
Устройство относится к области сварки и может использоваться как источник питания для различных видов ручной автоматической и полуавтоматической дуговой сварки. Цель- повышение качества сварного соединения, улучшение энергетических и массогабаритных показателей, а также повышение безопасности эксплуатации устройства. Для этого в устройство для электродуговой сварки, содержа1цее сварочный и вспомогательный трансформаторы, датчик параметров дуги, коммутатор с блоком управления и первый симистор, введен второй симистор, а первичная обмотка вспомогательного трансформатора выполнена в виде двух полуобмоток. В устройстве возможно снижение напряжения холостого хода сварочного трансформатора до 10...25 В практически равносильно выключению его из сети (в пересчёте на потери). Поэтому при условии сохранения noTejDb в магнитопрово- де индукция стали магнитопровода пропорциональна продолжительности включения, т.е. сварочный трансформатор, работающий в прерывистом режиме, может выполняться с индукцией, превышающей .максимально допустимую для данной электротехнической стали.2 ил.(Лс
| Авторское свидетельство СССР • | |||
| Устройство для дуговой сварки | 1974 |
|
SU554967A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
