Фиг
Изобретение относится к устройствам управления гальваническими процессами и может быть использовано для автоматического поддержания активности раствора при изготовлении печатных плат.
Цель изобретения - повышение качества покрытий и производительности процесса за счет циклического дозирования технологических компонентов и автоматического регулирования многоступенчатых процессов.
На фиг.1 показана блок-схема данного устройства; на фиг.2 - блок-схема счетчика количества электричества; на фиг.З - схема сравнения; на фиг.4 - схема задатчика; на фиг.5 - схема блока запуска; на фиг.б - схема счетчика цикла.
Устройство состоит из источника 1 питания, представляющего собой стабилизированный источник постоянного тока, счетчика 2 количества электричества, прошедшего через гальваническую ванну 3, схему 4 сравнения, предназначенную для сравнения значений счетчика 2 количества электричества и задатчика 5 количества электричества, выполненного на основе ПЗУ. При этом выход источника 1 питания соединен с анодом & ванны через шунт 7, который в свою очередь соединен со Счетчиком 2 количества электричества, выход счетчика - с первым входом схемы 4 сравнения, второй вход которой соединен с первым выходом задатчика 5, при этом выход схемы 4 сравнения соединен с первым входом блока 8 запуска, второй вход которого соединен с вторым выходом задатчика 5, первый выход - с входом задатчика 5, второй - с входом исполнительного механизма 9.
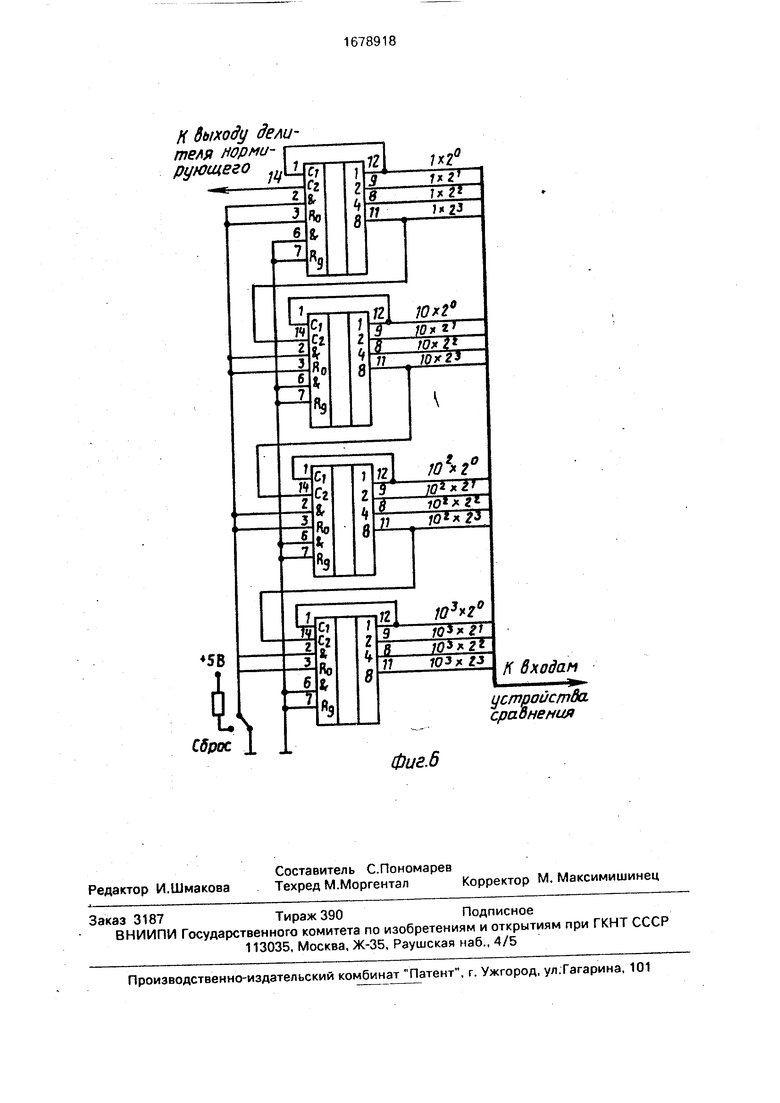
Счетчик 2 количества электричества состоит мз преобразователя напряжение - частота (ПНЧ) 10, предназначенного для преобразования напряжения, снимаемого с шунта 7, в цифровой код с переменной частотой, нормирующего делителя 11, предназначенного для нормирования поступающего с ПНЧ 10 цифрового кода в ампер-часах и представляющего собой счетчик-делитель, выполненный на трех микросхемах. Кроме того, счетчик 2 количества электричества содержит счетчик 12 цикла, предназначенный для счета количества электричества, поступающего с делителя 11.
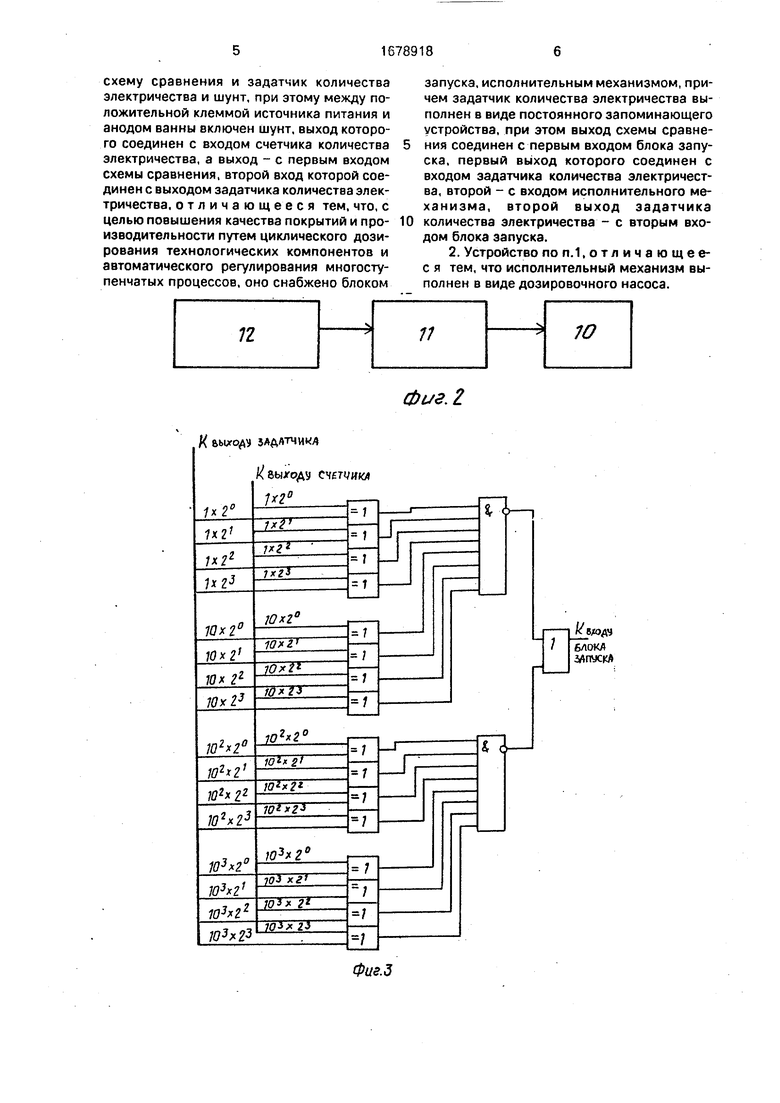
Схема 4 сравнения предназначена для сравнения кодов, поступающих со счетчка 2 и задатчика 5.
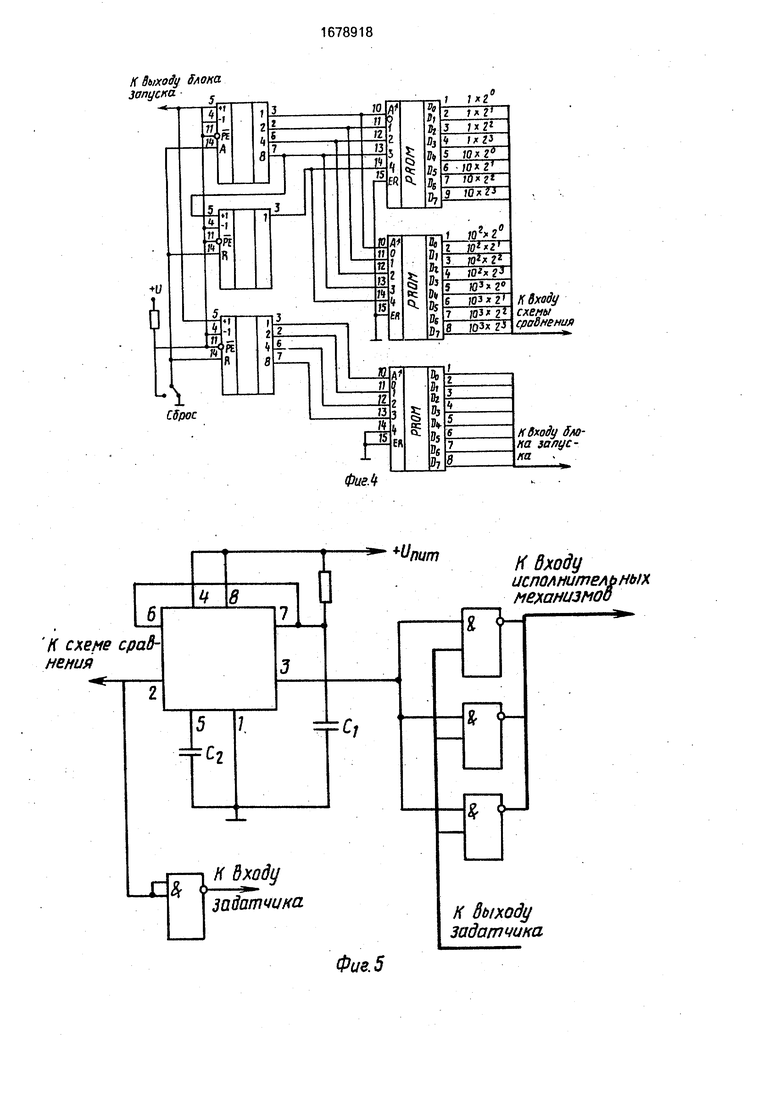
Задатчик 5 предназначен для формирования кодов, необходимых для проведения технологического цикла, т.е. числа ампер- часов, по истечению которых должны срабатывать исполнительные механизмы, а также , для выбора очередности включения исполнительных механизмов.
Блок 8 запуска предназначен для фор5 мирования импульса запуска для приведения в действие исполнительного механизма и выполнен на основе микросхемы, включенной по схеме одновйбатора.
Устройство управления гальванически10 ми процессами при изготовлении печатных плат работает следующим образом.
В исходном состоянии концентрация добавок соответствует норме. Напряжение источника 1 питания приложено к аноду 6
15 гальванической ванны 3 через шунт 7, сигнал с которого поступает на вход преобразователя 10, где преобразуется в цифровой код с переменной частотой. Далее цифровой код поступает на нормирующий дели20 тель 11с коэффициентом деления 3600 и затем на счетчик 12 цикла, который отражает в цифровой форме количество электричества, прошедшего через ванну. Коды с выходов счетчика 12 поступают на вход схе25 мы 4 сравнения, где сравниваются с кодами задатчика 5. Заранее известно, через какое число ампер-часов происходит обеднение раствора и возникает необходимость внесения новых порций добавок. При достижении
30 равенства значений с выходов счетчика 12 цикла и задатчика 5 формируется сигнал, поступающий на блок 8 запуска, на который также подается сигнал с задатчика 5, дающий разрешение на запуск исполнительно35 го -механизма 9, необходимого для проведения данного технологического цикла. Блок 8 запуска формирует сигнал срабатывания исполнительного механизма 9, последний срабатывает и в ванну 3 поступа40 ет добавка, необходимая для восстановления оптимального состава. Кроме того, блок 8 запуска формирует сигнал, поступающий на задатчик 5. По поступлении этого сигнала происходит наращивание кодов адресов
45 ПЗУ, что позволяет перейти к следующему технологическому циклу с новыми заданными значениями количества электричества. Это необходимо в связи с тем, что расход добавок различен и вносить добавки целе50 сообразно по мере их использования.
Применение предлагаемого устройства позволяет повысить качество изделий за счет своевременного внесения добавок, а также расширить технические возможности
55 и управлять многоступенчатыми процессами.
Формула изобретения 1. Устройство управления гальваническими процесами, содержащее источник питания, счетчик количества электричества,
схему сравнения и задзтчик количества электричества и шунт, при этому между положительной клеммой источника питания и анодом ванны включен шунт, выход которого соединен с входом счетчика количества электричества, а выход - с первым входом схемы сравнения, второй вход которой соединен с выходом задатчика количества электричества, отличающееся тем. что, с целью повышения качества покрытий и производительности путем циклического дозирования технологических компонентов и автоматического регулирования многоступенчатых процессов, оно снабжено блоком
0
запуска, исполнительным механизмом, причем задатчик количества электричества выполнен в виде постоянного запоминающего устройства, при этом выход схемы сравнения соединен с первым входом блока запуска, первый выход которого соединен с входом задатчика количества электричества, второй - с входом исполнительного механизма, второй выход эадатчика количества электричества - с вторым входом блока запуска.
2. Устройство поп.1,отличающее- с я тем, что исполнительный механизм выполнен в виде дозировочного насоса.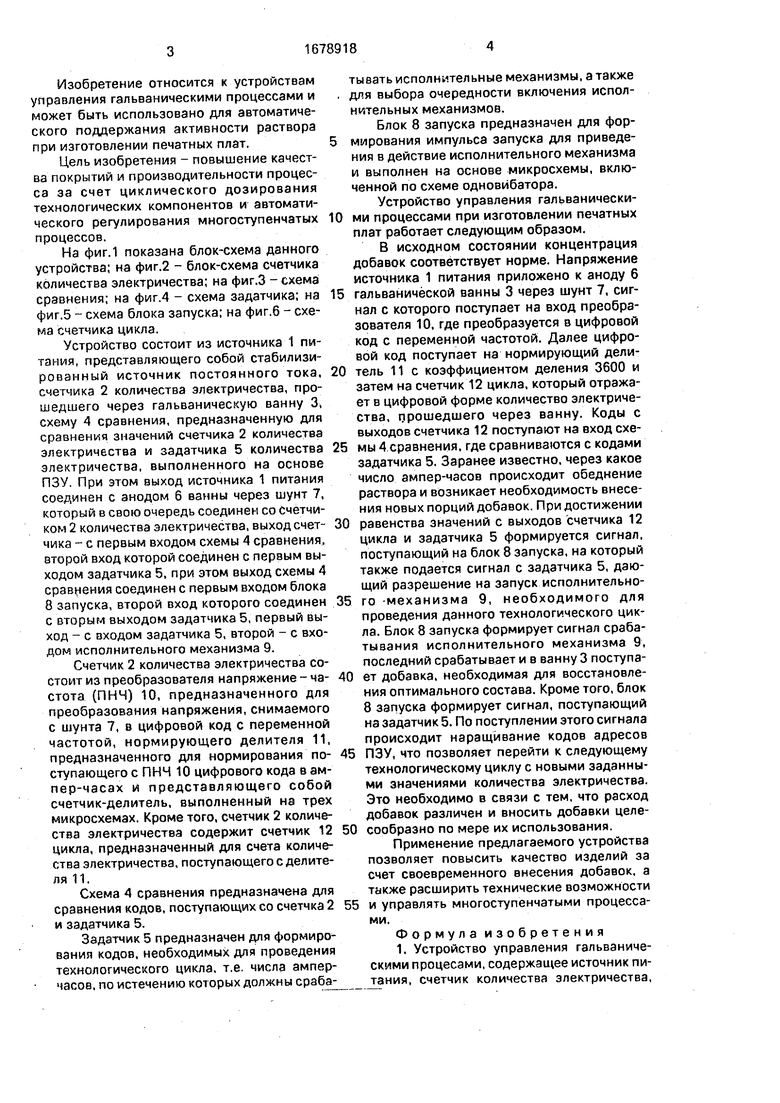
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического измерения номинального и фактического расхода электричества при гальваническом покрытии полосы | 1985 |
|
SU1287017A1 |
| Счетчик ампер-часов | 1987 |
|
SU1465777A1 |
| Устройство для задания толщины гальванических покрытий | 1985 |
|
SU1298266A1 |
| СИСТЕМА КОНТРОЛЯ И УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ НА ЛИНИИ СТАЦИОНАРНЫХ ГАЛЬВАНИЧЕСКИХ ВАНН | 1987 |
|
RU1491053C |
| Устройство для контроля толщины осажденного металла | 1989 |
|
SU1654384A1 |
| Счетчик ампер-часов | 1982 |
|
SU1033973A1 |
| Способ А.Н.Алексеева для управления подачей воды в промывные ванны гальванических линий и устройство для его осуществления | 1987 |
|
SU1504294A1 |
| Устройство управления процессом нанесения гальванического покрытия заданной толщины | 1991 |
|
SU1813814A1 |
| ИСТОЧНИК СТАБИЛЬНОГО ТОКА | 2013 |
|
RU2523916C1 |
| КУЛОНОМЕТРИЧЕСКАЯ УСТАНОВКА | 1997 |
|
RU2120625C1 |
Изобретение относится к устройствам управления гальваническими процессами и может быть использовано для автоматического поддержания активности раствора. Цель изобретения - повышение качества покрытий и производительности за счет циклического дозирования технологических компонентов и автоматического регулирования многоступенчатых процессов. Устройство содержит источник 1 питания и счетчик 2 количества электричества, при этом выход источника 1 питания соединен с анодом 6 ванны 3 через шунт 7, который в свою очередь соединен со счетчиком 2 количества электричества, выход которого соединен с первым входом схемы 4 сравнения, второй вход которой соединен с выходом задатчика 5. Выход схемы 4 сравнения соединен с входом блока 8 запуска, первый выход которого соединен с входом задатчика 5, второй - с выходом исполнительного механизма 9. Повышение качества обрабатываемых изделий достигается введением в данное устройство блока запуска с исполнительным механизмом. 1 з.п ф-лы, 6 ил
К ЪЪ(ХО#) ЗАДАТЧИКА
CWVJfKV
Фиг. 2
MbfOffi
БЛОКА ЗАПУСКА
К Выходу блока.
8
К схеме срад- нения
Л
-ГС2
1
Л
К Входу задатчина
Фиг. 5
+Unum
К Входу
исполнительных
механизмов
Эш
К выходу задатчика
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1974 |
|
SU487165A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
