О СП
4Ь
00 00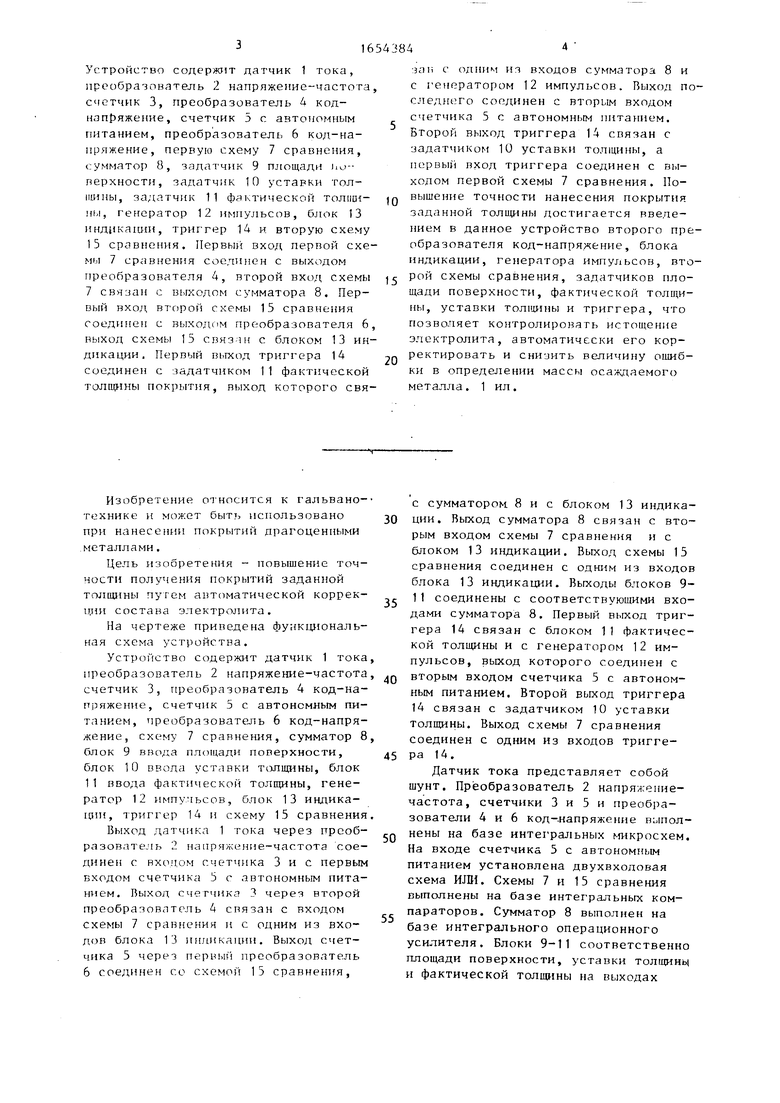
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальное устройство для управления гальванообработкой | 1989 |
|
SU1672416A2 |
| Устройство для контроля массы осажденного металла | 1990 |
|
SU1778200A1 |
| Устройство для контроля толщины покрытия в процессе гальваноосаждения металла | 1987 |
|
SU1461774A1 |
| Устройство управления процессом нанесения гальванического покрытия заданной толщины | 1991 |
|
SU1813814A1 |
| Устройство для регулирования расхода | 1986 |
|
SU1377832A1 |
| Многоканальное устройство для управления гальванообработкой | 1988 |
|
SU1532948A2 |
| Цифровая система регулирования скорости центробежного аппарата | 1983 |
|
SU1176302A1 |
| Установка для нанесения гальванопокрытий | 1984 |
|
SU1196422A2 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1989 |
|
SU1633018A2 |
| Устройство допускового контроля временных интервалов | 1991 |
|
SU1798720A1 |
Изобретение относится к гальванотехнике и может быть использовано при ьамесении покрытий драгоценными металлами. Цель изобретения - повышение точности получения покрытия заданной толщины за счет автоматической коррекции состава электролита.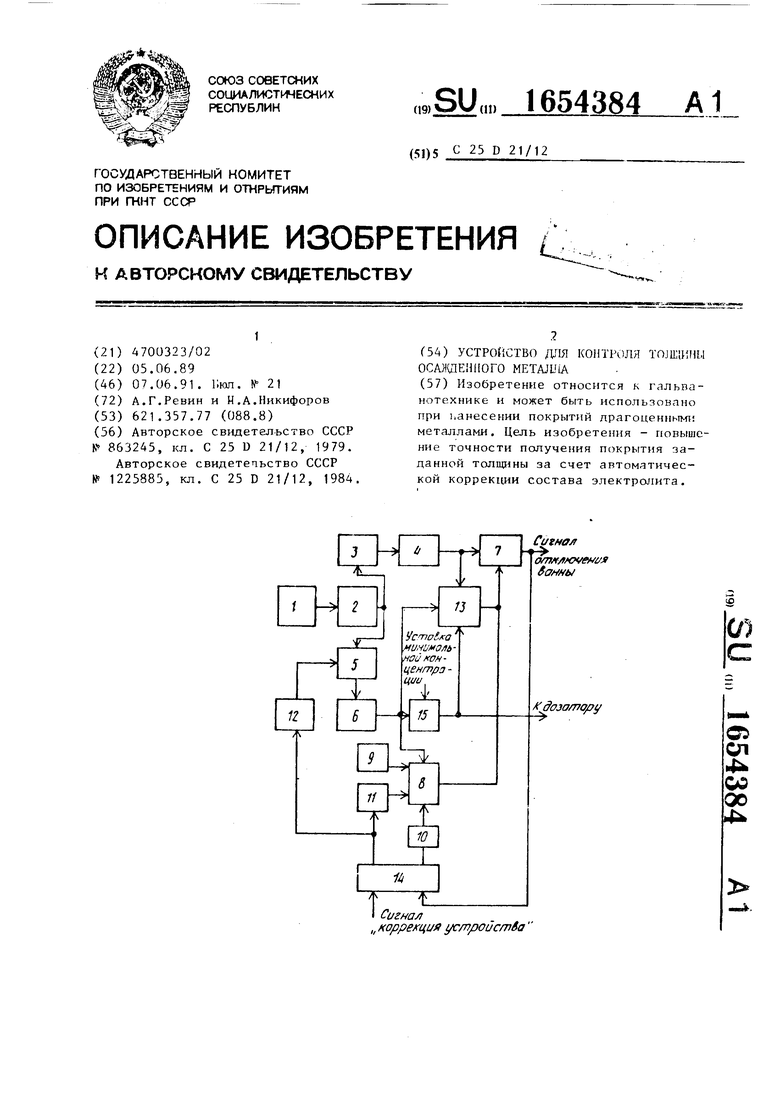
„ коррекция ус/лроистба
Устройство содержит датчик 1 тока, преобразователь 2 напряжение-частота, счетчик 3, преобразователь 4 код- напряжение, счетчик 5 с автономным питанием, преобразователь 6 код-напряжение, первую схему 7 сравнения, сумматор 8, задатчик 9 площади ьи-- лерхности, задатчик 10 уставки толщины, задатчик 11 фактической толщины, генератор 12 импульсов, блок 13 индикации, триггер 14 и вторую схему 15 сравнения. Первый вход первой схемы 7 сравнения соединен с выходом
преобразователя 4, второй вход схемы 5 рой схемы сравнения, задатчиков пло- 7 связан с выходом сумматора 8. Пер- щади поверхности, фактической толщины.
вый вход второй схемы 15 сравнения соединен с выходом преобразователя 6, выход схемы 15 связан с блоком 13 индикации, Первый выход триггера 14 соединен с задатчиком 11 фактической толщины покрытия, выход которого свя20
уставки толщины и триггера, что позволяет контролировать истощение электролита, автоматически его корректировать и снизить величину ошибки в определении массы осаждаемого металла. 1 ил.
Изобретение относится к гальванотехнике и может быть использовано при нанесении покрытий драгоценными металлами.
Цель изобретения - повышение точности получения покрытий заданной толщины путем автоматической коррекции состава электролита.
На чертеже приведена функциональная схема устройства.
Устройство содержит датчик 1 тока преобразователь 2 напряжение-частота счетчик 3, преобразователь 4 код-на- пряжение, счетчик 5 с автономным питанием, преобразователь 6 код-напряжение, схему 7 сравнения, сумматор 8 Гхлок 9 ввода площади поверхности, блок 10 ввода уставки толщины, блок 11 ввода фактической толщины, генератор 12 импучьсов, блок 13 индикации, триггер 14 и схему 15 сравнения
Выход датчика 1 тока через преобразователь 2 напряжение-частота соединен с входом счетчика 3 и с первым входом счетчика 5 с автономным питанием. Выход счетчика 3 через второй преобразователь 4 связан с входом схемы 7 сравнения и с одним из входов блока 13 индикации. Выход счетчика 5 через первый преобразователь 6 соединен со схемой 15 сравнения,
заи с одним из входов сумматора 8 и с генератором 12 импульсов. Выход последнего соединен с вторым входом счетчика 5 с автономным питанием. Второй выход триггера 14 связан с задатчиком 10 уставки толщины, а первый вход триггера соединен с выходом первой схемы 7 сравнения. Повышение точности нанесения покрытия заданной толщины достигается введением в данное устройство второго преобразователя код-напряжение, блока индикации, генератора импульсов, второй схемы сравнения, задатчиков пло- щади поверхности, фактической толщины.
уставки толщины и триггера, что позволяет контролировать истощение электролита, автоматически его корректировать и снизить величину ошибки в определении массы осаждаемого металла. 1 ил.
0
5
0
5
0
5
с сумматором. 8 и с блоком 13 индикации. Выход сумматора 8 связан с вторым входом схемы 7 сравнения и с блоком 13 индикации. Выход схемы 15 сравнения соединен с одним из входов блока 13 индикации. Выходы блоков 9- 11 соединены с соответствующими входами сумматора 8. Первый выход триггера 14 связан с блоком 11 фактической толщины и с генератором 12 импульсов, выход которого соединен с вторым входом счетчика 5 с автономным питанием. Второй выход триггера 14 связан с задатчиком 10 уставки толщины. Выход схемы 7 сравнения соединен с одним из входов триггера 14.
Датчик тока представляет собой шунт. Преобразователь 2 напряжение- частота, счетчики 3 и 5 и преобразователи 4 и 6 к од-.напряжение выполнены на базе интегральных микросхем. На входе счетчика 5 с автономным питанием установлена двухвходовая схема ИШ1. Схемы 7 и 15 сравнения выполнены на базе интегральных компараторов. Сумматор 8 выполнен на базе интегрального операционного усилителя. Блоки 9-11 соответственно площади поверхности, уставки толщинц и фактической толщины на выходах
Z Q,
имеют гиг н,1лы в виде напряжения постоянного тока. Генератор 12 импульсов вырабатывает прямоугольные импульсы частотой, например, порядка 1 кГц. Блок 13 индикации содержит измерительные приборы для визуального контроля выходных параметров. Триггер 14 представляет собой RS- триггер в интегральном исполнении.
Устройство рабо(ает следующим обратом.
Для вычисления количества электричества, необходимого для нанесени галчиной толщины покрытия, используется модель вида:
Q K,S + K,,Z + К,
где Q - копичество электричества, необходимое для достижения ус Гановленной толщины покрытия ;
S - площадь поверхности загруженных деталей;
-уставка толщины;
-суммарное количество электричества, прошедшее через электролит после очередной коррекции его состава;
К(, К , Кя- оценки коэффициентов регрессионной модели, рассчитанные на основании обработки экспериментальных данных.
Фактор Q. отражает истощение электролига в гальванической ванне.
Устройство работает следующим образом.
Перед загрузкой деталей в ванну оператор при помощи блоков 9 и 10 вводит в устройство значение площади поверхности загружаемых деталей и уставку необходимой толщины покрытия В счетчике 5 с автономным питанием содержится код, пропорциональный количеству электричества, прршедшему через гальваническую ванну после очередной коррекции ее состава. Таким образом, на выходе сумматора 8 до начала процесса формируется напряжение, пропорциональное количеству электричества, которое должно пройти через электролит. Количество электричества в процессе гальванопокрытия измеряется при помощи датчика 1 тока преобразователя 2 напряжение-частота счетчика 3 и второго преобразователя 4. При равенстве рассчитанного и
0
5
текуще о значений на выходе схемы 7 сравнения формируется соответствующий сигнал окончания процесса, которым отключается источник тока гальванической ванны.
Коррекция устройства по фактической толщине покрытия осуществляется следующим образом. Учитывая, что перекрытие по толщине крайне нежелательно, так как приводит к бесполезной потере металла, коррек ;ик электролита следует производить так, чтобы даже в первой после коррекции электролита загрузке толщина покрытия не превышала своего максимального значения. Предположим, необходимо нанести гальванопокрытие золотом толщиной 3 мкм. Производят первое от- 0 ключение гальванической панны. Измерение показывает, что толлцина покрытия составляет 2,6 мкм. Это значение вводится в устройство при помощи блока 11, После подачи сигнала 5 Коррекция устройства триггер 14 переводится в единичное состояние. При этом сигналом с второго выхода триггера 14 блок 10 отключается от сумматора 8, а сигналом с первого 0 выхода триггера 14 к входу сумматора 8 подключается блок 11 фактической толщины. Этим же сигналом запускается генератор 12, импульсы с выхода которого поступают на второй вход счетчика 5 с автономным питанием. Напряжение на выходе сумматора 8 увеличивается до тех пор, пока сигналом с выхода схемы 7 сравнения триггер 14 не будет возвращен в исходное состояние. Коррекция устройства закончена, и оно автоматически возвращается в исходный режим.
Подача сигнала Коррекция электролита осуществляется следующим 5 образом. О степени истощения электролита судят по величине напряжения на выходе первого преобразователи 6. Как только это напряжение достигает некоторого критического значения, 0 схема 15 сравнения срабатывает и выдает сигнал Коррекция электролита, который поступает на автоматический дозатор и на блок индикации.
Измерение фактической толщины е покрытия и коррекция характеристики , устройства с учетом фактической толщины позволяет обнаружить недопустимое истощение электролита, своевр е- менно провести коррекцию его состава
5
0
и повысить точность нанесения покрытия заданной толщины. Экономический эффект зависит от объема загрузки и интенсивности эксплуатации гальванической ванны.
Формула изобретения
Устройство для контроля толщины осажденного метачла, содержащее датчик тока, преобразователь ток-частота , два счетчика, схему сравнения, преобразователь код-напряжение, сумматор при этом выход датчика тока соединен с входом преобразователя
с входами первого и второго счегчи- ков, выход второго счетчика соединен с входом преобразователя код-напряжение, выход которого соединен с входом сумматора, отличающееся тем, что, с целью повышения точности получения покрытия заданной толщины за счет автоматической коррекции состава электролита, оно снабжено вторым преобразователем код-напряжение, блоком индикации, генератором импульсов,
5
Q 5
второй схемой сравнения, игдатчнком площади поверхности, эадатчиком фактической тстпцины, эадатчпком уставки толщины, триггером, причем выход сумматора соединен с вторым входом первой схемы сравнения, а входы его - с задатчиком площади поверхности, задатчиком уставки толщины и задатчиком фактической толщины, первый выход триггера соединен с задатчиком фактической толщины покрытия и с генератором импульсов, второй выход триггера связан с задатчиком уставки толщины, выход первой схемы сравнения соединен с первым входом триггера, выход генератора импульсов соединен с вторым входом второго счетчика, а входы блока индикации соединены с выходом первого преобразователя код- напряжение, выходом второго преобразователя код-напряжение, выходом сумматора и выходом второй схемы сравнения, а выход первого счетчика соединен с входом второго преобразователя код-напряжение, выход которого соединен с первой схемой сравнения.
| Пистолет для контактной точечной сварки | 1979 |
|
SU863245A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для автоматического контроля массы осажденного металла | 1984 |
|
SU1225885A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
