Изобретение относится к гальванотехнике и может быть использовано при нанесении покрытий драгоценными рлетзллами.
Цель изобретения - повышение точности нанесения покрытия заданной толщины.
На чертеже приведена функциональная схема устройства.
Устройство содержит датчик тока 1, преобразователь напряжение-частота 2, счетчик 3, цифроаналоговый преобразователь 4, схему сравнения 5, блок ввода площади поверхности 6, стабилизатор тока 7, нормирующий усилитель 8, множительное устройство 9 и задатчик плотности тока 10,
Датчик тока 1 через преобразователь напряжение-частота 2, счетчик 3 и цифроа- налоговый преобразователь 4 соединен с первым входом схемы сравнения 5. Выход блока овода площади поверхности 6 связан с входом нормирующего усилителя 8 и с первым входом множительного устройства 9, второй и третий входы которого, соответственно соединены с задатчиком плотности тока 10 и с выходом схемы сравнения 5. Второй вход схемы сравнения 5 связан с выходом нормирующего усилителя 8. Выход стабилизатора тока 7 соединен с датчиком тока 1, а вход - с выходом множительного устройства 9.
Датчик тока 1 представляет собой шунт. Преобразователь напряжение-частота 2, счетчик 3, цифроаналоговый преобразователь 4 и схема сравнения 5 выполнены на базо интегральных микросхем. Блок ввода площади поверхности 6 содержит программные переключатели для овода площади по- верхности и электронную схему для преобразования кода в аналоговый сигнал. Стабилизатор 7 обеспечивает постоянство тока гальванической ванны. Нормирующий усилитель 8 выполнен на базо интегрального операционного усилителя и имеет регули- ровку коэффициента усиления. Множительное устройство 9 выполнено на базе интегрального цифроаналогового преобразователя. Задатчик плотности тока 10 выполнен на базе потенциометра.
Устройство работает следующим образом. Для вычисления количества электричества, необходимого для нанесения заданной толщины покрытия, применяется математическая модель вида
Q К Z0 S,(1) где Q - количество электричества, необходимое для достижения заданной толщины покрытия;
Z0 - заданная толщина покрытия;
S - площадь поверхности загруженных деталей;
К - коэффициент, определяемый экспериментальным путем, например, методом
наименьших квадратов.
Перед загрузкой деталей в ванну оператор при помощи блоков 6 и 10 вводит площадь поверхности деталей и уставку плотности тока, а также устанавливает значение «о коэффициента усиления нормирующего усилителя 8. Таким образом, на выходе нормирующего усилителя 8 до начала процесса формируется уставка количества электричества, которое должно пройти
через электролит для достижения заданной толщины покрытия. Это напряжение поступает на один из входов схемы сравнения 5. В процессе гальванопокрытия количество электричества измеряется при помощи аналого-цифрового интегратора тока, выполненного на базе датчика тока 1, преобразователя напряжение-частота 2, счетчика 3 и цифроаналогового преобразователя 4. Измерение производится следующим образом. Известно, что количество электричества Q определяется как
Q M(t)dt,
(2)
где i(t) - зависимость тока ванны от времени t;
г- время интегрирования (длительность технологического процесса), Напряжение Uui(t) на выходе датчика тока 1 имеет вид:
UUj(t)Ruj -i(t),(3) где RUI - сопротивление шунта.
Выходная величина f(t) преобразовате- ля напряжение-частота 2 определяется следующим образом:
f(t)Kr,H4 -иш(г),(4) где Кпнч - коэффициент преобразования преобразователя напряжение-частота.
Количество импульсов N, подсчитанное счетчиком 3 за время г, определяется выражением:
N /0f(t)dt.(5)
Подставляя в (5) последовательно (4) и (3), получаем$
N Рщ Кпнч /Oi(t) dt.
Таким образом,число N, записанное в
счетчике 3, а также напряжение на выходе
цифроаналогового преобразователя 4, пропорциональны количеству электричества Q,
вычисляемому согласно (2).
Напряжение с выхода цифроаналогового преобразователя 4 поступает на другой вход схемы сравнения 5, При равенстве текущего значения значению уставки схема сравнения 5 срабатывает. Сигналом с ее выхода множительное устройство 9 запирается, напряжение уставки тока, а также ток ванны становятся равными нулю, и процесс гальванопокрытия прерывается. Предположим, что полученная толщина покрытия Z больше номинальной Z0 на 10%. Для того, чтобы получить толщину покрытия Zo, необходимо уменьшить коэффициент усиления нормирующего усилителя 8 на 10%, т.е. установить коэффициент усиления Ki такой, что Ki Ко - 0,1 Ко. Предположим, что в очередной загрузке площадь деталей изменена. В этом случае после ввода в устройст- во значения площади поверхности на выходе стабилизатора тока 7 устанавливается такое значение тока ванны, которое обеспечит заданное значение плотности тока. В соответствии с поверхностью загру- женных деталей будет сформирована и новая уставка количества электричества, которое должно пройти через электролит для получения установленной толщины покрытия Z0. Так как коэффициент усиления нор- мирующего усилителя 8 уже скорректирован по результатам предыдущего процесса гальванообработки, толщина покрытия будет соответствовать заданному значению Z0.
Автоматическое вычисление уставки тока ванны для заданного значения плотности тока при изменении поверхности загрузки
обрабатываемых изделий от партии к партии, а также коррекция уставки количества электричества, которое должно пройти через электролит для достижения заданной толщины покрытия с учетом фактической толщины покрытия, позволяют повысить точность нанесения покрытия заданной толщины.
Формула изобретения Устройство управления процессом нанесения гальванического покрытия заданнойтолщины, содержащее последовательно соединенные стабилизатор тока, датчик тока, преобразователь напряжение-частота, счетчик, цифроаналоговый преобразователь и схему сравнения, блок ввода площади поверхности, отличающееся тем, что, с целью повышения точности нанесения покрытия, оно снабжено множительным устройством, нормирующим усилителем и задатчиком плотности тока, причем выход блока ввода площади поверхности соединен с входом нормирующего усилителя и с первым входом множительного устройства, второй и третий входы которого соответственно связаны с задатчиком плотности тока и с выходом схемы сравнения, выход множительного устройства соединен со стабилизатором тока, а выход нормирующего усилителя - с вторым входом схемы сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля толщины осажденного металла | 1989 |
|
SU1654384A1 |
| Многоканальное устройство для управления гальванообработкой | 1989 |
|
SU1672416A2 |
| Способ определения площади деталей при гальваническом процессе и устройство для его осуществления | 1986 |
|
SU1315531A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1989 |
|
SU1633018A2 |
| Устройство для электрофоретического формирования оболочек | 1976 |
|
SU663766A1 |
| Устройство для позиционного управления электроприводом постоянного тока | 1981 |
|
SU1003286A1 |
| Устройство для задания толщины гальванических покрытий | 1985 |
|
SU1298266A1 |
| Многоканальное устройство для управления гальванообработкой | 1988 |
|
SU1532948A2 |
| Устройство для измерения толщины гальванических покрытий | 1979 |
|
SU973675A1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
Использование: гальванотехника. Сущность .изобретения: устройство содержит датчик тока 1, преобразователь напряжение-частота 2, счетчик 3, цифроаналоговый преобразователь 4, схему сравнения 5, блок ввода площади поверхности 6, стабилизатор тока 7, нормирующий усилитель 8, множительное устройство 9 и задатчик плотности тока 10. В соответствии с заданной плотностью тока и площадью поверхности загружаемых деталей автоматически выполняются следующие операции: устанавливается ток ванны и вычисляется устав- ка количества электричества, которое должно пройти через электролит для получения заданной толщины. Текущее значение количества -электричества вычисляется при помощи первых четырех узлов, При равенстве текущего и рассчитанного значений сигналом со схемы сравнения 5 процесс останавливается. 1 ил.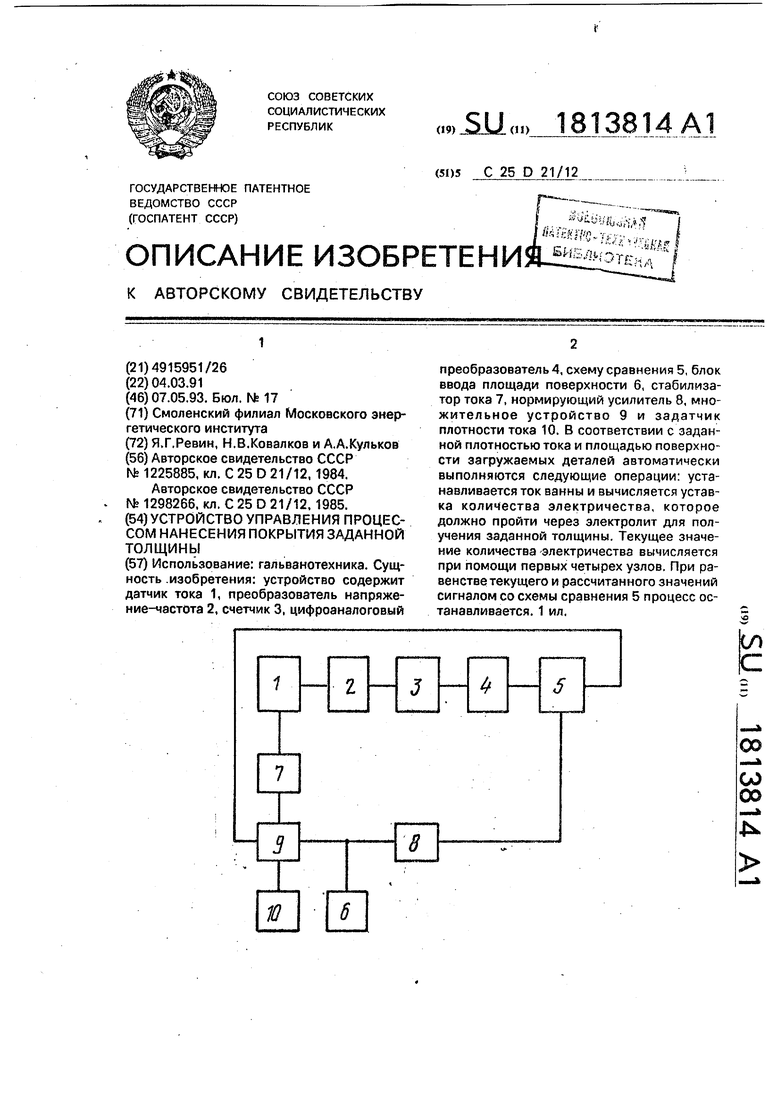
| Устройство для автоматического контроля массы осажденного металла | 1984 |
|
SU1225885A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для задания толщины гальванических покрытий | 1985 |
|
SU1298266A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
