Изобретение относится к сварочному производству и может быть использовано для автоматического наведения сварочной горелки на стык свариваемых деталей в технологическом процессе дуговой сварки в машиностроении, судостроении и других отраслях народного хозяйства.
Цель изобретения - повышение точности слежения при колебании сварочной горелки поперек стыка.
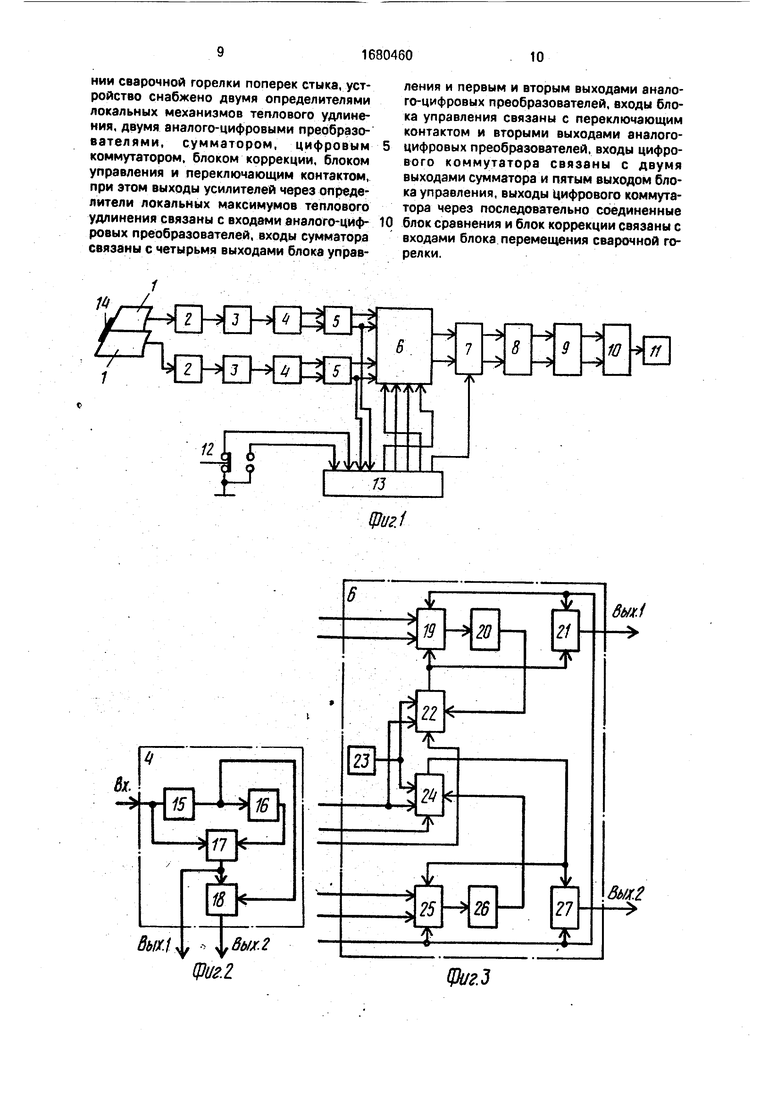
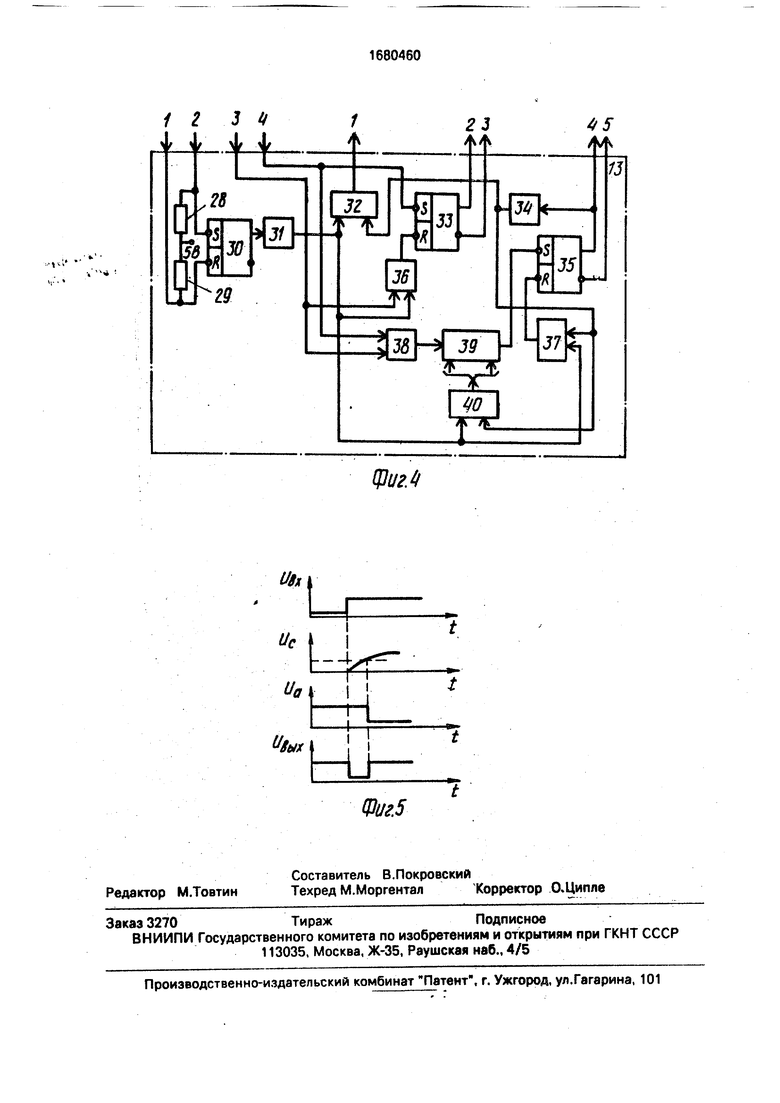
На фиг. 1 приведена функциональная схема устройства; на фиг. 2 - функциональная схема определителя локальных максимумов; на фиг. 3 - функциональная схема сумматора; на фиг. 4 - функциональная схема блока управления; на фиг. 5 - диаграмма работы блока управления.
Устройство содержит два канала измерения локальных максимумов теплового удлинения кромок свариваемых деталей 1, каждый из которых состоит из последовательно включенных датчика 2 теплового удлинения кромок свариваемых деталей, усилителя 3, определителя 4 локальных максимумов теплового удлинения и аналого- цифрового преобразователя 5, сумматор 6, цифровой коммутатор 7, блок 8 сравнения, блок 9 коррекции, блок 10 перемещения сварочной горелки 11, переключающий контакт 12, блок 13 управления. Упор 14 препято с
g
о о
ствует расширению кромок свариваемых деталей 1.в направлении, противоположном процессу сварки, благодаря чему датчики 2 измеряют полное продольное удлинение свариваемых кромок.
При этом в каждом из каналов измерения локальных максимумов теплового удлинения кромок свариваемых деталей датчик 2 через усилитель 3 подключен к входу определителя 4 локальных максимумов, информационный и управляющий выходы которого подключены соответственно к информационному и управляющему входам аналого-цифрового преобразователя 5. Информационные выходы первого и второго аналого-цифровых преобразователей 5 подключены соответственно к первому и второму информационным входам сумматора 6. Первый управляющий вход сумматора 6 объединен с четвертым входом блока 13 управления и подключен к управляющему выходу первого аналого-цифрового преобразователя 5. Второй управляющий вход сумматора 6 объединен с третьим входом блока 13 управления и подключен к управляющему выходу второго аналого- цифрового преобразователя 5. Третий управляющий вход сумматора 6 подключен к четвертому выходу блока 13 управления, второй и третий выходы которого подключены соответственно к четвертому и пятому управляющим входам сумматора 6. Шестой управляющий вход сумматора 6 соединен с первым выходом блока 13 управления. Первый и второй выходы сумматора 6 подключены соответственно к первому и второму информационным входам цифрового коммутатора 7. Управляющий вход цифрового коммутатора 7 подключен к пятому выходу блока 13 управления, а выходы подключены к соответствующим входам блока 8 сравнения. Выходы блока 8 сравнения подключены к соответствующим входам блока 9 коррекции, выходы которого подключены к соответствующим входам блока 10 перемещения сварочной горелки 11, при этом первый и второй входы блока 13 управления соответственно через нормально разомкнутый и нормально замкнутый контакты 12 подключены к общей шине устройства.
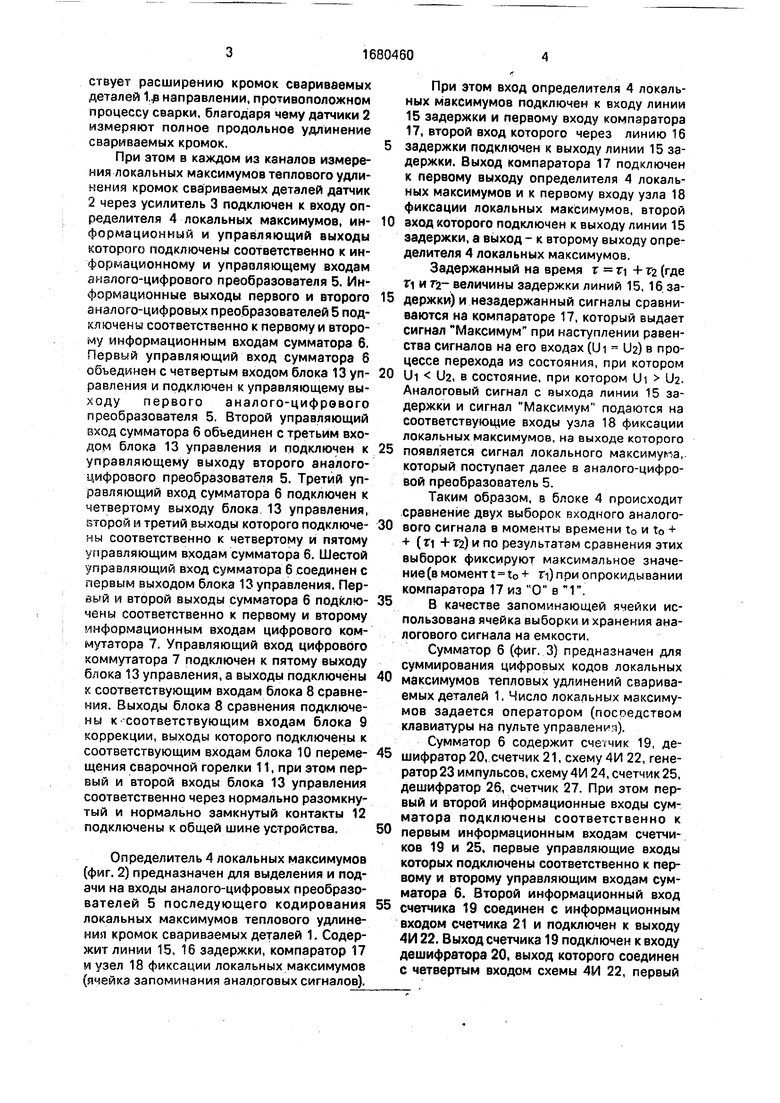
Определитель 4 локальных максимумов (фиг. 2) предназначен для выделения и подачи на входы аналого-цифровых преобразователей 5 последующего кодирования локальных максимумов теплового удлинения кромок свариваемых деталей 1. Содержит линии 15, 16 задержки, компаратор 17 и узел 18 фиксации локальных максимумов (ячейка запоминания аналоговых сигналов).
При этом вход определителя 4 локальных максимумов подключен к входу линии 15 задержки и первому входу компаратора 17, второй вход которого через линию 16
задержки подключен к выходу линии 15 задержки. Выход компаратора 17 подключен к первому выходу определителя 4 локальных максимумов и к первому входу узла 18 фиксации локальных максимумов, второй
зход которого подключен к выходу линии 15 задержки, а выход - к второму выходу определителя 4 локальных максимумов.
Задержанный на время т г +Т2 (где ti и га- величины задержки линий 15, 16 задержки) и незадержанный сигналы сравниваются на компараторе 17, который выдает сигнал Максимум при наступлении равенства сигналов на его входах (Ui - U2) в процессе перехода из состояния, при котором
Ui Ite, в состояние, при котором Ui Da- Аналоговый сигнал с выхода линии 15 задержки и сигнал Максимум подаются на соответствующие входы узла 18 фиксации локальных максимумов, на выходе которого
появляется сигнал локального максимума, который поступает далее в аналого-цифровой преобразователь 5.
Таким образом, в блоке 4 происходит сравнение двух выборок входного аналогового сигнала в моменты времени ь и to + + (TI +Г2) и по результатам сравнения этих выборок фиксируют максимальное значение (в моментt to + ri) при опрокидывании компаратора 17 из О в Г.
в качестве запоминающей ячейки использована ячейка выборки и хранения аналогового сигнала на емкости.
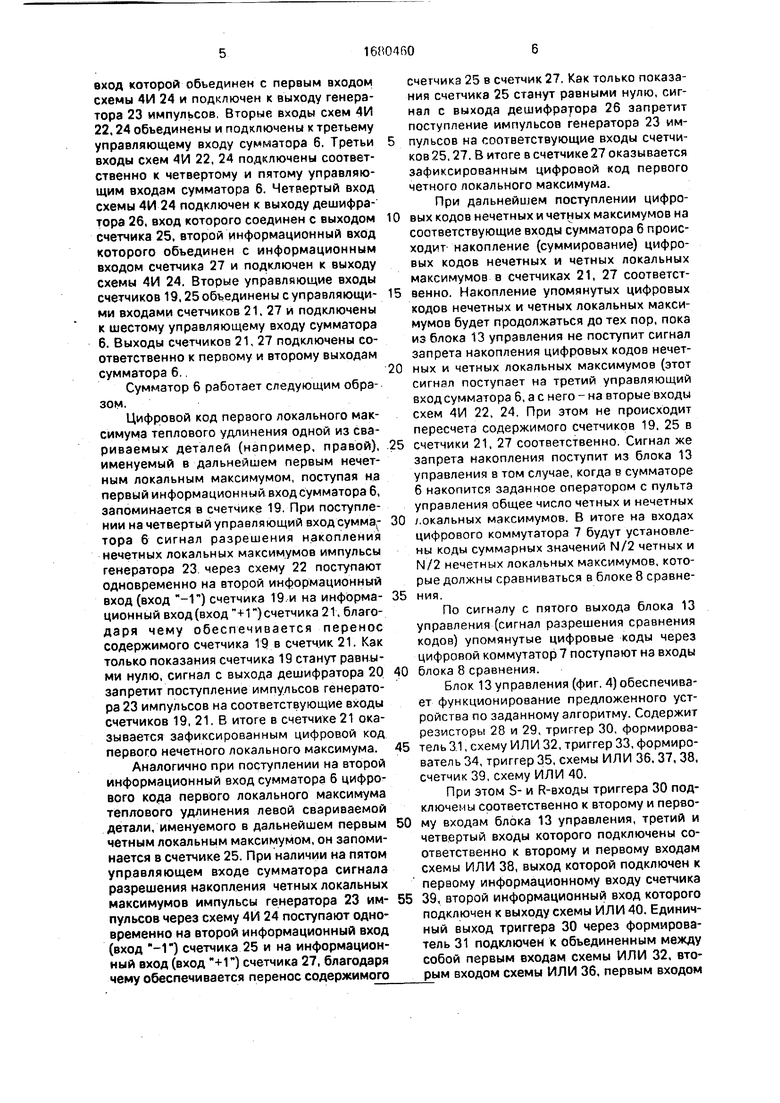
Сумматор 6 (фиг. 3) предназначен для суммирования цифровых кодов локальных
максимумов тепловых удлинений свариваемых деталей 1. Число локальных максимумов задается оператором (посоедством клавиатуры на пульте управленм).
Сумматор 6 содержит счегчик 19, дешифратор 20, счетчик 21, схему 4И 22, генератор 23 импульсов, схему 41/124, счетчик 25, дешифратор 26, счетчик 27. При этом первый и второй информационные входы сумматора подключены соответственно к
первым информационным входам счетчиков 19 и 25, первые управляющие входы которых подключены соответственно к первому и второму управляющим входам сумматора 6. Второй информационный вход
счетчика 19 соединен с информационным входом счетчика 21 и подключен к выходу 4И 22. Выход счетчика 19 подключен к входу дешифратора 20, выход которого соединен с четвертым входом схемы 4И 22, первый
вход которой объединен с первым входом схемы 4И 24 и подключен к выходу генератора 23 импульсов, Вторые входы схем 4И 22,24 объединены и подключены к третьему управляющему входу сумматора 6. Третьи входы схем 4И 22, 24 подключены соответственно к четвертому и пятому управляющим входам сумматора 6. Четвертый вход схемы 4И 24 подключен к выходу дешифратора 26, вход которого соединен с выходом счетчика 25, второй информационный вход которого объединен с информационным входом счетчика 27 и подключен к выходу схемы 4И 24. Вторые управляющие входы счетчиков 19,25объединенысупрааляющи- ми входами счетчиков 21, 27 и подключены к шестому управляющему входу сумматора 6. Выходы счетчиков 21, 27 подключены соответственно к первому и второму выходам сумматора 6.
Сумматор 6 работает следующим образом.
Цифровой код первого локального максимума теплового удлинения одной из свариваемых деталей (например, правой), именуемый в дальнейшем первым нечетным локальным максимумом, поступая на первый информационный вход сумматора 6, запоминается в счетчике 19. При поступлении на четвертый управляющий вход сумматора 6 сигнал разрешения накопления нечетных локальных максимумов импульсы генератора 23 через схему 22 поступают одновременно на второй информационный вход (вход -1) счетчика 19 и на информационный вход (вход +1) счетчика 21, благодаря чему обеспечивается перенос содержимого счетчика 19 в счетчик 21. Как только показания счетчика 19 станут равными нулю, сигнал с выхода дешифратора 20 запретит поступление импульсов генератора 23 импульсов на соответствующие входы счетчиков 19, 21. В итоге в счетчике 21 оказывается зафиксированным цифровой код первого нечетного локального максимума.
Аналогично при поступлении на второй информационный вход сумматора 6 цифрового кода первого локального максимума теплового удлинения левой свариваемой детали, именуемого в дальнейшем первым четным локальным максимумом, он запоминается в счетчике 25. При наличии на пятом управляющем входе сумматора сигнала разрешения накопления четных локальных максимумов импульсы генератора 23 импульсов через схему 4И 24 поступают одновременно на второй информационный вход (вход -1) счетчика 25 и на информационный вход (вход +1) счетчика 27, благодаря чему обеспечивается перенос содержимого
счетчика 25 в счетчик 27. Как только показания счетчика 25 станут равными нулю, сигнал с выхода дешифратора 26 запретит поступление импульсов генератора 23 импульсов на соответствующие входы счетчиков 25,27. В итоге в счетчике 27 оказывается зафиксированным цифровой код первого четного локального максимума.
При дальнейшем поступлении цифро0 вых кодов нечетных и четных максимумов на соответствующие входы сумматора 6 происходит накопление (суммирование) цифровых кодов нечетных и четных локальных максимумов в счетчиках 21, 27 соответст5 венно. Накопление упомянутых цифровых ходов нечетных и четных локальных максимумов будет продолжаться до тех пор, пока из блока 13 управления не поступит сигнал запрета накопления цифровых кодов нечет0 ных и четных локальных максимумов (этот сигнал поступает на третий управляющий вход сумматора б, а с него - на вторые входы схем 4И 22, 24. При этом не происходит пересчета содержимого счетчиков 19, 25 в
5 счетчики 21, 27 соответственно. Сигнал же запрета накопления поступит из блока 13 управления в том случае, когда в сумматоре 6 накопится заданное оператором с пульта управления общее число четных и нечетных
0 /.скальных максимумов. В итоге на входах цифрового коммутатора 7 будут установлены коды суммарных значений N/2 четных и N/2 нечетных локальных максимумов, которые должны сравниваться в блоке 8 сравне5 ния.
По сигналу с пятого выхода блока 13 управления (сигнал разрешения сравнения кодов) упомянутые цифровые коды через цифровой коммутатор 7 поступают на входы
0 блока 8 сравнения.
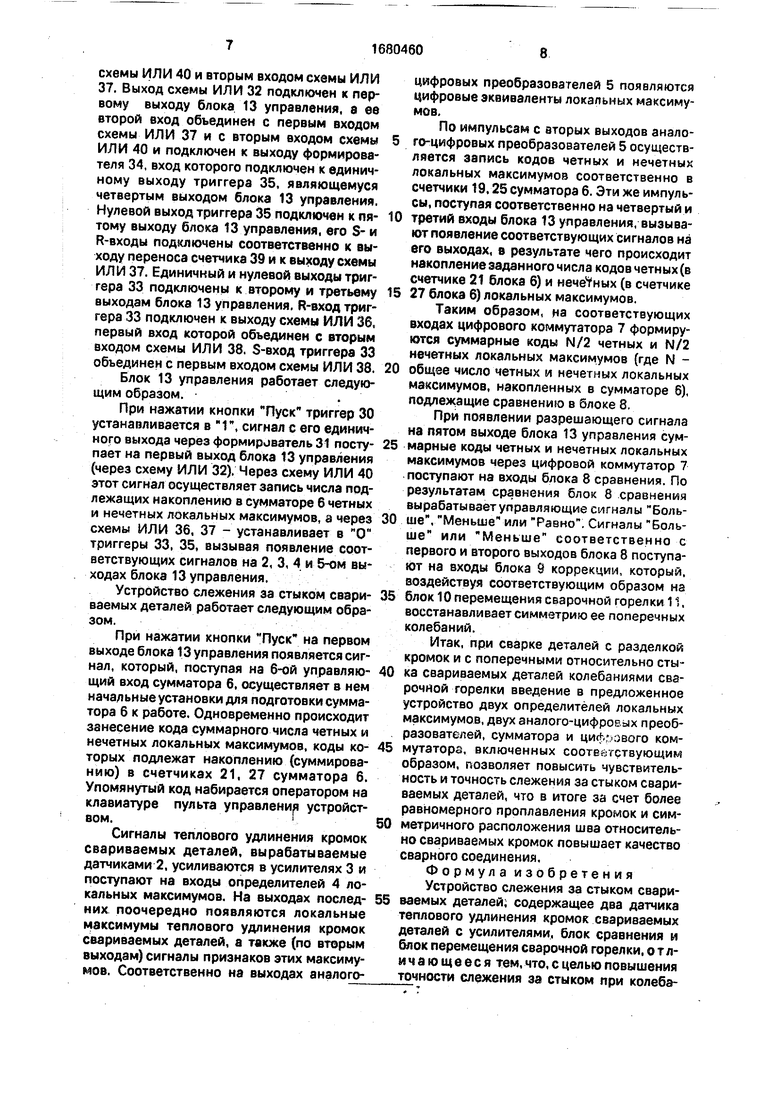
Блок 13 управления (фиг. 4) обеспечивает функционирование предложенного устройства по заданному алгоритму. Содержит резисторы 28 и 29, триггер 30, формирова5 тель 31, схему ИЛИ 32, триггер 33, формирователь 34, триггер 35, схемы ИЛИ 36, 37, 38, счетчик 39, схему ИЛИ 40.
При этом S- и R-входы триггера 30 подключены соответственно к второму и перво0 му входам блока 13 управления, третий и четвертый входы которого подключены соответственно к второму и первому входам схемы ИЛИ 38, выход которой подключен к первому информационному входу счетчика
5 39, второй информационный вход которого подключен к выходу схемы ИЛИ 40. Единичный выход триггера 30 через формирователь 31 подключен к объединенным между собой первым входам схемы ИЛИ 32, вторым входом схемы ИЛИ 36, первым входом
схемы ИЛИ 40 и вторым входом схемы ИЛИ 37. Выход схемы ИЛИ 32 подключен к первому выходу блока 13 управления, а ее второй вход объединен с первым входом схемы ИЛИ 37 и с вторым входом схемы ИЛИ 40 и подключен к выходу формирователя 34, вход которого подключен к единичному выходу триггера 35, являющемуся четвертым выходом блока 13 управления. Нулевой выход триггера 35 подключен к пятому выходу блока 13 управления, его S- и R-входы подключены соответственно к выходу переноса счетчика 39 и к выходу схемы ИЛИ 37. Единичный и нулевой выходы триггера 33 подключены к второму и третьему выходам блока 13 управления, R-вход триггера 33 подключен к выходу схемы ИЛИ 36, первый вход которой объединен с вторым входом схемы ИЛИ 38. S-вход триггера 33 объединен с первым входом схемы ИЛИ 38.
Блок 13 управления работает следующим образом.
При нажатии кнопки Пуск триггер 30 устанавливается в Г, сигнал с его единичного выхода через формирователь 31 поступает на первый выход блока 13 управления (через схему ИЛИ 32). Через схему ИЛИ 40 этот сигнал осуществляет запись числа подлежащих накоплению в сумматоре 6 четных и нечетных локальных максимумов, а через схемы ИЛИ 36, 37 - устанавливает в О триггеры 33, 35, вызывая появление соответствующих сигналов на 2, 3, 4 и 5-ом выходах блока 13 управления.
Устройство слежения за стыком свариваемых деталей работает следующим образом.
При нажатии кнопки Пуск на первом выходе блока 13 управления появляется сигнал, который, поступая на 6-ой управляющий вход сумматора 6, осуществляет в нем начальные установки для подготовки сумматора 6 к работе. Одновременно происходит занесение кода суммарного числа четных и нечетных локальных максимумов, коды которых подлежат накоплению (суммированию) в счетчиках 21, 27 сумматора 6. Упомянутый код набирается оператором на клавиатуре пульта управления устройством.
Сигналы теплового удлинения кромок свариваемых деталей, вырабатываемые датчиками 2, усиливаются в усилителях 3 и поступают на входы определителей 4 локальных максимумов. На выходах последних поочередно появляются локальные максимумы теплового удлинения кромок свариваемых деталей, а также (по вторым выходам) сигналы признаков этих максимумов. Соответственно на выходах аналогоцифровых преобразователей 5 появляются цифровые эквиваленты локальных максимумов.
По импульсам с вторых выходов аналого-цифровых преобразователей 5 осуществляется запись кодов четных и нечетных локальных максимумов соответственно в счетчики 19,25 сумматора 6. Эти же импульсы, поступая соответственно на четвертый и
0 третий входы блока 13 управления, вызывают появление соответствующих сигналов на его выходах, в результате чего происходит накопление заданного числа кодов четных(в счетчике 21 блока 6) и нечеУных (в счетчике
5 27 блока 6) локальных максимумов.
Таким образом, на соответствующих входах цифрового коммутатора 7 формируются суммарные коды N/2 четных и N/2 нечетных локальных максимумов (где N 0 общее число четных и нечетных локальных максимумов, накопленных в сумматоре 6), подлежащие сравнению в блоке 8.
При появлении разрешающего сигнала на пятом выходе блока 13 управления сум5 марные коды четных и нечетных локальных максимумов через цифровой коммутатор 7 поступают на входы блока 8 сравнения. По результатам сравнения блок 8 сравнения вырабатывает управляющие сигналы Боль0 ше, Меньше или Равно. Сигналы Больше или Меньше соответственно с первого и второго выходов блока 8 поступают на входы блока 9 коррекции, который, воздействуя соответствующим образом на
5 блок 10 перемещения сварочной горелки 11, восстанавливает симметрию ее поперечных колебаний.
Итак, при сварке деталей с разделкой кромок и с поперечными относительно сты0 ка свариваемых деталей колебаниями сварочной горелки введение в предложенное устройство двух определителей локальных максимумов, двух аналого-цифровых преобразователей, сумматора и цил-ового ком5 мутатора, включенных соответствующим образом, позволяет повысить чувствительность и точность слежения за стыком свариваемых деталей, что в итоге за счет более равномерного лроплавления кромок и сим0 метричного расположения шва относительно свариваемых кромок повышает качество сварного соединения.
Формула изобретения Устройство слежения за стыком свари5 ваемых деталей, содержащее два датчика теплового удлинения кромок свариваемых деталей с усилителями, блок сравнения и блок перемещения сварочной горелки, о т л- и ч а ю щ е е с я тем, что, с цел ью повышения точности слежения за стыком при колебании сварочной горелки поперек стыка, устройство снабжено двумя определителями локальных механизмов теплового удлинения, двумя аналого-цифровыми преобразователями, сумматором, цифровым коммутатором, блоком коррекции, блоком управления и переключающим контактом, при этом выходы усилителей через определители локальных максимумов теплового удлинения связаны с входами аналого-цифровых преобразователей, входы сумматора связаны с четырьмя выходами блока управ
ления и первым и вторым выходами аналого-цифровых преобразователей, входы блока управления связаны с переключающим контактом и вторыми выходами аналого- цифровых преобразователей, входы цифрового коммутатора связаны с двумя выходами сумматора и пятым выходом блока управления, выходы Цифрового коммутатора через последовательно соединенные блок сравнения и блок коррекции связаны с входами блока перемещения сварочной горелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Функциональный преобразователь угла поворота вала в код | 1984 |
|
SU1218465A1 |
| Функциональный преобразователь угла поворота вала в код | 1985 |
|
SU1309314A1 |
| Функциональный преобразователь угла поворота вала в код | 1980 |
|
SU875421A1 |
| Функциональный преобразователь угла поворота вала в код | 1982 |
|
SU1080174A1 |
| Устройство для управления электродвигателем переменного тока | 1983 |
|
SU1336188A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Анализатор амплитуд и частот формант речевого сигнала | 1981 |
|
SU953658A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| Преобразователь угла поворота вала в код с самоконтролем | 1987 |
|
SU1462484A1 |
| Аналого-цифровое множительное устройство | 1983 |
|
SU1117655A1 |
Изобретение относится к сварочному производству, в частности к устройствам автоматического слежения за стыком свариваемых деталей, и может быть использовано для роботизации дуговой сварки в машиностроительной, судостроительной и других отраслях народного хозяйства. Цель - повышение чувствительности и точности слежения за стыком свариваемых деталей. При сварке с поперечными относительно стыка колебаниями сварочной горелки в устройство введены два определителя локальных максимумов два аналого-цифровых преобразователя, сумматор, цифровой коммутатор и блок управления. Введение в устройство определителей локальных максимумов и аналого-цифровых преобразователей повышает точность симметрирования поперечных калебаний сварочной горелки. Введение в устройство сумматора позволяет перед сравнением реализовать накопление сигналов максимальных тепловых удлинений кромок свариваемых деталей за некоторое число периодов колебаний сварочной горелки и благодаря этому повысить чувствительность слежения за свариваемым стыком. 5 ил. сл С
Фиг2
- И
фиг.З
.ii
ис
u
-Ьхр
Щи г. 4
| Способ автоматического слежения за стыком | 1985 |
|
SU1230773A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
