Изобретение относится к обработке металлов давлением, а именно к кузнечному инструменту, который может быть использован при раскатке заготовок на прессах и молотах.
Целью изобретения является повышение качества поковок за счет уменьшения высоты неровностей на внутренней поверхности полых заготовок, возникающих при их ковке.
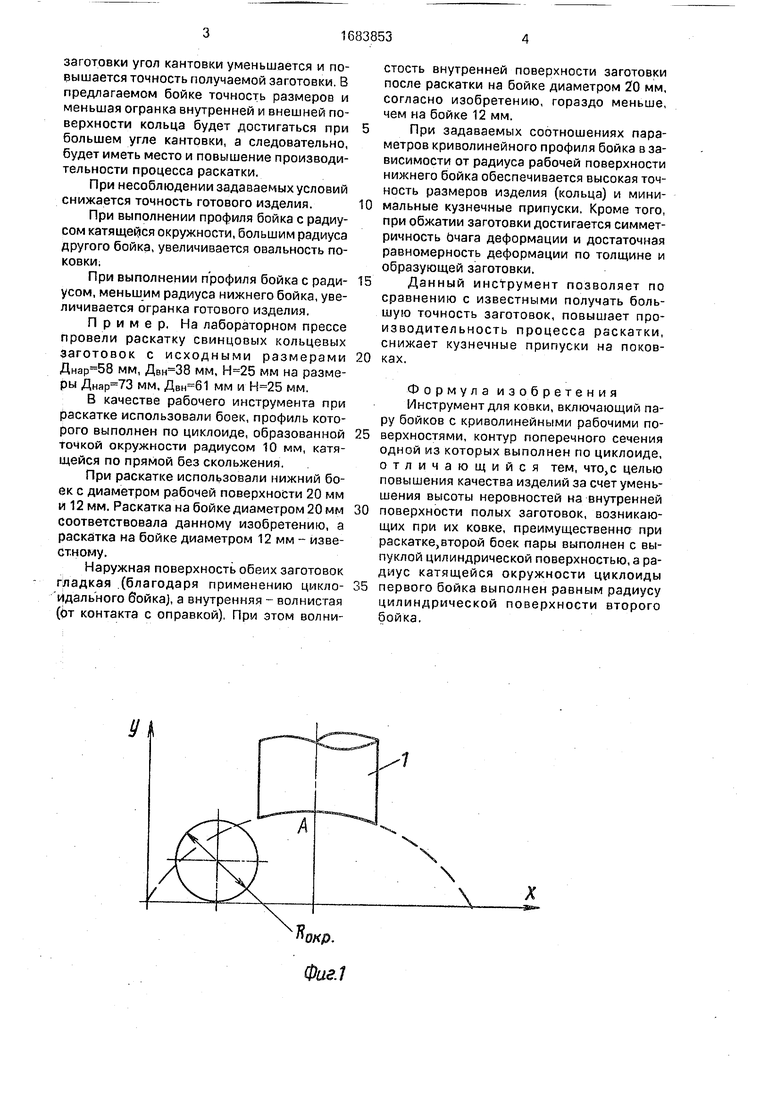
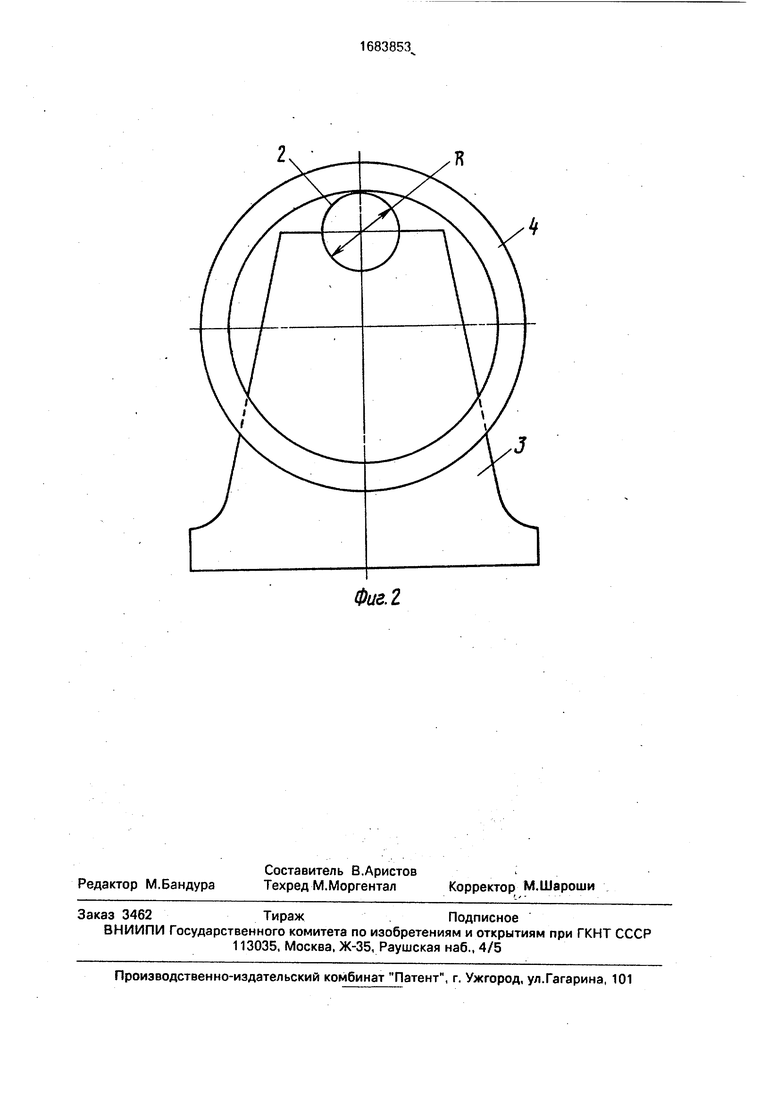
На фиг. 1 изображен кузнечный инструмент для раскатки полых заготовок с графическим построением профиля его рабочей поверхности, вид спереди; на фиг. 2 - устройство для раскатки, общий вид.
Профиль рабочей поверхности А верхнего бойка 1 образован, как видно из графи- . ка на фиг. 1, перемещением точки окружности радиусом ROKP-, катящейся по оси абсцисс в системе координат (X, Y). Перемещающаяся в пространстве точка образует циклоиду, параметры которой заданы из условия:
(t-sln t); (1-cos t),
где R - радиус катящейся окружности;
t - угол кантовки.
Боек 2 радиусом R установлен на стойке 3 и введен в полость кольцевой заготовки 4. При этом радиус ROKP катящейся окружности выполнен равным радиусу R бойка 2.
Инструмент работает следующим образом.
После первичного обжатия кольцевой заготовки следует кантовка последней на заданный угол (t) и последующее обжатие. Путем чередования обжатий и кантовок получают кольцо заданных размеров. С приближением к окончательным размерам
О
со со
00
ел
СА
заготовки угол кантовки уменьшается и повышается точность получаемой заготовки. В предлагаемом бойке точность размеров и меньшая огранка внутренней и внешней поверхности кольца будет достигаться при большем угле кантовки, а следовательно, будет иметь место и повышение производительности процесса раскатки.
При несоблюдении задаваемых условий снижается точность готового изделия.
При выполнении профиля бойка с радиусом катящееся окружности, большим радиуса другого бойка, увеличивается овальность поковки.
При выполнении профиля бойка с ради- усом, меньшим радиуса нижнего бойка, увеличивается огранка готового изделия.
Пример. На лабораторном прессе провели раскатку свинцовых кольцевых Заготовок с исходными размерами мм, мм, мм на размеры мм, мм и мм.
В качестве рабочего инструмента при раскатке использовали боек, профиль которого выполнен по циклоиде, образованной точкой окружности радиусом 10 мм, катящейся по прямой без скольжения.
При раскатке использовали нижний боек с диаметром рабочей поверхности 20 мм и 12 мм. Раскатка на бойке диаметром 20 мм соответствовала данному изобретению, а раскатка на бойке диаметром 12 мм - известному.
Наружная поверхность обеих заготовок гладкая (благодаря применению цикло- Идального бойка), а внутренняя - волнистая (От контакта с оправкой), При этом волнистость внутренней поверхности заготовки после раскатки на бойке диаметром 20 мм, согласно изобретению, гораздо меньше, чем на бойке 12 мм.
При задаваемых соотношениях параметров криволинейного профиля бойка в зависимости от радиуса рабочей поверхности нижнего бойка обеспечивается высокая точность размеров изделия (кольца) и минимальные кузнечные припуски. Кроме того, при обжатии заготовки достигается симметричность очага деформации и достаточная равномерность деформации по толщине и образующей заготовки.
Данный инструмент позволяет по сравнению с известными получать большую точность заготовок, повышает производительность процесса раскатки, снижает кузнечные припуски на поковках.
Формула изобретения Инструмент для ковки, включающий пару бойков с криволинейными рабочими поверхностями, контур поперечного сечения одной из которых выполнен по циклоиде, отличающийся тем, что, с целью повышения качества изделий за счет уменьшения высоты неровностей на внутренней поверхности полых заготовок, возникающих при их ковке, преимущественно при раскатке,второй боек пары выполнен с выпуклой цилиндрической поверхностью, а радиус катящейся окружности циклоиды первого бойка выполнен равным радиусу цилиндрической поверхности второго бойка.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| Кузнечный боек | 1976 |
|
SU662224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
Изобретение относится к обработке металлов давлением, а именно к конструкции инструмента для раскатки заготовок. Цель изобретения - повышение качества изделий за счет уменьшения высоты неровностей на внутренней поверхности полых заготовок, возникающих при ковке. Рабочая поверхность верхнего кузнечного бойка выполнена циклоидальной. Радиус катящейся окружности циклоиды равен радиусу рабочей поверхности нижнего бойка. Такие параметры формы и размеров рабочей поверхности позволяют расширить технологические возможности бойка, обеспечивая эффективное осуществление как протяжки, так и раскатки. Кроме того, при раскатке повышается равномерность проковки в очаге деформации. Вместе с тем возрастает точность размеров поковки. 2 ил.
X
Фае. 2
| Кузнечный боек | 1976 |
|
SU662224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
